一种用于汽车门槛梁结构件的机器人锯铣系统的制作方法
1.本实用新型属于汽车门槛锯铣加工技术领域,涉及一种用于汽车门槛梁结构件的机器人锯铣系统。
背景技术:
2.汽车门槛梁结构件的切深(最大50mm深)、切宽大(最宽 50mm)、特征多,加工用的设备占地面积大,而且所需的刀具种类多,加工节拍长,所以加工效率很低;另外,门槛梁结构类似型材,端部开粗,不适合单纯采用铣削加工,适合结合锯切加工配合提升加工效率,以往设备的锯切加工噪音极大,喷油产生的油雾严重,产生的废屑难以清理,影响人员健康。
技术实现要素:
3.本实用新型的目的是针对现有技术存在的上述问题,提出了一种用于汽车门槛梁结构件的机器人锯铣系统。
4.本实用新型的目的可通过下列技术方案来实现:一种用于汽车门槛梁结构件的机器人锯铣系统,包括:
5.机台,
6.机器人本体,其安装于所述机台;
7.刀具组件,其包括动力头、铣刀、锯片以及油雾喷嘴,所述动力头与所述油雾喷嘴均与所述机器人本体连接,所述铣刀以及所述锯片均与所述动力头联动连接;
8.锯铣治具,其安装于所述机台并用于固定住工件;
9.排屑机,其与所述机台的底部连接并用于排出切削废屑;
10.油雾收集装置,其包括油雾收集器以及油雾收集管,所述油雾收集管的一端与所述油雾收集器连接,所述油雾收集管的另一端设置于所述机台的顶部。
11.较佳的,所述机台四周围绕有侧围板,所述侧围板设置有窗口以及可收卷的防护卷帘,所述锯铣治具靠近所述窗口,所述防护卷帘可遮住所述窗口。
12.较佳的,所述机台铰接有合页挡板,所述侧围板还设置有用于取放所述锯铣治具的开口,所述合页挡板盖住所述开口。
13.较佳的,所述动力头包括安装座、铣削电机以及锯切电机,所述安装座与所述机器人本体连接,所述铣削电机以及所述锯切电机均与所述安装座连接,所述铣刀与所述铣削电机连接,所述锯片与所述锯切电机连接。
14.较佳的,所述铣削电机设置有热缩刀柄,所述铣刀包括沿其轴向依次连接的夹持段以及铣削段,所述夹持段与所述热缩刀柄连接,所述铣削段的侧面设置有呈螺旋状的侧刃。
15.较佳的,所述锯铣治具包括底板以及两个支架,两个所述支架与所述底板固定连接,两个所述支架均设置有夹紧组件以及压紧组件,所述夹紧组件包括固定块、活动块以及
夹紧油缸,所述压紧组件包括旋转气缸以及转动臂,所述固定块、所述夹紧油缸以及所述旋转气缸均与所述支架固定连接,所述活动块可移动的与所述支架连接,所述夹紧油缸的活塞杆与所述活动块连接并可驱动所述活动块朝所述固定块移动,所述转动臂可转动的与所述旋转气缸连接。
16.较佳的,所述底板设置有回推气缸,两个所述支架还设置有升降支撑块以及导料架,所述升降支撑块用于抬起工件并通过所述回推气缸推动至所述导料架上。
17.较佳的,所述支架设置有下料口,所述排屑机连接有引导槽,所述引导槽与所述下料口连通。
18.较佳的,所述油雾喷嘴的数量设置为至少三个,并且至少一个所述油雾喷嘴对准所述锯片,至少两个所述油雾喷嘴对准所述铣刀。
19.较佳的,所述机器人本体的数量设置为至少两个。
20.与现有技术相比,本实用新型的有益效果为:
21.1、通过机器人实现自动化加工生产,优化了整体布局并减小了占地面积,规范了刀具的种类,从而极大的提高了加工效率,降低了加工噪音,且还能够收集铝屑与油雾。
22.2、在未加工时,操作人员可以通过窗口观察机台内的情况,在加工时,防护卷帘展开下降从而遮住窗口,这样就能够防止铝屑、油雾的飞出和漫出。
23.3、当开口打开时,可以将锯铣治具从机台上取出或者将锯铣治具送入到机台内,这样能够根据需要更换锯铣治具,在加工时,可以将合页挡板合上从而关闭开口,避免铝屑、油雾的飞出和漫出。
24.4、锯铣治具在夹紧工件时以夹紧油缸为主以旋转气缸为辅,固定块与活动块夹住工件的前端与后端,转动臂压住工件的上端,从而紧密的将工件固定住,进行锯切和铣削加工。
