一种开卷纵剪收卷线的制作方法
1.本实用新型涉及钢材加工设施领域,特别涉及一种开卷纵剪收卷线。
背景技术:
2.炼钢厂出来的钢材一般都是具有一定宽度的卷材,卷材在正式加工成各种型材前,要根据型材的需要进行一系列的切割加工,这种加工生产线叫做开卷纵剪收卷线(或类似名称),主要包括开卷、齐头剪、纠偏、纵剪、收卷等过程,目前,在现有技术中,通常存在如下问题:1开卷时,开卷机的主轴与外界相通,生产过程中产生的铁屑和灰尘等容易通过缝隙进入主轴,对主轴造成损伤;2生产过程中,由于生产线较长,钢板在运行过程中容易走偏,这时如果要纠偏的话需要通过拆卸机器等方式,很麻烦,纠偏过程很复杂,效果也达不到最佳;3纵剪机的刀片安装固定麻烦,操作复杂。整个程序下来,由于上述问题存在的原因,会造成生产效率低下。
技术实现要素:
3.本实用新型为了弥补现有技术的缺陷,提供了一种设备使用寿命长、效率高的开卷纵剪收卷线。
4.本实用新型是通过如下技术方案实现的:
5.一种开卷纵剪收卷线,其特征是,包括依次排开的开卷机、牵引机构、齐头剪、后摆桥、夹持装置、纵剪主机、废边卷取机、前摆桥、固定分离架、张力机构、导向工作台、收卷机,其中,
6.所述开卷机包括由若干钢瓣组成的卷轴和位于卷轴内的拉杆,所述拉杆上套有滑套,在拉杆外端延伸出一段比拉杆细的延伸段,在延伸段上通过轴承轴转安装一个固定块,所述固定块与滑套固定到一起,所述滑套与卷轴通过倾斜槽和斜铁滑动连接;所述拉杆与开卷油缸固定连接;所述卷轴由开卷电机带动旋转;
7.所述牵引机构包括直径相同的上牵引辊和下牵引辊,所述上牵引辊的轴线位于下牵引辊的轴线前方;
8.所述后摆桥包括第一过渡坑,所述第一过渡坑的两端分别设有前过渡架和后过渡架,所述前过渡架和后过渡架呈镜像布置,都包括两块弧形侧板,两块弧形侧板之间设有呈弧形分布的若干滚轴,所述第一过渡坑内设有竖立的轨道架,所述轨道架上设有升降小车,所述升降小车上设有第一过渡板;
9.所述夹持装置包括夹持架,所述前过渡架安装在夹持架上,所述夹持架上分别设有由后向前排列的导向装置和夹送装置,所述导向装置能左右移动,它包括两根导向丝杠,每根所述导向丝杠上滑动连接导向丝套,两个导向丝套分列左右两侧,每个导向丝套上固设有若干纵向导向辊,每侧的导向丝套上设有位移传感器,还设有导向托辊,所述导向托辊与导向丝杠间隔设置并且导向托辊的上表面高于导向丝杠的上表面;所述夹送装置包括表面包覆聚氨酯面膜的固定夹送辊和升降夹送辊;
10.所述纵剪主机包括刀轴,所述刀轴上键连接若干间隔设置的切刀和间隔块;
11.所述纵剪主机前方为过渡托辊,所述废边卷取机位于过渡托辊的旁边,所述废边卷取机包括安装平台,所述安装平台上安装控制油缸,所述安装平台下方安装旋转盘,所述旋转盘上铰接若干呈放射状均布的支撑腿,所述控制油缸的输出杆向下穿过安装平台和旋转盘后其下端铰接若干支撑弯架,所述支撑腿下端与支撑弯架的折弯点铰接;
12.所述前摆桥包括第二过渡坑,所述第二过渡坑设有人梯,所述第二过渡坑后壁上铰接有第二过渡油缸,第二过渡坑后边沿上铰接有第二过渡板,其铰接点处为圆滑过渡段,所述第二过渡油缸的输出端铰接在所述第二过渡板上;
13.所述固定分离架包括前高后低的两个分离辊,所述分离辊上设有分离槽,其中后方的分离滚的后侧设有转向辊;两个分离辊之间设有下压辊;
14.所述张力机构包括固定板和能上下移动的下压板,所述固定板和下压板上分别设有毛毡;
15.所述导向工作台包括:牵引导向辊、横切断刀和最终过渡辊,所述最终过渡辊下方为过渡支撑板。
16.所述倾斜槽为燕尾槽或t型槽。
