一种轴类工件定位夹持工装的制作方法
1.本实用新型涉及机加工技术领域,具体为一种轴类工件定位夹持工装。
背景技术:
2.轴类零件是机械配件中常见的结构之一,它主要用来支撑传动零部件、传递扭矩或承受载荷,根据外形的不同,轴类零件可分为光轴、阶梯轴、异型轴等种类,对轴类零件进行加工时,往往会涉及到对同心轴的外圆柱面、圆锥面、内孔和螺纹及其他相应端面等的加工工序,因此会用到各种各样的车床和刀具。
3.在传统的轴类零件加工过程中,由于各种原因的限制,使得机加工的效率往往都差强人意,在不停地进行零件夹持放松、刀具切换转换的过程中,浪费了大量的时间,此时生产厂家就开始研发适合自己生产的专用夹具,在这些琳琅满目的各式专用夹具中,它们的夹持精度、使用效果、生产效率等都存在一定的不足,仍然拥有较大的提升空间,尤其是泛用性,过分僵硬的专用夹具外形设计使得夹具无法胜任不同规格不同尺寸的零件加工工序,这就为企业带来了更多的资源消耗。
技术实现要素:
4.本实用新型的目的在于:提供一种轴类工件定位夹持工装,以解决以上缺陷。
5.为了实现上述目的,本实用新型提供如下技术方案:
6.一种轴类工件定位夹持工装,包括过桥板、第一定位v型块、第二定位v型块,所述过桥板的两端均设有固定耳,设置在过桥板两端的所述固定耳上均并排设有两个u型槽,所述第一定位v型块和第二定位v型块均垂直设置在过桥板的上端面上,所述第一定位v型块和第二定位v型块上均设有若干个梯形槽,所述梯形槽内设有工件,在所述过桥板上相邻工件的正下方的位置设有压紧孔,所述压紧孔内设有压紧螺栓,所述压紧螺栓上套有压板,相邻的两个工件通过所述的压板配合压紧螺栓固定在梯形槽内。
7.优选的,所述梯形槽在第一定位v型块和第二定位v型块上均设有六个。
8.优选的,所述第一定位v型块的两端均设有升降装置,所述升降装置包括升降槽、升降座,所述升降槽为设置在过桥板上的开槽,所述第一定位v型块设置在升降槽内,所述升降座设置在升降槽的两边,所述升降座内设有丝杆,所述丝杆上设有滑块,所述第一定位v型块的两端均设有滑块槽,所述滑块伸入到滑块槽内。
9.优选的,所述丝杆的顶端伸出到升降座之外,所述丝杆的顶端设有内六角开槽。
10.优选的,所述滑块槽的槽长大于滑块的长度。
11.本实用新型的有益效果在于:
12.本实用新型一种轴类工件定位夹持工装,可同时夹持六个工件,并完成六个工件的端面加工过程,极大地提高了轴类零件的加工效率,在第一定位v型块和第二定位v型块上设置了梯形槽,可以有效保证工件的对中精度,提升加工质量,同时在第一定位v型块的两端设计了升降装置,实现了第一定位v型块的升降功能,提升了夹持工装的泛用性,整体
上具有结构简单、性能可靠、夹持便捷等特点,能在一次装夹过程中完成多个工件的加工过程,有着极高的实用性和推广意义。
附图说明
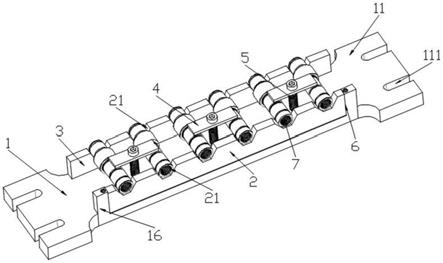
13.图1:本实用新型的结构示意图;
14.图2:本实用新型的过桥板结构示意图;
15.图3:本实用新型的升降装置结构示意图。
具体实施方式
16.结合附图1-3,对本实用新型的具体实施方式作如下说明:
17.如图1-3所示,一种轴类工件定位夹持工装,包括过桥板1、第一定位v型块2、第二定位v型块3,过桥板1的两端均设有固定耳11,设置在过桥板1两端的固定耳11上均并排设有两个u型槽111,在u型槽111内装配螺栓就能将过桥板1安装到加工中心上,第一定位v型块2和第二定位v型块3均垂直设置在过桥板1的上端面上,第一定位v型块2和第二定位v型块3上均设有若干个梯形槽21,设置在不同定位v型块上的梯形槽21的位置相互对齐,梯形槽21内设有工件7,在过桥板1上相邻工件7的正下方的位置设有压紧孔15,压紧孔15内设有压紧螺栓5,压紧螺栓5上套有压板4,相邻的两个工件7通过压板4配合压紧螺栓5固定在梯形槽21内,梯形槽21和压板4对工件7的表面形成了三点支撑,确保针对工件7的支撑稳固、有效。