25.5、回推气缸、升降支撑块以及导料架配合能够带动工件转换工位,从而大大降低了人工上料以及下料的工作强度,并实现了自动化取放件的目的,通过自动化取放件的方式,合理的规划了加工路径,减少了取放节拍,极大的提高了该治具的工作效率。
26.6、在支架上开设下料口有利于排出废屑与废料,并且废屑与废料能够通过下料口掉落到引导槽,排屑机能够排出引导槽上的废屑与废料。
附图说明
27.图1为本实用新型的机器人锯铣系统的结构示意图。
28.图2为本实用新型的机器人锯铣系统在合页挡板关闭时的结构示意图。
29.图3为本实用新型的刀具组件的结构示意图。
30.图4为本实用新型的机器人锯铣系统在合页挡板打开时的结构示意图。
31.图5为本实用新型的锯铣治具的结构示意图。
32.图6为本实用新型的油雾收集装置的结构示意图。
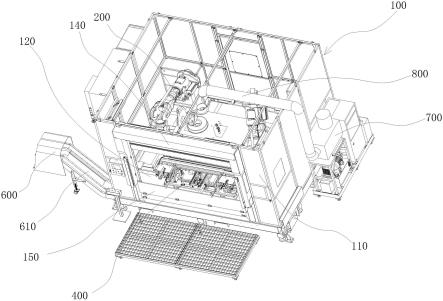
33.图7为本实用新型的机器人锯铣系统的俯视图。
34.图8为本实用新型的机器人锯铣系统在防护卷帘关闭时的结构示意图。
35.图9为本实用新型的铣刀的结构示意图。
36.图中,100、机台;110、侧围板;120、窗口;130、开口; 140、防护卷帘;150、合页挡
板;200、机器人本体;300、刀具组件;310、铣刀;311、夹持段;312、铣削段;313、侧刃;320、锯片;330、油雾喷嘴;340、安装座;350、铣削电机;360、锯切电机;400、锯铣治具;410、底板;420、支架;421、下料口; 430、固定块;440、活动块;450、夹紧油缸;460、旋转气缸; 470、转动臂;480、回推气缸;490、升降支撑块;500、导料架; 600、排屑机;610、引导槽;700、油雾收集器;800、油雾收集管。
具体实施方式
37.以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
38.如图1-8所示,一种用于汽车门槛梁结构件的机器人锯铣系统,包括:机台100,机器人本体200,其安装于所述机台100;刀具组件300,其包括动力头、铣刀310、锯片320以及油雾喷嘴 330,所述动力头与所述油雾喷嘴330均与所述机器人本体200 连接,所述铣刀310以及所述锯片320均与所述动力头联动连接;锯铣治具400,其安装于所述机台100并用于固定住工件;排屑机600,其与所述机台100的底部连接并用于排出切削废屑;油雾收集装置,其包括油雾收集器700以及油雾收集管800,所述油雾收集管800的一端与所述油雾收集器700连接,所述油雾收集管800的另一端设置于所述机台100的顶部。
39.优选的,该锯铣系统通过机器人本体200带动刀具组件300 运动从而实现汽车门槛梁结构件自动锯铣的效果,机器人本体 200就是机械手,其能够带动刀具组件300活动,而刀具组件300 合理的设置了铣刀310与锯片320,使得机器人本体200既能够铣削,又能够锯切,并且铣刀310与锯片320集成在动力头上,所以其集成化程度非常的高,在加工时无需更换加工刀具,极大的提高了工作效率;并且刀具组件300还设置了油雾喷嘴330,油雾喷嘴330能够朝着铣刀310与锯片320喷油,保证加工的润滑性。
40.优选的,锯铣治具400用于固定工件,机器人本体200带动铣刀310与锯片320对锯铣治具400上的工件进行加工,工件铣削后会产生切削废屑,这些切削废屑从锯铣治具400掉落到机台 100的底部,而排屑机600通过引导槽610与机台100的底部连接,这样能够及时排出加工过程中大量的切削废屑,油雾收集器 700通过油雾收集管800收集油雾,防止油雾散漫,改善作业环境。
41.通过上述结构,机器人实现自动化加工生产,优化了整体布局并减小了占地面积,规范了刀具的种类,从而极大的提高了加工效率,降低了加工噪音,且还能够收集铝屑与油雾