17.所述开卷油缸和开卷电机都安装在一个基座上,所述基座滑动安装于一个横向滑轨上,所述基座与开卷推动油缸固定连接。
18.所述上牵引辊的轴线和下牵引辊的轴线之间的距离与上牵引辊的直径之比为1:36-60。
19.所述牵引机构与齐头剪之间设有能升降的反弯辊。
20.所述反弯辊通过轴承安装在反弯轴上,所述反弯轴的两端固定在滑块上,所述滑块位于一块端板的镂空孔内,所述滑块与镂空孔的上端之间设有弹簧,所述滑块下端为倾斜面,所述倾斜面配套楔形块,所述楔形块与一根只能轴转的丝杠螺纹连接,所述丝杠的一端设有第一手摇轮,当转动第一手摇轮时,两块楔形块向相反方向移动。
21.所述第一过渡坑的长度在4-5米之间。
22.所述第一过渡板上设有若干滚动轮。
23.所述升降夹送辊的邵氏硬度小于固定夹送辊的邵氏硬度;所述升降夹送辊为中间粗两头细的锥形结构,其锥度为:0.35-0.45%。
24.所述旋转盘和支撑腿之外设有护罩。
25.本实用新型的有益效果是:
26.首先,本实用新型将所有滑套一体制成,使得滑套将卷轴与外界隔开,外界的杂质不会通过滑套进入卷轴,有效地保护了卷轴;其次,两个过渡坑的设置,使得钢板在行进过程中有了更大的缓冲长度,利于进行居中调整;再其次,纵剪主机刀轴上的切割刀与间隔块的间隔设置及与刀轴的键连接,使得在切割不同宽度的钢卷时,更换切割刀更方便;废边卷取机的设置使得废边的卷取更方便。
附图说明
27.下面结合附图对本实用新型作进一步的说明:
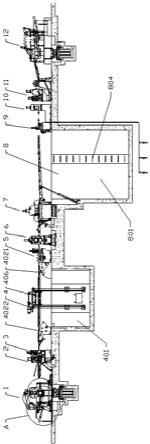
28.图1为本实用新型的主视结构示意图;
29.图2为开卷机的主视结构示意图;
30.图3为开卷机局部的左视结构示意图;
31.图4为图3的俯视结构示意图;
32.图5为开卷机卷轴的剖视结构示意图;
33.图6为图1中a处的放大结构示意图;
34.图7为牵引机构的主视结构示意图;
35.图8为牵引机构的左视结构示意图;
36.图9为反弯辊的剖视结构示意图;
37.图10为后摆桥的局部结构示意图;
38.图11为后摆桥的俯视结构示意图;
39.图12为轨道架的主视结构示意图;
40.图13为轨道架的右视结构示意图;
41.图14为滚动轮的放大结构示意图;
42.图15为夹持装置的主视结构示意图;
43.图16为夹持装置的俯视结构示意图;
44.图17为其中一根导向丝杠的剖视结构示意图(导向丝套在右);
45.图18为其中另一根导向丝杠的剖视结构示意图(导向丝套在左);
46.图19为纵剪主机的主视结构示意图;
47.图20为图19的左视结构示意图;
48.图21为刀轴的剖视结构示意图;
49.图22为刀轴的横截面结构示意图;
50.图23为间隔块的结构示意图;
51.图24为切割刀的结构示意图;
52.图25为图1中废边卷取机的右视结构示意图;
53.图26为废边卷取机的剖视结构示意图;
54.图27为前摆桥的局部结构示意图;
55.图28为固定分离架和张力机构的主视结构示意图;
56.图29为分离辊的结构示意图;
57.图30为导向工作台的放大结构示意图。
58.图中,1开卷机,100立板,101基座,102横向轨道,103开卷推动油缸,104卷轴,105开卷电机,106端盖,107拉杆,108开卷油缸,109滑套,110延伸段,111固定块,112倾斜槽,113斜铁,114托起油缸,115托起板,116第一传动板,117第二传动板,118立柱,119压卷油缸,120 传动轴,1201传动臂,1202压卷臂,121压卷滚轮;
