一种法兰盘精冲模具的制作方法
1.本实用新型涉及冲压模具技术领域,特别涉及一种法兰盘精冲模具。
背景技术:
2.冲压模具是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
3.在需要冲压带有大孔径的产品时,如发动机的法兰盘,在其中心需要冲出一个大孔以及在大孔的周边开上多个用于连接其他东西固定用的小孔,现有技术及生产企业内资源中,需要采购880吨机床才能对所有孔及整个法兰盘外形一起冲压加工,导致机床投入成本大幅度提高。为此,为了节省机床成本的投入,对法兰盘的精冲模具进行改进。
技术实现要素:
4.为了克服现有技术存在的缺陷,本实用新型提供一种法兰盘精冲模具,在模具结构上进行改进,做到小吨位机床能够冲压大孔径的大吨位产品,节省机床成本的投入。
5.本实用新型解决其技术问题所采用的技术方案是:一种法兰盘精冲模具,包括下模座、下垫板以及冲头结构,其特征在于:所述下垫板位于下模座的上方,下垫板上开有配合孔,冲头结构包括固定块以及位于固定块上的冲头组件,配合孔的形状与固定块的形状相适应,冲头组件包括大孔冲头柱以及分布在大孔冲头柱周围的外孔冲头单元,大孔冲头柱位于固定块的中心,且大孔冲头柱的水平高度高于外孔冲头单元的水平高度。
6.在一实施例中,所述下模座呈矩形,其上开设有四个呈方形排布的导向孔,导向孔内安装导向杆。
7.在一实施例中,所述配合孔为方形开口,且配合孔的四个角均设置有倒圆角。
8.在一实施例中,所述冲头结构上方设有与其相匹配的顶件器,所述顶件器上设有用于冲头组件穿过的通孔,固定块的面积大于顶件器的面积。
9.在一实施例中,所述顶件器的外侧套设有凹模镶件,所述凹模镶件上开有容纳顶件器的模芯孔。
10.在一实施例中,所述凹模镶件套设于凹模板内,所述凹模板位于下垫板上。
11.在一实施例中,所述大孔冲头柱与外孔冲头单元之间的水平高度相差值比产品的厚度大1~3mm。
12.本实用新型的有益效果是:利用大孔冲头柱高于外孔冲头单元的结构设置,冲压产品时,先冲产品外形及法兰盘的大孔,然后再冲大孔外周的孔,体现了时间差、分级加工的冲裁方法,能够用现有的650吨小吨位机床加工带有大孔径且需要880吨机床才能生产的大吨位产品,进而减少机床成本的投入。
附图说明
13.图1为本实用新型实施例的主视图;
14.图2为本实用新型实施例的俯视图;
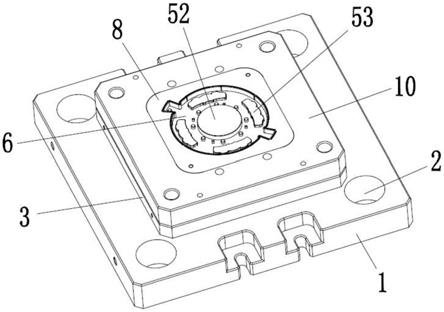
15.图3为本实用新型实施例的立体图;
16.图4为本实用新型实施例冲压产品的俯视图;
17.图5为本实用新型实施例冲压产品的立体图;
18.图6为图5的爆炸分解图;
19.图7为本实用新型实施例中冲头结构的主视图;
20.图8为本实用新型实施例中冲头结构的立体图;
21.图9为本实用新型实施例中所加工变速箱离心摆块的法兰盘的示意图。
22.图中:
23.1、下模座,2、导向孔,3、下垫板,4、配合孔,5、冲头结构,51、固定块,52、大孔冲头柱,53、外孔冲头单元,6、顶件器,7、通孔,8、凹模镶件,9、模芯孔,10、凹模板,11、料条,12、法兰盘,121、大孔,122、波浪边扇形孔,123、安装孔,124、传动板,125、小孔。
具体实施方式
24.下面结合附图对本实用新型的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本实用新型,但并不构成对本实用新型的限定。此外,下面所描述的本实用新型各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