18.梯形槽21在第一定位v型块2和第二定位v型块3上均设有六个,能同时夹持六个工件7,工件7夹持过多会增大过桥板1的尺寸,夹持过少则针对工件7加工效率的提升不明显。
19.为提高夹持工装的泛用性,在第一定位v型块2的两端增设升降装置6,升降装置6包括升降槽12、升降座16,升降槽12为设置在过桥板1上的开槽,第一定位v型块2设置在升降槽12内,升降座16设置在升降槽12的两边,升降座16内设有丝杆61,丝杆61上设有滑块62,第一定位v型块2的两端均设有滑块槽26,滑块62伸入到滑块槽26内,丝杆61的顶端伸出到升降座16之外,丝杆61的顶端设有内六角开槽,当使用工具对丝杆61进行旋转时,设置在丝杆61上的滑块62就会在丝杆61上进行上下运动,从而带动第一定位v型块2进行上下移动,从而实现针对各种阶梯轴的夹持功能,同时滑块槽26的槽长大于滑块62的长度,如果滑块62刚好卡入滑块槽26内而无余量,那么针对第一定位v型块2的高度调整工作将很难进行,当第一定位v型块2进行高度调整时,如果第一定位v型块2左右两端的高度不一致,第一定位v型块2就会卡在升降槽12内,因此需要让第一定位v型块2在升降槽12内拥有一定的活动余量,在正常情况下,滑块62支撑在滑块槽26的顶端,从而形成支撑,当需要对滑块62的高度进行调整时,即可以滑块槽26的剩余槽长为单次最大调整距离,对左右两个滑块62进行轮流调整,从而实现第一定位v型块2的稳定平缓升降,在本实用新型的生产过程中,可以人为地将滑块62在丝杆61上处于最高或最低极限位置时设为初始位置,此时第一定位v型块2和第二定位v型块3的高度一致,以维持最初始的对中精度。
20.本实用新型一种轴类工件定位夹持工装,在实际工作过程中,首先使用螺栓配合设置在过桥板1两端的u型槽111将过桥板1固定在加工中心上,之后将工件7整齐的放入到梯形槽21内,再安装压板4,并调整工件7的位置,拧紧压紧螺栓5,确保针对工件7的夹持稳
定有效,同时尽量保证工件7上阶梯轴的过渡端面或轴环抵在压板4的侧面上对工件7进行辅助定位,工件7固定完毕后即可对轴的两端进行切削锪铣等工序,如果需要对第一定位v型块2的高度进行升高调整,则应先手动将第一定位v型块2上提,之后再依次转动调整设置在第一定位v型块2两端升降座16中的丝杆61,让滑块62上升到适量的高度即可,若需要降低第一定位v型块2的高度,直接依次转动调整两个丝杆61即可。
21.本实用新型一种轴类工件定位夹持工装,可同时夹持六个工件,并完成六个工件的端面加工过程,极大地提高了轴类零件的加工效率,在第一定位v型块和第二定位v型块上设置了梯形槽,可以有效保证工件的对中精度,提升加工质量,同时在第一定位v型块的两端设计了升降装置,实现了第一定位v型块的升降功能,提升了夹持工装的泛用性,整体上具有结构简单、性能可靠、夹持便捷等特点,能在一次装夹过程中完成多个工件的加工过程,有着极高的实用性和推广意义。
22.上述结合附图对实用新型进行了示例性描述,显然本实用新型具体实现并不受上述方式的限制,只要采用了本实用新型的方法构思和技术方案进行的这种非实质改进,或未经改进将实用新型的构思和技术方案直接应用于其他场合的,均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1