59.2牵引机构,201上牵引辊,202下牵引辊,203反弯辊,204反弯轴,205滑块,206端板,207弹簧,208倾斜面,209楔形块,210丝杠,211第一手摇轮,212横担;
60.3齐头剪;
61.4后摆桥,401第一过渡坑,4021前过渡架,4022后过渡架,405升降小车,406第一过渡板,407滚动轮,408弧形侧板,409滚轴,410轨道架,411升降电机;
62.5夹持装置,500夹持架,501导向装置,5011导向丝杠,5012导向丝套,5013导向电
机,5014纵向导向辊,5015导向托辊,502夹送装置,5021固定夹送辊,5022升降夹送辊;
63.6纵剪主机,601刀轴,602切刀,603间隔块,604键槽,605切割电机,606螺母,607活动端盖,608键;
64.7废边卷取机,701过渡托辊,702过渡架,703安装平台,704控制油缸,705旋转盘,706支撑腿,707支撑弯架,708护罩,709旋转电机;
65.8前摆桥,801第二过渡坑,802第二过渡油缸,803第二过渡板,804人梯;
66.9固定分离架,901分离辊,902转向辊,903分离槽,904隔离板,905下压辊,906隔离块;
67.10张力机构,1001固定板,1002下压板,1003毛毡;
68.11导向工作台,1101牵引导向辊,1102横切断刀,1103最终过渡辊,1104过渡支撑板;
69.12收卷机。
具体实施方式
70.附图为本实用新型的具体实施例。如图1至图30所示,该种开卷纵剪收卷线,包括一个plc控制系统,整个收卷线的运行由plc控制系统控制运行,还包括依次排开的开卷机1、牵引机构2、齐头剪3、后摆桥4、夹持装置5、纵剪主机6、废边卷取机7、前摆桥8、固定分离架9、张力机构10、导向工作台11、收卷机12,其中,
71.开卷机1包括一个基座101,基座101安放在一条横向轨道102上,基座101与开卷推动油缸103固定连接,在开卷推动油缸103的带动下左右移动;在基座101上安装卷轴104,卷轴104由开卷电机105带动旋转;卷轴104由四个钢瓣(也可以是多个,比如三个、五个、六个等)组成,相邻钢瓣之间有缝隙,钢瓣之间通过端盖106结合在一起,卷轴104中心有一根拉杆107,拉杆107固定连接在开卷油缸108的输出端,在拉杆107上套有一体制成的滑套109,在拉杆107外端(与开卷油缸连接端为内端)延伸出一段比拉杆107细的延伸段110,在延伸段110上通过轴承轴转安装一个固定块111,固定块111与拉杆107同进同出,固定块111与滑套109固定到一起,也就是说,滑套109和固定块111能相对拉杆107做旋转运动,在每一个钢瓣内壁上设置三个(也可以是多个,比如四个、五个、六个等)倾斜槽112,在滑套109外壁上设置同样数目并且配套的斜铁113,斜铁113伸入倾斜槽112内,所有的倾斜槽112大小、规格、倾斜度相同,这样才能做到斜铁113在倾斜槽112内同进退,当开卷油缸108输出时,斜铁113在倾斜槽112内向右移动,钢瓣收紧,卷轴104直径变小;当开卷油缸108缩回时,斜铁113在倾斜槽112内向左移动,钢瓣张开,卷轴104直径变大。倾斜槽112可以是燕尾槽,也可以是t型槽。
72.卷轴104的另一端用一个托举装置托住,这个托举装置的结构是:在地面上安装一块立板100,在立板100上铰接一个托起油缸114、一块托起板115和一块第一传动板116,在托起板115的中部铰接一块第二传动板117,然后第一传动板116、第二传动板117和托起油缸114的输出端再共同铰接在一起。