25.如附图1-8所示,本实用新型提供的一种法兰盘精冲模具,包括下模座1、下垫板3以及冲头结构5,下垫板3位于下模座1的上方,下垫板3上开有配合孔4,冲头结构5包括固定块51以及位于固定块51上的冲头组件,配合孔4的形状与固定块51的形状相适应,冲头组件包括大孔冲头柱52以及分布在大孔冲头柱52周围的外孔冲头单元53,大孔冲头柱52位于固定块51的中心,且大孔冲头柱52的水平高度高于外孔冲头单元53的水平高度。
26.利用大孔冲头柱52高于外孔冲头单元53的结构设置,冲压产品时,先冲产品外形及法兰盘12的大孔121,然后再冲大孔121外周的孔,体现了时间差、分级加工的冲裁方法,能够用现有的650吨小吨位机床加工带有大孔径且需要880吨机床才能生产的大吨位产品,进而减少机床成本的投入。
27.在本实用新型的实施例中,下模座1呈矩形,其上开设有四个呈方形排布的导向孔2,导向孔2内安装导向杆,所设置的导向杆具有导向作用,使模具能够平稳动作。
28.在本实用新型的实施例中,配合孔4为方形开口,且配合孔4的四个角均设置有倒圆角。相应地,在固定块51在四个角也加工成倒角,以此便于冲头结构5的活动。
29.在本实用新型的实施例中,冲头结构5上方设有与其相匹配的顶件器6,顶件器6上设有用于冲头组件穿过的通孔7,固定块51的面积大于顶件器6的面积。
30.在本实用新型的实施例中,顶件器6的外侧套设有凹模镶件8,凹模镶件8上开有容纳顶件器6的模芯孔9。
31.在本实用新型的实施例中,凹模镶件8套设于凹模板10内,凹模板10位于下垫板3上。
32.在本实用新型的实施例中,大孔冲头柱52与外孔冲头单元53之间的水平高度相差值比产品的厚度大1~3mm。
33.本实用新型以生产加工变速箱离心摆块的法兰盘为实施例,如图9所示,具体的,其法兰盘12中心大孔121直径为104.8mm,外形直径为280mm,材料厚度为6mm,加工时,采用厚度为6mm的料条11,大孔冲头柱52冲切中心104.8mm的大孔121,外孔冲头单元53适配于实际的变速箱离心摆块的法兰盘结构,具体包含冲切法兰盘12上用于放置离心摆块的波浪边扇形孔122的结构、位于波浪边扇形孔122内侧的安装孔123的结构以及位于法兰盘12上传动板124端的小孔125的结构,大孔冲头柱52与外孔冲头单元53之间的水平高度相差值为7mm,顶件器6与变速箱离心摆块的法兰盘的外形相一致。冲裁过程中,先冲法兰盘12外形及直径为104.8mm的中心大孔121,然后再冲法兰盘12上的波浪边扇形孔122、安装孔123以及小孔125,使用650吨的机床就能完成加工,达到了用小吨位机床来冲大产品的效果,大大减少了机床投入的成本。
34.本实用新型实施例中所展示用于加工变速箱离心摆块的法兰盘的精冲模具,仅仅是为了阐述清楚外孔冲头单元53的具体位置以及具体的结构,需要说明的是,利用此时间差、分级加工的技术构思,包括但不限于本实施例所列举产品的加工。
35.以上结合附图对本实用新型的实施方式作了详细说明,但本实用新型不限于所描述的实施方式。对于本领域的技术人员而言,在不脱离本实用新型原理和精神的情况下,对这些实施方式进行多种变化、修改、替换和变型,仍落入本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1