一种防偏位自动顶出的五金模具的制作方法
1.本实用新型涉及五金模具技术领域,具体为一种防偏位自动顶出的五金模具。
背景技术:
2.五金指金、银、铜、铁、锡五种金属,经人工加工可以制成刀、剑等艺术品或金属器件,现代社会的五金更为广泛,例如五金工具、五金零部件、日用五金、建筑五金以及安防用品等,小五金产品大都不是最终消费品,五金模具一般指冲压模具,是在冷冲压加工中,将金属或非金属加工成零件或半成品的一种特殊工艺装备。
3.市场上的五金模具在对五金件进行冲压时,存在不便于对五金件进行定位,导致五金件出现偏位现象的问题,为此,我们提出一种防偏位自动顶出的五金模具。
技术实现要素:
4.本实用新型的目的在于提供一种防偏位自动顶出的五金模具,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种防偏位自动顶出的五金模具,包括模具主体、缓冲组件和拆装组件,所述模具主体的中央内部设置有用于防偏位的定位组件,用于防压损的所述缓冲组件设置于定位组件的下方,用于模具拆装的所述拆装组件设置于模具主体的中央上端内部,所述模具主体包括工作台、支柱、顶板、液压缸、滑动板、上模冲头和下模,所述工作台的顶面左右两端安置有支柱,且支柱的顶端固定连接有顶板,所述顶板的顶面中央安置有液压缸,且液压缸的底端固定连接有滑动板,所述滑动板的顶面中央安置有上模冲头,所述工作台的中央内部设置有下模,所述定位组件包括定位条、光杆、顶出弹簧、顶出板、顶柱和胶垫,所述定位条设置于下模的顶面,且下模的下端内部安置有光杆,所述光杆的下端外侧套接有顶出弹簧,且顶出弹簧的顶端连接有顶出板,所述顶出板的顶面左右两端固定连接有顶柱,且顶柱的顶端设置有胶垫。
6.优选的,所述支柱的数量设置有四个,且支柱的长度方向关于滑动板的顶面呈垂直状分布,并且支柱与滑动板滑动连接。
7.优选的,所述顶柱关于顶出板的中性位置对称设置有两个,且顶柱的长度方向与光杆的长度方向呈平行分布。
8.优选的,所述缓冲组件包括缓冲槽、伸缩柱和缓冲弹簧,所述缓冲槽的内部设置有伸缩柱,且伸缩柱的外侧套接有缓冲弹簧。
9.优选的,所述下模的下端外侧与缓冲槽的内侧相贴合,且下模的中心位置与定位条的中心位置位于同一垂直线上。
10.优选的,所述拆装组件包括限位柱、限位条、定位弹簧、滑筒、拨块、卡板、卡槽、定位块和定位槽,所述限位柱的前后两端设置有限位条,且限位柱的右端外侧套接有定位弹簧,所述限位柱的左端外侧套接有滑筒,且滑筒的左端固定连接有拨块,所述滑筒的右端固定连接有卡板,且卡板的外侧设置有卡槽,所述定位块固定连接于滑动板的底面中央,且定
位块的外侧设置有定位槽。
11.优选的,所述滑筒的内侧与限位条的外侧相贴合,且滑筒与限位柱滑动连接。
12.优选的,所述卡板的下端形状呈梯形,且卡板与卡槽之间相卡合。
13.本实用新型提供了一种防偏位自动顶出的五金模具,具备以下有益效果:该防偏位自动顶出的五金模具,采用多个组件之间的相互配合,不仅具有定位功能,能够防止在冲压时零件出现偏移,且还能够避免因压力过大导致零件受损的状况,而且还能够自动对冲压后的五金件进行顶出,提高加工时的效率,并且还便于对冲头进行拆卸更换,提高时拆装检修时的便利性。
14.1、本实用新型通过将定位条设置在下模的顶面,便于将裁切后的五金板件放置于定位条的内部并与定位条的内侧相贴合,使定位条能够快速的对板件进行定位,提高加工时的效率,避免因板件位置的偏移而降低加工质量,同时在上模冲头在与五金板件接触下压时,两根顶柱能够配合上模冲头来对五金板件的中央部分进行定位,并且还通过将胶垫设置在顶柱的顶端,能够防止板件滑动,进一步提高板件在冲压时的稳定性;