73.还有一个压卷装置,这个装置的结构是:在基座101上安装一根立柱118,立柱118下端铰接一个压卷油缸119,立柱118顶端铰接一个传动轴120,传动轴120固定连接传动臂1201和弯曲的压卷臂1202,传动臂1201和弯曲的压卷臂1202之间呈v型但不位于同一个平
面内,它们分列于传动轴120的两端,并且传动臂1201短,压卷臂1202长,压卷油缸的输出端铰接在传动臂1201上,压卷臂1202末端安装压卷滚轮121,压卷滚轮121位于卷轴的上方。
74.紧接着的是牵引机构2,它包括上牵引辊201和下牵引辊202,他们的直径相同,但轴线不在一个立面上:上牵引辊201在前、下牵引辊202在后(以钢卷的行进方向为前),具体为:上牵引辊201的轴线和下牵引辊202的轴线之间的距离与上牵引辊201的直径之比为1:36-60,比如,如果上牵引辊201的直径为180厘米,那么上牵引辊201的轴线和下牵引辊202的轴线之间的距离可以是30-50毫米。
75.紧接着在牵引机构2的前方有一个反弯辊203,反弯辊203能够通过手动升降,其结构为:反弯辊203的两端分别通过轴承安装在一根反弯轴204上,反弯轴204的两端分别固定在一块滑块205上,这块滑块205位于一块端板206的镂空孔内,滑块205与镂空孔的上端之间设有弹簧207,弹簧207的上下两端分别固定在滑块205和镂空孔上;滑块205的下端为一个倾斜面208,倾斜面208离反弯辊203近的一端低,离反弯辊203远的一端高;这个倾斜面208配套一块楔形块209,楔形块209螺纹连接在一根丝杠210上,这根丝杠210的一端固定一个第一手摇轮211,并且这根丝杠210只能轴转,而不能沿轴线方向移动,两块楔形块209上面的螺纹方向相反,也就是说,当转动第一手摇轮211时,两块楔形块209向相反方向移动,要么距离越来越近,要么距离越来越远;两块端板的上端通过横担212固定连接。
76.然后经过齐头剪3后就是后摆桥4,包括第一过渡坑404,就是在地面上挖一个坑,坑长4-5米左右,深也在4-5米,然后在第一过渡坑401的前后分别安装前过渡架4021和后过渡架4022,前过渡架4021和后过渡架4022结构相同方向相反,成镜像布置,都包括:两块弧形侧板408,两块弧形侧板408之间安装若干呈弧形分布的滚轴409;在第一过渡坑401内安装竖立的轨道架410,在轨道架410顶端安装升降电机411,升降电机411输出轴端固定连接上轴,轨道架410下端安装下轴,上轴和下轴上分别安装两个齿轮,然后在齿轮上缠绕两根链条,两根链条上固定一个升降小车405,也就是说,一方面升降小车405固定在链条上,随着两条链条上下移动,一方面在轨道架410的轨道上上下滑动;升降小车405上安装第一过渡板406,第一过渡板406上安装若干滚动轮407。
77.钢板经过后摆桥4后,首先经过夹持装置5,夹持装置5包括一个夹持500架,前过渡架4021可以安装在夹持架500上,也就是夹持架500的后侧面上;在夹持架500上首先安装导向装置51,然后再安装夹送装置502。导向装置501也能够左右移动,其移动方式可以参照开卷机1的移动方式,在此不再赘述;
78.导向装置501包括并排的两个导向丝杠5011,两根导向丝杠5011通过轴承安装在夹持架500上,并且只能轴转,不能沿长度方向移动,每根导向丝杠5011的两端分别螺纹连接一个导向丝套5012,但这两个导向丝套5012分列于本实用新型的左右两侧,每根导向丝杠5011由一个导向电机5013带动转动;在每个导向丝套5012上安装几个纵向导向辊5014,比如3个,这几个纵向导向辊5014前后排列,为了导向丝套5012左右移动平稳,可以将导向丝套5012放到一个导向槽里,而导向槽是固定位置的;两个导向丝套5012上都安装位移传感器;在夹持架500上还安装3个导向托辊5015,用于支撑钢板,这3个导向托辊5015跟导向丝杠5011间隔设置,并且导向托辊5015的上表面比导向丝杠5011的上表面高。