42.如图1、图8所示,在上述实施方式的基础上,所述机台100 四周围绕有侧围板110,所述侧围板110设置有窗口120以及可收卷的防护卷帘140,所述锯铣治具400靠近所述窗口120,所述防护卷帘140可遮住所述窗口120。
43.优选的,机台100的周围通过侧围板110围住,避免飞溅的铝屑伤人或者油雾散漫,侧围板110中的前板开设有窗口120,在未加工时,操作人员可以通过窗口120观察机台100内的情况,在加工时,防护卷帘140展开下降从而遮住窗口120,这样就能够防止铝屑、油雾的飞出和漫出。
44.需要说明的是,防护卷帘140设置在侧围板110的前板上部,其可以采用了齿轮齿条带动链轮的方式来驱动防护卷帘140收放。
45.如图1、图2、图4所示,在上述实施方式的基础上,所述机台100铰接有合页挡板150,所述侧围板110还设置有用于取放所述锯铣治具400的开口130,所述合页挡板150盖住所述开口 130。
46.优选的,开口130位于窗口120的下方,且锯铣治具400对准开口130,合页挡板150可以翻下从而露出开口130,也可以翻上从而盖住开口130,当开口130打开时,可以将锯铣治具400 从机台100上取出或者将锯铣治具400送入到机台100内,这样能够根据需要更换锯铣治具400,在加工时,可以将合页挡板150 合上从而关闭开口130,避免铝屑、油雾的飞出和漫出;需要补充的是,可以在锯铣治具400设置有叉车架,叉车的叉子能够插入到叉车架内从而取出锯铣治具400。
47.如图1、图2、图3所示,在上述实施方式的基础上,所述动力头包括安装座340、铣削电机350以及锯切电机360,所述安装座340与所述机器人本体200连接,所述铣削电机350以及所述锯切电机360均与所述安装座340连接,所述铣刀310与所述铣削电机350连接,所述锯片320与所述锯切电机360连接。
48.优选的,动力头就是提供动力的元件,在实际的结构中,3.7kw 锯切电机360匹配φ305的80齿锯片320,10kw铣削电机350 匹配热缩刀柄,使用10mm高效铣刀310。
49.如图1、图3、图9所示,在上述实施方式的基础上,所述铣削电机350设置有热缩刀柄(图中未标出),所述铣刀310包括沿其轴向依次连接的夹持段311以及铣削段312,所述夹持段311 与所述热缩刀柄连接,所述铣削段312的侧面设置有呈螺旋状的侧刃313。
50.铣削电机350具有63f热缩刀柄,其能够夹住夹持段311,侧刃313呈螺旋状设置在铣削段312的侧面或者周面上,在切削门槛梁凸台特征、半圆槽特征、深腰槽特征时,能保持较快的进给速度和良好的切削性能,所以加工效率非常高。
51.如图1、图5所示,在上述实施方式的基础上,所述锯铣治具400包括底板410以及两个支架420,两个所述支架420与所述底板410固定连接,两个所述支架420均设置有夹紧组件以及压紧组件,所述夹紧组件包括固定块430、活动块440以及夹紧油缸450,所述压紧组件包括旋转气缸460以及转动臂470,所述固定块430、所述夹紧油缸以及所述旋转气缸460均与所述支架 420固定连接,所述活动块440可移动的与所述支架420连接,所述夹紧油缸的活塞杆与所述活动块440连接并可驱动所述活动块440朝所述固定块430移动,所述转动臂470可转动的与所述旋转气缸460连接。
52.优选的,锯铣治具400在夹紧工件时以夹紧油缸450为主以旋转气缸460为辅,固定块430与活动块440夹住工件的前端与后端,转动臂470压住工件的上端,从而紧密的将工件固定住,进行锯切和铣削加工。