15.2、本实用新型通过将缓冲组件设置在下模的底面,能够在上模冲头挤压下模时,缓冲弹簧能够在伸缩柱的限位下对下模进行缓冲,避免因上模冲头的压力过大,导致五金件出现压损的状况,且还通过将顶出弹簧设置在下模的内部,能够在上模冲头与下模之间进行分离时,顶出弹簧能够在光杆的限位下推动顶出板,使顶出板能够推动顶柱将五金件从下模内自动顶出,从而提高对五金件下料时的便利性,有利于提高对零件加工时的效率;
16.3、本实用新型通过将卡块设置在滑筒的右端,能够在对上模冲头进行拆卸时,通过按压拨块使卡板与卡槽之间分离,从而能够提高对上模冲头拆卸时的便利性,且在对上模冲头进行安装时,只需将卡槽对准卡板插入,上模冲头便能够挤压卡板的倾斜面,使卡板滑入卡槽内,之后定位弹簧能够在限位柱的限位下推动卡板与卡槽之间相卡合,有利于提高对上模冲头安装时的便利性,并且还通过将定位槽设置在上模冲头的顶面中央,能够提高上模冲头安装时的抗剪力,进一步提高上模冲头安装时的稳定性。
附图说明
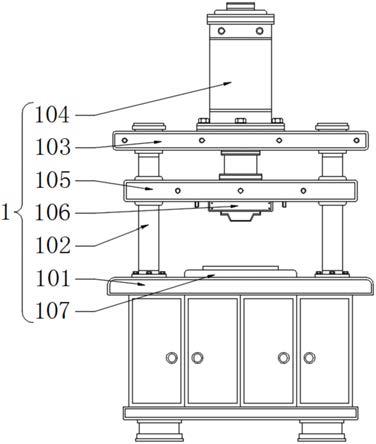
17.图1为本实用新型一种防偏位自动顶出的五金模具的整体结构示意图;
18.图2为本实用新型一种防偏位自动顶出的五金模具的下模内部结构示意图;
19.图3为本实用新型一种防偏位自动顶出的五金模具的上模冲头内部结构示意图。
20.图中:1、模具主体;101、工作台;102、支柱;103、顶板;104、液压缸;105、滑动板;106、上模冲头;107、下模;2、定位组件;201、定位条; 202、光杆;203、顶出弹簧;204、顶出板;205、顶柱;206、胶垫;3、缓冲组件;301、缓冲槽;302、伸缩柱;303、缓冲弹簧;4、拆装组件;401、限位柱;402、限位条;403、定位弹簧;404、滑筒;405、拨块;406、卡板; 407、卡槽;408、定位块;409、定位槽。
具体实施方式
21.如图1-2所示,一种防偏位自动顶出的五金模具,包括模具主体1、缓冲组件3和拆装组件4,模具主体1的中央内部设置有用于防偏位的定位组件2,用于防压损的缓冲组件3设置于定位组件2的下方,用于模具拆装的拆装组件4设置于模具主体1的中央上端内部,模
具主体1包括工作台101、支柱 102、顶板103、液压缸104、滑动板105、上模冲头106和下模107,工作台 101的顶面左右两端安置有支柱102,且支柱102的顶端固定连接有顶板103,顶板103的顶面中央安置有液压缸104,且液压缸104的底端固定连接有滑动板105,支柱102的数量设置有四个,且支柱102的长度方向关于滑动板105 的顶面呈垂直状分布,并且支柱102与滑动板105滑动连接,通过支柱102 能够对滑动板105进行限位,提高滑动板105移动时的稳定性,从而避免上模冲头106发生在冲压时发生偏移,滑动板105的顶面中央安置有上模冲头 106,工作台101的中央内部设置有下模107,定位组件2包括定位条201、光杆202、顶出弹簧203、顶出板204、顶柱205和胶垫206,定位条201设置于下模107的顶面,且下模107的下端内部安置有光杆202,光杆202的下端外侧套接有顶出弹簧203,且顶出弹簧203的顶端连接有顶出板204,顶出板204的顶面左右两端固定连接有顶柱205,且顶柱205的顶端设置有胶垫 206,顶柱205关于顶出板204的中性位置对称设置有两个,且顶柱205的长度方向与光杆202的长度方向呈平行分布,通过两个顶柱205的设置,能够能够在冲压时,防止五金件发生转动偏移,且还能够在冲压完毕时,顶出弹簧203能够在光杆202的限位下推动顶出板204,使顶出板204带动顶柱205 将五金件从下模107内自动顶出,从而提高对五金件下料时的便利性,有利于提高对零件加工时的效率,缓冲组件3包括缓冲槽301、伸缩柱302和缓冲弹簧303,缓冲槽301的内部设置有伸缩柱302,且伸缩柱302的外侧套接有缓冲弹簧303,下模107的下端外侧与缓冲槽301的内侧相贴合,且下模107 的中心位置与定位条201的中心位置位于同一垂直线上,当下模107滑入缓冲槽301内时,缓冲弹簧303能够在伸缩柱302的限位下对下模107进行缓冲,避免因上模冲头106的压力过大,导致五金件出现压损的状况,通过定位条201能够快速的对板件进行定位,提高加工时的效率,避免因板件位置的偏移而降低加工质量。