79.夹送装置502包括上下排列的固定夹送辊5021和升降夹送辊5022,固定夹送辊5021在下,升降夹送辊5022在上,升降夹送辊5022的升降方式为现有技术,不再赘述,在固
定夹送辊5021和升降夹送辊5022表面都包覆一层聚氨酯面膜,升降夹送辊5022的聚氨酯面膜邵氏硬度小于固定夹送辊5021的聚氨酯面膜的邵氏硬度,一般来说,升降夹送辊5022的聚氨酯面膜的邵氏硬度为65-70度,固定夹送辊5021的聚氨酯面膜的邵氏硬度在90-95度;另外,为了克服升降夹送辊5022的挠度变形问题,将升降夹送辊5022设计为中间粗两头细的锥形结构,其锥度(中间部分直径与两端部分直径之差与中间部分直径的比值)为:1/30-1/40,也就是说,如果升降夹送辊中间的直径为180毫米,那么两端的直径则在174-175.5之间。
80.接着的是纵剪主机6,纵剪主机6包括上下两根刀轴601,刀轴601上间隔套有切刀602和间隔块603,刀轴601上有键608,切刀602和间隔块603有键槽604,切刀602和间隔块603与刀轴601之间都是键连接,切刀602和间隔块603的数量根据需要的钢板的宽度确定;刀轴601的一端固定连接切割电机605,另一端螺纹连接螺母606后插入一个活动端盖607(通过人工操作)内,这个活动端盖607可以后撤露出刀轴601的端部,便于更换切刀602和间隔块603;
81.因为钢卷的总宽度不能都正好是需要的宽度的整数倍,因此会有部分边被裁剪下来,因此这就有了废边卷取机7:
82.纵剪主机6前方为两个上下方向布置的过渡托辊701,废边卷取机7位于过渡托辊701的旁边,过渡托辊701安装在过渡架702上;废边卷取机7包括一个安装平台703,在安装平台703上安装一个控制油缸704,控制油缸704的输出端朝下穿过安装平台703;在安装平台703下方安装一个旋转盘705,旋转盘705由旋转电机709带动旋转,旋转盘705上铰接若干呈放射状均布的支撑腿706,每根支撑腿706下端铰接一根支撑弯架707,其铰接点位于支撑弯架707折弯点处,然后支撑弯架707再铰接到控制油缸704的输出杆的下端;在旋转盘705和支撑腿706之外再安装一个护罩708。
83.钢板从两个过渡托辊701出来后进入前摆桥8:
84.前摆桥8包括第二过渡坑801,就是在地面上挖一个4-4.5米左右长、6-10米左右深的坑,在第二过渡坑801的后壁上铰接两个第二过渡油缸802,左右排列,在过渡架702上铰接一个第二过渡板803,其铰接点处为圆滑过渡段,第二过渡油缸802的输出端铰接在第二过渡板803上;在第二过渡沿上为固定分离架9,用于将切割好的钢板分隔开,它由三个辊组成:一前一后两个分离辊901,并且前高后低,后方的分离辊901的后侧安装一个转向辊902,分离辊901上设置若干分离槽903,鉴于钢板条宽度的不确定性,分离槽也可以跟纵剪主机一样的设计,只不过刀片改成隔离板904就可以了,隔离板904与隔离板904之间形成分离槽903,隔离板与分离辊之间也通过键连接,便于调换,隔离板与隔离板之间是隔离块906;还有一个是下压辊905,位于两个分离辊901之间,下压辊905也能够升降,可以通过人工,也可以通过油缸,其升降方式为现有技术,也不再赘述。
