高速连续式异型线材轧机的制作方法
1.本实用新型涉及异型线材的成型加工设备技术领域,具体涉及一种高速连续式异型线材轧机,成型异型线材的应力指标好、尺寸控制精度高。
背景技术:
2.轧制法生产异形线材是通过轧制将钢丝轧制成异型截面形状,目前,在现有的异型线材的轧制过程中,有的采用为一个工位一次轧制成型,异型线材单次被轧制的变形量大,异型线材截面径向的反弹应力大,成型的异型线材的应力指标达不到要求,尺寸控制精度不高,其次是产品质量检测没能实现在线检测并实时反馈中央控制器,因此,因受设备及工艺的影响,导致生产产品的速度及质量都受到限制。异型线材成型的单机速度在2~10m/min。这极大的影响了异型线材的产业市场。
技术实现要素:
3.针对现有技术的不足,本实用新型提供一种高速连续式异型线材轧机,需要轧制的异型线材由机前送料装置放出,经由整形、校直后,进行轧制,得到目标截面形状的异型线材,经过在线质量检测,最后进行收线存储。
4.本实用新型所采用的技术方案是高速连续式异型线材轧机,包括从左至右的机前送料装置,整形校直装置,异型线材轧制装置,质量检测装置和联动收线装置;异型线材由机前送料装置放出,经由整形校直装置整形、校直后,进入异型线材轧制装置进行轧制,再经过质量检测装置进行在线质量检测,最后进入联动收线装置存储;所述的异型线材轧制装置包括机台,轧制调节器,轧辊座、伺服直驱电机,轧辊,位置微调进给装置;在所述的机台上沿异型线材前进方向布置多于2个轧辊座,每一个轧辊座上沿异型线材截面径向布置有2-8个轧辊,每个轧辊都设有位置微调进给装置,所述的轧辊采用所述的伺服直驱电机驱动,所述的轧制调节器对整个高速连续式异型线材轧机的各部分进行协调控制。
5.优选的,所述的机前送料装置包括存线器,阻尼放线器,防扭转导向器;异型线材经由存线器放出,通过阻尼放线器调整出线的拉力大小,经防扭转导向器调整截面方向,使之以正确的方式进入整形校直装置。
6.优选的,所述的整形校直装置包括定位整形辊轮、校正辊轮;所述的异型线材按顺序经过定位整形辊轮、校正辊轮,对有变形的异型线材进行整形、校直。
7.优选的,所述的质量检测装置包括轮廓检测仪、涡流探伤仪、视频外观检测仪;所述的轮廓检测仪设置在异型线材轧制装置的各个轧辊座之间,所述的质量检测装置将检测信息实时反馈给轧制调节器,对伺服直驱电机、位置微调进给装置进行伺服调整。
8.优选的,所述的检测信息包括异型线材的截面尺寸、表面质量、变形、裂纹。
9.本实用新型的有益效果是:1、成型异型线材的应力指标好,轧机对于异型线材的同一变形量采用前后多个工位的连续轧制,异型线材单次被轧制的变形量小,异型线材截面径向的反弹应力小。金相检测因变形产生的金属晶粒间的撕裂数量少,产品内部晶粒均
匀紧密,产品的抗拉强度、防腐性能大大提高。
10.2、尺寸控制精度高。异型线材的同一变形量采用前后多个工位的连续轧制,尺寸多次微量调整,能够做到高精度控制。
11.3、在同一轧制工位上,根据异型线材截面的变形形状不同,在异型线材截面上采用多辊(三辊、四辊、五辊、六辊等)同时轧制,能够更快、更精准的实现异型线材形状,达到尺寸目标值。
12.4、各个轧辊座上均配有轧辊驱动装置,不同工位上的轧辊同时为异型线材轧制提供前进的驱动力,能够大大提高异型线材的轧制速度。
13.5、设有产品质量在线检测装置,能够实现不停机的状态下对产品质量连续、快速检测,并反馈给中央控制器即轧制调节器,进行伺服调整。
14.6、生产效率高,在连续稳定生产的情况下,能够实现异型线材出线速度100m/min以上。
附图说明
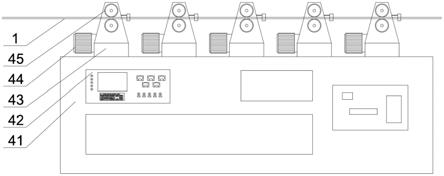
15.图1为本实用新型高速连续式异型线材轧机整体结构图。
16.图2为本实用新型机前送料装置结构图。
17.图3本实用新型整形校直装置结构图。
18.图4本实用新型异型线材轧制装置结构图。
19.图5本实用新型异型线材截面、多轧辊正视爆炸视图。
20.图6本实用新型异型线材截面、多轧辊轴侧视图。
21.图7本实用新型轧辊座、轧辊及位置微调进给装置结构图。
22.图8本实用新型质量检测装置结构图。
23.图9本实用新型联动收线装置结构图。
24.图10本实用新型实例异型线材截面、多轧辊正视视图。
25.图11本实用新型实例异型线材截面、多轧辊轴侧爆炸视图。
26.图12本实用新型实例异型线材截面、多轧辊正视局部爆炸视图。
27.图13本实用新型实例异型线材截面、多轧辊轴侧局部爆炸视图。