53.其中,固定块430与活动块440呈前后对应设置,且支架420 上设置有直线导轨,活动块440与直线导轨连接并可沿着直线导轨靠近或者远离固定块430,夹紧油缸450具有较大的夹紧力,并且夹紧油缸450能够推动活动块440移动,在工件夹紧时,夹紧油缸450通过活动块440推动工件朝着固定块430移动,直到工件被活动块440与固定块430稳定的夹紧,减少加工过程中的振动,提升产品品质及加工效率,转动臂470用于压住工件的上端,工件在竖直方向受到压紧机构施加的向下压力,保证了加工稳定。
54.如图5所示,在上述实施方式的基础上,所述底板410设置有回推气缸480,两个所述支架420还设置有升降支撑块490以及导料架500,所述升降支撑块490用于抬起工件并通
过所述回推气缸480推动至所述导料架500上。
55.回推气缸480、升降支撑块490以及导料架500配合起来能够实现工件的工位转换,在需要放件时,升降支撑块490升起,工件放置在升降支撑块490上,然后升降支撑块490带动工件下降,在加工结束后,回推气缸480推动工件移动一定行程,使得工件移动到升降支撑块490上,然后升降支撑块490举起工件,回推气缸480继续推动工件移动,使得工件移动到导料架500,并且工件沿着导料架500移动到取件工位,这样便于取件。
56.当加工完的工件通过工位转换机构下料后治具处于空闲状态,升降支撑块490重新升起并且可以接受放件,将下一个工件放在升降支撑块490上,然后可以重复上述放件-取件的循环。
57.因汽车门槛梁结构件重量较重,且加工位置距离设备边缘较远,所以人工直接在加工位置取放产品很费力,通过上述设计能够带动工件转换工位,从而大大降低了人工上料以及下料的工作强度,并实现了自动化取放件的目的,通过自动化取放件的方式,合理的规划了加工路径,减少了取放节拍,极大的提高了该治具的工作效率。
58.如图5所示,在上述实施方式的基础上,所述支架420设置有下料口421,所述排屑机600连接有引导槽610,所述引导槽 610与所述下料口421连通。
59.优选的,由于汽车门槛梁的两端固定在两个支架420上进行加工,所以切削下来的废屑与废料容易堆积在支架420上,而在支架420上开设下料口421有利于排出废屑与废料,并且废屑与废料能够通过下料口421掉落到引导槽610,排屑机600能够排出引导槽610上的废屑与废料。
60.如图1、图2、图3所示,在上述实施方式的基础上,所述油雾喷嘴330的数量设置为至少三个,并且至少一个所述油雾喷嘴 330对准所述锯片320,至少两个所述油雾喷嘴330对准所述铣刀 310。
61.优选的,为了避免锯片320与铣刀310在加工时产生干涉,特地将锯片320与铣刀310设在安装座340的两侧,锯片320与铣刀310均具有与之配合的油雾喷嘴330,这样在锯切或者铣削时均能够得到油雾润滑。
62.如图1、图2、图7所示,在上述实施方式的基础上,所述机器人本体200的数量设置为至少两个。优选的,两个机器人本体 200能够极大的提高工件加工的效率,在加工时,两个机器人本体200能够带着两个刀具组件300一起加工工件,从而减少加工时间。
63.需要说明,本实用新型实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
64.另外,在本实用新型中如涉及“第一”、“第二”、“一”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本实用新型的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
65.在本实用新型中,除非另有明确的规定和限定,术语“连接”、“固定”等应做广义理解,例如,“固定”可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以
根据具体情况理解上述术语在本实用新型中的具体含义。
66.另外,本实用新型各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1