22.如图3所示,拆装组件4包括限位柱401、限位条402、定位弹簧403、滑筒404、拨块405、卡板406、卡槽407、定位块408和定位槽409,限位柱 401的前后两端设置有限位条402,且限位柱401的右端外侧套接有定位弹簧 403,限位柱401的左端外侧套接有滑筒404,且滑筒404的左端固定连接有拨块405,便于在对上模冲头106进行拆卸检修时,通过按压拨块405使卡板 406与卡槽407之间分离,从而能够提高对上模冲头106拆卸时的便利性,滑筒404的内侧与限位条402的外侧相贴合,且滑筒404与限位柱401滑动连接,通过将限位条402设置在限位柱401的外侧,能够使限位条402对滑筒 404的转动方向进行限位,从而提高滑筒404移动时的稳定性,滑筒404的右端固定连接有卡板406,且卡板406的外侧设置有卡槽407,卡板406的下端形状呈梯形,且卡板406与卡槽407之间相卡合,便于在对上模冲头106进行安装时,只需将卡槽407对准卡板406插入,上模冲头106便能够挤压卡板406的倾斜面,使卡板406滑入卡槽407内,之后定位弹簧403能够在限位柱401的限位下推动卡板406与卡槽407之间相卡合,有利于提高对上模冲头106安装时的便利性,定位块408固定连接于滑动板105的底面中央,且定位块408的外侧设置有定位槽409。
23.综上,该防偏位自动顶出的五金模具,使用时,首先根据图1和图2中所示的结构,将裁切后的五金板件放置于定位条201的内部并与定位条201 的内侧相贴合,使定位条201能够快速的对板件进行定位,提高加工时的效率,避免因板件位置的偏移而降低加工质量,接着,启动液压缸104在顶板 103的限位下推动滑动板105沿着支柱102滑动,从而能够使上模冲头106对五金板件进行冲压,在上模冲头106与五金板件接触下压时,两根顶柱205 能
够配合上模冲头106来对五金板件的中央部分进行定位,并且还通过将胶垫206设置在顶柱205的顶端,能够防止板件滑动,进一步提高板件在冲压时的稳定性,然后,随着上模冲头106不断挤压下模107内的五金板件,当达到阈值时,下模107便能够滑入缓冲槽301内,此时缓冲弹簧303能够在伸缩柱302的限位下对下模107进行缓冲,避免因上模冲头106的压力过大,导致五金件出现压损的状况,且还通过将顶出弹簧203设置在下模107的内部,能够在上模冲头106与下模107之间进行分离时,顶出弹簧203能够在光杆202的限位下推动顶出板204,使顶出板204能够推动顶柱205将五金件从下模107内自动顶出,从而提高对五金件下料时的便利性,有利于提高对零件加工时的效率,最后根据图3中所示的结构,在对上模冲头106进行拆卸检修时,通过按压拨块405使卡板406与卡槽407之间分离,从而能够提高对上模冲头106拆卸时的便利性,且在对上模冲头106进行安装时,只需将卡槽407对准卡板406插入,上模冲头106便能够挤压卡板406的倾斜面,使卡板406滑入卡槽407内,之后定位弹簧403能够在限位柱401的限位下推动卡板406与卡槽407之间相卡合,有利于提高对上模冲头106安装时的便利性,同时通过将限位条402设置在限位柱401的外侧,能够提高滑筒404 移动时的稳定性,并且还通过将定位槽409设置在上模冲头106的顶面中央并与定位块408之间相贴合,能够提高上模冲头106安装时的抗剪力,进一步提高上模冲头106安装时的稳定性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1