28.图中标记:1-异型线材、2-机前送料装置、3-整形校直装置、4-异型线材轧制装置、5-质量检测装置、6-联动收线装置、21-存线器、22-阻尼放线器、23-防扭转导向器、31-定位整形辊轮、32-校正辊轮、41-机台、42-轧制调节器、43-轧辊座、44-伺服直驱电机、45-轧辊、46-位置微调进给装置、51-轮廓检测仪、52-涡流探伤仪、53-视频外观检测仪、61-收线盘、62-收线驱动电机、101-实例异型线材、102-实例第一轧辊、103-实例第二轧辊、104-实例第三轧辊、105-实例第四轧辊。
具体实施方式
29.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本实用新型实施例的组件能够以各种不同的配置来布置和设计。
30.如图1所示,高速连续式异型线材轧机包括:机前送料装置2、整形校直装置3、异型线材轧制装置4、质量检测装置5、联动收线装置6;高速连续式异型线材轧机将需要轧制的异型线材1由机前送料装置2放出,经由整形校直装置3整形、校直后,进入异型线材轧制装置4进行轧制,得到目标截面形状的异型线材1,经过质量检测装置5进行在线质量检测,最后进入联动收线装置6存储。
31.如图2所示,机前送料装置2包括存线器21、阻尼放线器22、防扭转导向器23。等待轧制的异型线材1经由存线器21放出,通过阻尼放线器22调整出线的拉力大小,经防扭转导向器23调整截面方向,使之以正确的方式进入整形校直装置3。
32.如图3所示,异型线材1进入整形校直装置3,先经过定位整形辊轮31、再进入校正辊轮32,对有变形的异型线材1进行整形、校直。
33.如图4所示,异型线材轧制装置4包括机台41、轧制调节器42、轧辊座43、伺服直驱电机44、轧辊45、位置微调进给装置46。在机台41上沿异型线材1前进方向布置多个轧辊座43,轧辊座43的数量至少为2组,每一个轧辊座43上沿异型线材1截面径向布置有多个轧辊45,轧辊45的数量范围可以为2-8个,能够实现异型线材1截面的复杂变形,其截面形状可以是“c”字、“e”字、“f”字、“h”字、“j”字、“k”字、“l”字、“n”字、“m”字、“s”字、“t”字、“u”字、“v”字、“w”字、“x”字、“y”字、“z”字、“+”字、“*”字型中的一种,但不限于此。如图7所示,每个轧辊45都设有位置微调进给装置46,可根据异型线材1截面尺寸的变化进行精确调整,确保异型线材1截面尺寸的高精度控制,每个轧辊座43上均配有伺服直驱电机44驱动轧辊45,根据轧辊座43上的轧辊45数量的不同,保证每个轧辊座43上至少有2个以上的轧辊45在异型线材1轧制过程中由从动轮变为主动轮,大大推进异型线材1的前进速度,提高生产效率。可以根据需要对于异型线材1截面的同一变形量采用前后多个工位的连续轧制。
34.整套设备配有中央处理器,实现对整个系统的统一协调控制,完成异型线材1的轧制工作。轧制调节器42作为中央处理器,实现对机前送料装置2、整形校直装置3、异型线材轧制装置4、质量检测装置5、联动收线装置6整个系统的统一协调控制,完成异型线材1的轧制工作。
35.如图8所示,质量检测装置5包括:轮廓检测仪51、涡流探伤仪52、视频外观检测仪53等设备。在线检测包括截面尺寸、表面质量、变形、裂纹等,实时反馈给轧制调节器42,进行及时调整。轮廓检测仪51设置在异型线材轧制装置4的各个轧辊座43之间及质量检测装置5上,能够实现在轧机高速运转的情况下对异型线材1进行尺寸精度的在线检测。检测结果实时反馈给轧制调节器42,对伺服变频直驱电机44、位置微调进给装置46等进行伺服调整,保证异型线材1的产品质量控制在标准范围内。
36.如图9所示,联动收线装置6包括:收线盘61、收线驱动电机62。联动收线装置6设置在异型线材轧制装置4的后方,可以根据异型线材轧制装置4的走线速度联动调节,保证收线过程中不出现异型线材1的松弛、扭转、拉紧等不良。
37.具体的设备构成选择如下:
38.1、hhgk-100型高速连续式异型线材轧机。机前送料装置2为80型空心放线机,300kg阻尼器。
39.2、整形校直装置3为80-23轮校直器。
40.3、异型线材轧制装置4设有8个轧辊座43,根据工序不同,每个轧辊座43上的轧辊
45数2~6个不等。轧辊45的直径轧辊45配有11kw直驱伺服电机,扭矩3200n
·
m。位置微调进给的最小调节量为0.001mm,配有3kw伺服下压电机。6es7214-1ag40中央处理器。
41.4、质量检测装置5包括:16khz超高速轮廓捕捉仪、光感3d高速探伤仪、ccd金视1min成像探视头。
42.5、联动收线装置6为80型空心卷线机。
43.如图10、11、12、13所示,通过上述设备用于生产gk-f7.12型异型线材1,正常工作时的出线速度为103m/s。
44.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1