一种预制焊片成型机的制作方法
1.本实用新型属于焊片生产设备技术领域,具体涉及一种预制焊片成型机。
背景技术:
2.焊片是指用于电子产品焊接时,部件连接的介质,起到稳定连接的作用,随着电子行业的不断发展,焊片的种类和组成含量越发多样,其性能也更加优良。
3.目前为了更加便于后期焊接使用,通常进行焊片的预制,这样不仅更加匹配焊接工件,而且能够提高生产的效率,但由于预制焊片的形状通常需要根据焊接工件的种类变化而改变,为了减少设备成本,需要频繁更换冲压模具,但一般的冲压模具通常使用螺栓连接,这样在进行更换时步骤繁琐,需要浪费较多的时间,进而影响生产效率。
技术实现要素:
4.本实用新型的目的是:旨在提供一种预制焊片成型机,用以解决背景技术中提到的问题。
5.为实现上述技术目的,本实用新型采用的技术方案如下:
6.一种预制焊片成型机,包括冲压机体,所述冲压机体的冲压端设有冲模机构;
7.所述冲模机构包括调节组件、连接组件和上冲模板,所述调节组件与所述冲压机体的冲压端连接,所述连接组件与所述调节组件连接,所述上冲模板与所述连接组件连接;
8.所述连接组件包括装载板和两组连接器,所述装载板与所述调节组件连接,所述装载板下端开有与嵌合槽,两组所述连接器前后对称设于所述装载板,所述上冲模板设于所述嵌合槽内并与所述连接器相匹配;
9.所述连接器两两一组且同一组左右对称分布,所述连接器包括锁舌、限位板、第一弹簧、拉索和拉动件,所述装载板开有与所述连接器相匹配的台阶腔,限位板滑动设于所述台阶腔内,所述锁舌与所述限位板一端连接并伸出所述台阶腔,所述拉索与所述限位板另一端中部连接并滑动伸出所述装载板上端,所述第一弹簧套设于所述拉索并位于所述台阶腔内,同一组的两个所述所述拉索与所述拉动件连接,所述上冲模板侧面开有与所述锁舌相匹配的锁孔。
10.所述调节组件包括u形连接块、转块和锁定器,所述u形连接块与所述冲压机体的冲压端连接,所述转块转动设于所述u形连接块内,所述锁定器设于所述u形连接块和所述转块之间。
11.所述锁定器包括圆盘、十字锁块、拉杆、第二弹簧、方片和轮式把手,所述转块开有装配腔,所述圆盘滑动设于所述装配腔内,所述十字锁块设于所述圆盘一端,所述装配腔内设有与所述十字锁块相匹配的十字锁槽,所述拉杆固定连接于所述圆盘另一端并滑动贯穿所述转块和u形连杆,所述轮式把手与所述拉杆伸出一端连接,所述方片固定设于所述拉杆靠近轮式把手一侧,所述u形连接块开有与所述方片相匹配的方槽;这样通过拉动轮式把手,配合十字锁块、十字锁槽、方片和方槽,即可方便快捷的对转块进行限位或解锁,便于调
节使用。
12.所述拉动件包括u形杆和螺杆,所述u形杆的开口朝向所述装载板并与之滑动连接,所述螺杆与所述u形杆中部转动连接,且所述螺杆与所述装载板螺纹连接,同一组的两个所述拉索与所述u形杆连接;通过转动螺杆的方式即可拉动u形杆,进而拉动连接器对上冲模板进行限位或复位。
13.所述装载板左右两侧均开有开口,所述上冲模板左右两侧均设有提耳;这样更加便于取出上冲模板。
14.这样通过调节组件和连接组件的配合,能够在需要更换冲压成型的预制焊片形状时,能够方便快捷的更换上冲模板,减少更换所需的时间并减少更换所需的强度,更加满足于高效生产的需求。
附图说明
15.本实用新型可以通过附图给出的非限定性实施例进一步说明。
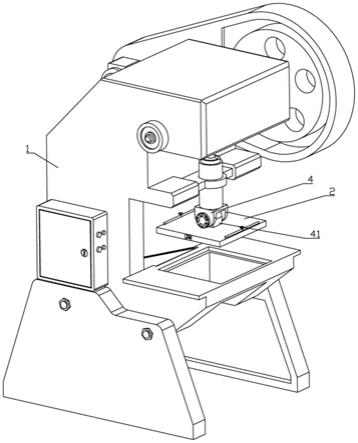
16.图1为本实用新型一种预制焊片成型机实施例的结构示意图。
17.图2为本实用新型连接组件的结构示意图。
18.图3为本实用新型连接组件的结构剖视图。
19.图4为图3中a处的放大示意图。
20.图5为本实用新型调节组件的结构示意图。
21.图6为本实用新型锁定器的结构示意图。
22.图7为本实用新型锁定器的结构剖视图。
23.冲压机体1、上冲模板11、锁孔12、开口13、提耳14、装载板2、嵌合槽21、锁舌3、限位板31、第一弹簧32、拉索33、台阶腔34、u形连接块4、转块41、圆盘42、十字锁块43、十字锁槽431、拉杆44、第二弹簧45、方片46、轮式把手47、装配腔48、方槽49、u形杆5、螺杆51。
具体实施方式
24.为了使本领域的技术人员可以更好地理解本实用新型,下面结合附图和实施例对本实用新型技术方案进一步说明。
25.如图1-7所示,一种预制焊片成型机,包括冲压机体1,冲压机体1的冲压端设有冲模机构;
26.冲模机构包括调节组件、连接组件和上冲模板11,调节组件与冲压机体1的冲压端连接,连接组件与调节组件连接,上冲模板11与连接组件连接;