85.由于钢板经过固定分离架9时,钢板处于松散状态,也就是说没有拽紧,因此用张力机构10将其拽紧,结构是:固定在下方的固定板1001和能上下移动的下压板1002,下压板1002的移动过程为现有技术,不再赘述。在固定板1001和下压板1002的表面上分别设置毛毡1003,使用过程中,毛毡1003可以一层一层揭下来。
86.再然后是导向工作台11,这是收卷前的过渡部分,包括牵引导向辊1101、横切断刀1102和最终过渡辊1103,在最终过渡辊1103下方安装过渡支撑板1104,上述结构都是现有
技术,不再赘述。
87.最后是收卷机12,收卷机12是现有技术,不再赘述。
88.工作过程如下:
89.开启plc控制系统,所有设备开始运行或处于待运行状态,将钢卷放到开卷机1上,通过开卷推动油缸103使钢卷中心线与本实用新型的中心线重合(由于需要调整的位移很小,因此托举装置的位置不受影响),开卷油缸108的输出端缩回,拉杆107带动滑套109回缩,滑套109带动钢瓣涨开,卷轴104直径变大,将钢卷固定好,与此同时托起油缸114启动,通过第一传动板116和第二传动板117带动托起板115转动,使托起板115托住卷轴104的端盖,压卷油缸119也启动,压卷油缸119缩回带动传动轴120转动,使得压卷臂1202上的压卷滚轮121压在钢卷上,对钢卷形成压力。
90.开卷电机105转动,钢卷的端部沿着开卷机1前方的平台进入牵引机构2,此时前端的钢板呈现前低后高之势,并且还带一点弯曲,因此上牵引辊201和下牵引辊202的错位设置可以对弯曲部分进行修正,如果还不行,那么通过摇动第一手摇轮211使前方的反弯辊203再向上顶一下,反弯辊203只在需要时使用,否则的话反弯辊203处于低位状态,不会顶到钢板,然后钢板经过齐头剪3,齐头剪3将钢板的端部裁剪整齐,进入后摆桥4部分,此时第一过渡板406处于升起状态,钢板经过第一过渡板406后进入夹持装置5,钢板的端部被夹住,这时第一过渡坑401内的升降电机411启动,带动第一过渡板406降至坑底,钢板在其自身重力作用下,经由后过渡架4022落入第一过渡坑401内,再经由前过渡架4021升回来,进入夹持装置5,经过导向装置501导向进入夹送装置502,经过导向装置501时通过位移传感器判断钢板是否位于中心位置,然后导向电机5013根据指令进行自动调整,通过夹送装置502输送入纵剪主机6,纵剪主机6此时已经按照钢卷所需宽度装好切刀602和间隔块603,切刀602将钢板切割成需要的宽度,裁剪下来的废边进入废边卷取机7,控制油缸704输出,支撑弯架707翘起,废边随着旋转盘705的转动缠绕在支撑腿706上,支撑弯架707的翘起部分起到支撑作用,其余部分顺着过渡托辊701进入前摆桥8,这时的第二过渡油缸802呈伸出状态,第二过渡板803也处于水平状态,钢板从第二过渡板803过渡到固定分离架9:先绕过转向辊902,从后边的分离901上方穿过再从下压辊905下方穿过,再从前方的分离辊901穿过,进入张力机构10,由固定板1001和下压板1002上的毛毡1003压紧,第二过渡油缸802的输出端缩回,第二过渡板803翻转,切割好的钢卷在自身重力作用下,下垂到第二过渡坑801内进行过渡,钢板经过张力机构10后,再经过导向工作台11,最后进入收卷机12收卷,完成纵剪收卷工作。
91.除说明书所述技术特征外,其余技术特征均为本领域技术人员已知技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1