机加式倒角刀的制作方法
1.本实用新型涉及机加工技术领域,特别是涉及一种机加式倒角刀。
背景技术:
2.机加工是指通过一种机械设备对工件的外形尺寸或性能进行改变的过程。在机加工过程中,车床是使用量最大的加工器械之一,而刀具作为车床上直接对机械零部件进行加工的部件,刀具的质量及性能对机械零部件的质量及精度有着很大的影响。
3.随着机加工领域的发展,轮毂加工工艺也随之提升,降低生产成本,提升加工效率是行业发展的必然趋势。目前在轮毂加工行业,机加工工序中使用的倒角刀普遍使用一体式倒角刀,然而一体式倒角刀存在更换刀具费时费力,且使用寿命较短,导致生产成本提高的问题。因此,亟需一种便于更换,且成本较低的倒角刀。
技术实现要素:
4.本实用新型的目的是提供一种机加式倒角刀,以解决上述现有技术存在的一体式倒角刀在更换刀具时费时费力,不易更换,影响加工效率,且使用寿命较短,导致生产成本增加问题。
5.为实现上述目的,本实用新型提供了如下方案:本实用新型提供一种机加式倒角刀,包括刀柄,所述刀柄的一端固接有刀座,所述刀座与所述刀柄一体成型,所述刀座通过紧固件可拆卸连接有切削部;
6.所述切削部包括固定座,所述固定座上固接有刀头,所述固定座通过所述紧固件与所述刀座可拆卸连接;
7.所述刀头的切削端设置有倒角端和第一圆角,所述第一圆角位于所述倒角端正下方。
8.优选的,所述刀柄包括固定段,所述固定段的一端固接有连接段,所述连接段的一端固接有工作段,所述刀座与所述工作段固接。
9.优选的,所述紧固件为螺栓,所述固定座上开设有通孔,所述刀座上开设有与所述螺栓匹配的螺纹孔,所述螺栓穿过所述通孔后与所述刀座上的螺纹孔螺纹连接。
10.优选的,所述固定座的宽度为6mm-6.5mm。
11.优选的,所述第一圆角的直径为0.25mm-1mm。
12.优选的,所述倒角端设为第一倒角,所述第一倒角与所述第一圆角底端的距离为3.45mm-4.3mm。
13.优选的,所述倒角端设为第二圆角,所述第二圆角的直径为0.75mm。
14.优选的,所述第二圆角与所述第一圆角的距离为3.8mm。
15.本实用新型公开了以下技术效果:本实用新型的倒角刀采用分体式设计,切削部与刀柄通过螺栓连接,需要更换刀具时,通过螺栓即可将切削部更换,无需更换刀柄,使用更加方便,提高了生产效率;切削部损坏时,直接更换切削部即可,无需更换刀柄,节省了刀
柄部分的成本,进而降低了生产成本。
附图说明
16.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
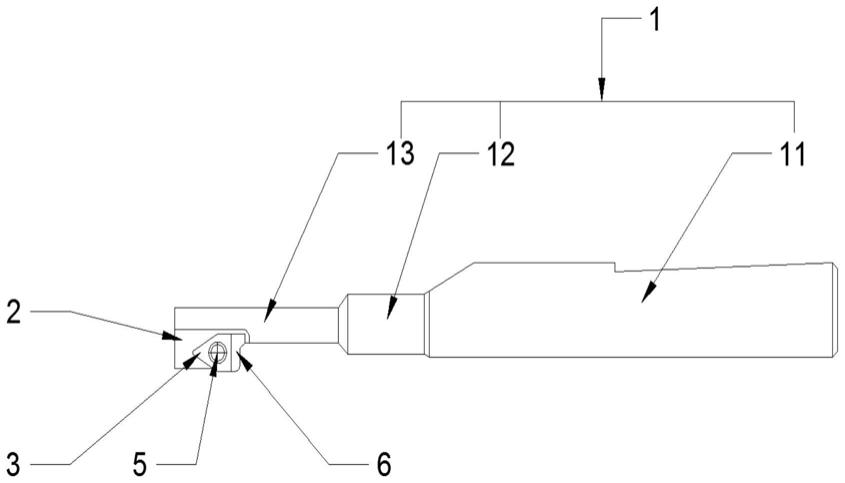
17.图1为本实用新型的实施例1机加式倒角刀的主视图;
18.图2为本实用新型的实施例1刀头的主视图;
19.图3为本实用新型的实施例3机加式倒角刀的主视图;
20.图4为本实用新型的实施例2刀头的主视图;
21.其中,1、刀柄;2、刀座;3、固定座;4、通孔;5、螺栓;6、刀头;61、第一倒角;62、第一圆角;63、第二圆角;7、凹槽;8、弹簧;9、防震柱;10、第一圆孔;15、空腔;16、第二圆孔。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
23.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
24.实施例1
25.参照图1-2,本实用新型提供一种机加式倒角刀,包括刀柄1,刀柄1的一端固接有刀座2,刀座2与刀柄1一体成型,刀座2通过紧固件可拆卸连接有切削部;
26.切削部包括固定座3,固定座3上固接有刀头6,固定座3通过紧固件与刀座2可拆卸连接;
27.刀头6的切削端设置有倒角端和第一圆角62,第一圆角62位于倒角端正下方。
28.进一步优化方案,刀柄1包括固定段11,固定段11的一端固接有连接段12,连接段12的一端固接有工作段13,刀座2与工作段13固接。刀柄1的长度为134mm,刀座2的最下端与工作段13的最上端的距离为10.85mm,刀座2的最下端与刀柄1中线的距离为10.35mm,刀柄1固定段11的最大宽度为16mm,刀柄1设置为三段式,且固定段11、连接段12、工作段13的中心线不在同一条直线上,而是呈阶梯式分布,这样的设置方式使刀具在切削时更加方便。