27.连接组件包括装载板2和两组连接器,装载板2与调节组件连接,装载板2下端开有与嵌合槽21,两组连接器前后对称设于装载板2,上冲模板11设于嵌合槽21内并与连接器相匹配;
28.连接器两两一组且同一组左右对称分布,连接器包括锁舌3、限位板31、第一弹簧322、拉索33和拉动件,装载板2开有与连接器相匹配的台阶腔34,限位板31滑动设于台阶腔34内,锁舌3与限位板31一端连接并伸出台阶腔34,拉索33与限位板31另一端中部连接并滑动伸出装载板2上端,第一弹簧322套设于拉索33并位于台阶腔34内,同一组的两个拉索33与拉动件连接,上冲模板11侧面开有与锁舌3相匹配的锁孔12。
29.当需要更换上冲模板11改变冲压后预制焊片的形状时,即可通过调节组件和连接组件取下上冲模板11以进行更换,进行更换时先通过调节组件调整装载板2的位置以更加便于取下上冲模板11,调整完成后即可分别拉动两组连接器的拉动件,使得拉动件拉动拉索33伸出台阶腔34,由于拉索33一端与台阶腔34内的限位板31拉动,因此拉索33被拉动将带动限位板31移动,进而使得第一弹簧322压缩的同时锁舌3逐渐收回台阶腔34,这样即可使得锁舌3逐渐脱离上冲模板11的锁孔12,直至两组连接器的锁舌3均脱出装载板2的锁孔12,即对上冲模板11解锁,此时便可取出上冲模板11进行更换;
30.而更换新的上冲模板11到装载板2内时,先使得上冲模板11对准装载板2的嵌合槽21,然后推入,随着上冲模板11逐渐伸入嵌合槽21内时,连接器的锁舌3受到上冲模板11的挤压而逐渐收回台阶腔34内,直至上冲模板11的锁孔12与锁舌3对应时,通过第一弹簧322的回弹,推动限位板31将锁舌3伸入锁孔12内,进而再次将装载板2锁定连接,这样的更换拆装方式方便快捷,无需额外使用其他过多工具,减少更换时间,提高工作效率;
31.这样通过调节组件和连接组件的配合,能够在需要更换冲压成型的预制焊片形状时,能够方便快捷的更换上冲模板11,减少更换所需的时间并减少更换所需的强度,更加满足于高效生产的需求。
32.调节组件包括u形连接块4、转块41和锁定器,u形连接块4与冲压机体1的冲压端连接,转块41转动设于u形连接块4内,锁定器设于u形连接块4和转块41之间;u形连接块4用于连接转块41,转块41用于连接装载板2,锁定器用于起到对转块41进行锁定和解锁的作用,以适应更换上冲模板11和进行冲压使得需求。
33.锁定器包括圆盘42、十字锁块43、拉杆44、第二弹簧45、方片46和轮式把手47,转块41开有装配腔48,圆盘42滑动设于装配腔48内,十字锁块43设于圆盘42一端,装配腔48内设有与十字锁块43相匹配的十字锁槽43,拉杆44固定连接于圆盘42另一端并滑动贯穿转块41和u形连杆,轮式把手47与拉杆44伸出一端连接,方片46固定设于拉杆44靠近轮式把手47一侧,u形连接块4开有与方片46相匹配的方槽49;在对转块41进行解锁时,只需拉动轮式把手47使其带动拉杆44移动,进而使得圆盘42上的十字锁块43退出装配腔48内的十字锁槽43,此时可将装载板2转动90
°
,使得装载板2的嵌合槽21端朝向冲压机体1前端以更加便于更换操作,转动完成后,松开轮式把手47,此时第二弹簧45回弹推动圆盘42复位,直至圆盘42的十字锁块43再次伸入十字锁槽43内,由于方片46和方槽49的配合,在未拉动轮式把手47时,方片46会卡在方槽49内阻止拉杆44转动,进而起到对转块41的限位作用,调节方式方便快捷。
34.拉动件包括u形杆5和螺杆51,u形杆5的开口13朝向装载板2并与之滑动连接,螺杆51与u形杆5中部转动连接,且螺杆51与装载板2螺纹连接,同一组的两个拉索33与u形杆5连接;在需要取出上冲模板11时,直接转动螺杆51使其向上移动退出装载板2,进而带动u形杆5向上移动,由于同组的两个连接器的拉索33与u形杆5连接,因此u形杆5移动将同步拉动拉索33,进而使得锁舌3退出锁孔12,取出完成后直接反转螺杆51,使得螺杆51下移复位u形杆5和连接器,其解锁和复位方式方便快捷。
35.装载板2左右两侧均开有开口13,上冲模板11左右两侧均设有提耳14;开口13和提耳14的配合,能够更加方便的取出上冲模板11。
36.上述实施例仅示例性说明本实用新型的原理及其功效,而非用于限制本实用新
型。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,凡所属技术领域中具有通常知识者在未脱离本实用新型所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1