29.进一步优化方案,紧固件为螺栓5,固定座3上开设有通孔4,刀座2上开设有与螺栓5匹配的螺纹孔,螺栓5穿过通孔4后与刀座2上的螺纹孔螺纹连接。
30.进一步优化方案,固定座3的宽度为6mm-6.5mm。更具体的,固定座3的宽度为6mm、6.3mm、6.5mm。
31.进一步优化方案,第一圆角62的直径为0.25mm-1mm。更具体的,当固定座3的宽度为6mm时,第一圆角62的直径为0.25mm、0.5mm、0.75mm、1mm;当固定座3的宽度为6.3mm时,第一圆角62的直径为0.5mm、0.75mm、1mm;当固定座3的宽度为6.5mm时,第一圆角62的直径为
0.5mm、0.75mm、1mm。
32.进一步优化方案,倒角端设为第一倒角61,第一倒角61与第一圆角62的距离为3.45mm-4.3mm。更具体的,当固定座3的宽度为6mm时,第一倒角61与第一圆角62的距离为3.45mm、3.55mm、3.8mm、3.85mm;当固定座3的宽度为6.3mm时,第一倒角61与第一圆角62的距离为3.85mm、4.1mm;当固定座3的宽度为6.5mm时,第一倒角61与第一圆角62的距离为4.05mm、4.3mm。
33.刀头6的材质为高速钢,高速钢的工艺性能好,强度和韧性配合好,因此主要用来制造复杂的薄刃和耐冲击的金属切削刀具,更具体的,选用钢号为w18cr4v(w18)的通用型高速钢制作刀头6。刀柄1的材质为合金工具钢,合金工具钢具有较高的硬度、耐磨性、红硬性和良好的韧性,不易弯曲折断,可以长时间在车床上使用。且根据现场验证,本实用新型的机加式倒角刀相比一体式倒角刀具有更长的使用寿命。使用时,将刀柄1固定在车床上,将切削部与刀柄1上的刀座2通过螺栓5固定即可;当需要加工不同尺寸的倒角时或者切削部损坏,需要更换刀具时,将螺栓5松开取下,将刀柄1上的切削部取下,将需要更换的切削部通过螺栓5与刀座2固接,完成更换,由于只需要更换切削部,而不需要更换刀柄1,极大的减少了更换刀具的时间,提高了生产效率。当刀头6损坏时,只需要采购与损坏的切削部型号相同的切削部即可,无需采购刀柄1,节省了刀柄1部分的成本。
34.实施例2:
35.参照图4,与实施例1不同之处在于,倒角端设为第二圆角63,第二圆角63的直径为0.75mm。
36.第二圆角63与第一圆角62的距离为3.8mm。更具体的,此时,固定座3的宽度为6.3mm,第一圆角62的直径为0.75mm、1.5mm。
37.实施例3
38.参照图3,与实施例1和2的不同之处在于固定段11上开设有若干凹槽7,凹槽7的底壁上固接有弹簧8,弹簧8上固接有防震柱9,防震柱9的顶端设置为圆弧形,防震柱9的顶端高于固定段11的表面,当固定段11固定在车床上时,防震柱9在弹簧的作用下顶紧夹紧装置,(夹紧装置为现有技术,图中未标出)防止刀柄1长时间固定在夹紧装置上时,由于切削振动的影响产生松动,导致倒角刀在工作时与夹紧装置产生共振,影响加工精度甚至导致刀头6损坏;工作段13与刀座2的相交处开设有若干第一圆孔10,连接段12的表面设有第二圆孔16,若干第一圆孔10与第二圆孔16通过开设在工作段13与连接段12之间的空腔15连通,切削产生的热量通过第一圆孔10流转到空腔15,最终经第二圆孔16排出,为了加强散热效果,还可以向第二圆孔16注入冷却液,冷却液通过若干第一圆孔10直接滴在刀头6上,散热效果更好,并且冷却液不断的通过第一圆孔10流出,可有效防止切削屑堵塞第一圆孔10。
39.在本实用新型的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
40.以上所述的实施例仅是对本实用新型的优选方式进行描述,并非对本实用新型的范围进行限定,在不脱离本实用新型设计精神的前提下,本领域普通技术人员对本实用新
型的技术方案做出的各种变形和改进,均应落入本实用新型权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1