激光复合焊接头的制作方法
1.本实用新型涉及激光焊接技术领域,特别涉及一种激光复合焊接头。
背景技术:
2.在激光加工应用中,金属的激光吸收率对于激光加工应用来说,具有决定性的意义。大量实验数据表明,红外激光在许多工业运用领域表现出色,但在相应波段的高反金属的加工方面并不理想。激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法,且激光焊接是激光加工应用的重要方面之一。通过红外激光焊接高反材料时,会出现熔池不稳定、易产生飞溅和焊缝质量较差等问题,进而影响焊接质量。
技术实现要素:
3.鉴于上述现有技术的不足之处,本实用新型提供一种激光复合焊接头,可以提高对高反材料的焊接质量。
4.本实施例采取了以下技术方案:
5.一种激光复合焊接头,包括焊接头本体、红外激光接口、蓝光激光接口和激光出射口,所述焊接头本体内设置有第一光路和第二光路,所述第一光路分别连通所述红外激光接口和所述激光出射口,所述第二光路分别连通所述蓝光激光接口和所述第一光路;
6.所述红外激光接口接入红外激光,所述蓝光激光接口接入蓝光激光,所述红外激光通过所述第一光路,所述蓝光激光通过所述第二光路并进入所述第一光路,所述红外激光与所述蓝光激光在所述第一光路内以预设功率配比耦合,并从所述激光出射口射出。
7.进一步的,在所述激光复合焊接头中,所述预设功率配比包括:所述蓝光激光的功率选为大于0w且小于或等于300w,所述红外激光的功率选为大于0w且小于或等于500w。
8.进一步的,在所述激光复合焊接头中,所述预设功率配比包括:所述蓝光激光的功率选为大于300w且小于500w,所述红外激光的功率选为大于500w且小于800w。
9.进一步的,在所述激光复合焊接头中,所述预设功率配比包括:所述蓝光激光的功率选为大于等于500w且小于等于1000w,所述红外激光的功率选为大于等于800w且小于等于1500w。
10.进一步的,在所述激光复合焊接头中,所述激光复合焊接头的焊接速度小于或等于15mm/s。
11.进一步的,在所述激光复合焊接头中,所述第一光路包括第一准直镜片、第一聚焦镜片、第一反射镜片和第二聚焦镜片,所述红外激光接口、所述第一准直镜片、所述第一聚焦镜片、所述第一反射镜片、所述第二聚焦镜片和所述激光出射口沿第一方向依次设置,所述第一反射镜片与第一方向呈45度夹角,且所述第一反射镜片的反射面朝向所述激光出射口和所述第二光路。
12.进一步的,在所述激光复合焊接头中,所述第二光路包括第二准直镜片、第三聚焦镜片和第二反射镜片,所述蓝光激光接口、所述第二准直镜片、所述第三聚焦镜片和所述第
二反射镜片沿第一方向依次设置,所述第二反射镜片与第一方向呈45度夹角,且所述第二反射镜片的反射面朝向所述第一反射镜片和所述第三聚焦镜片。
13.进一步的,在所述激光复合焊接头中,还包括视觉反射出口,所述焊接头本体内还设置有视觉光路,所述视觉光路分别连通所述视觉反射出口和所述第一光路。
14.进一步的,在所述激光复合焊接头中,所述视觉光路包括第三反射镜片和第四反射镜片,所述视觉反射出口和所述第三反射镜片沿第一方向依次设置,所述第四反射镜片设置在所述第一光路上,并位于所述第一反射镜片和所述第二聚焦镜片之间,所述第三反射镜片和第四反射镜片均与第一方向呈45度夹角,所述第三反射镜片的反射面朝向所述视觉反射出口和所述第四反射镜片,所述第四反射镜片的反射面朝向所述第三反射镜片和所述激光出射口。
15.进一步的,在所述激光复合焊接头中,还包括保护镜片,所述保护镜片设置在所述激光出射口和所述第二聚焦镜片之间。
16.相较于现有技术,本实用新型提供的一种激光复合焊接头,可以将蓝光激光和红外激光耦合并对高反材料进行焊接,并通过调整蓝光激光和红外激光的功率配比,使得二者共同作用下在高反材料的表面形成与单光束焊接完全不同的焊缝,提高高反材料焊接的工艺适应性,并满足不同的焊接强度要求。
附图说明
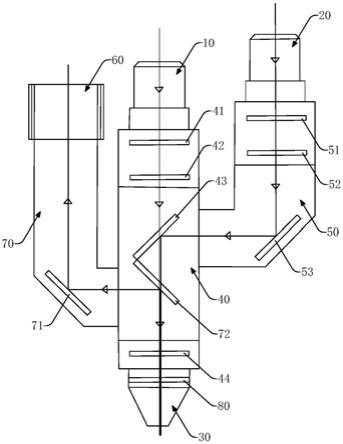
17.图1为本实用新型提供的激光复合焊接头中具体实施例的整体结构示意图。
18.图2为图1所示激光复合焊接头在待焊接物体表面形成焊缝的截面示意图一。
19.图3为图1所示激光复合焊接头在待焊接物体表面形成焊缝的截面示意图二。
20.图4为图1所示激光复合焊接头在待焊接物体表面形成焊缝截面示意图三。
21.图5为图1所示激光复合焊接头在实施例一中形成焊缝的金相图。
22.图6为图1所示激光复合焊接头在实施例二中形成焊缝的金相图。
23.图7为图1所示激光复合焊接头在实施例三中形成焊缝的金相图。
24.其中,10、红外激光接口;20、蓝光激光接口;30、激光出射口;40、第一光路;41、第一准直镜片;42、第一聚焦镜片;43、第一反射镜片;44、第二聚焦镜片;50、第二光路;51、第二准直镜片;52、第三聚焦镜片;53、第二反射镜片;60、视觉反射出口;70、视觉光路;71、第三反射镜片;72、第四反射镜片;80、保护镜片;100、焊缝。
具体实施方式
25.为使本实用新型的目的、技术方案及效果更加清楚、明确,以下参照附图并举实施例对本实用新型进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型,在没有进一步叙述的情况下,一个实施方式中的元件、结构和特征也可以有益地结合到其他实施方式中。
26.请参阅图1,本实用新型提供的激光复合焊接头包括焊接头本体、红外激光接口10、蓝光激光接口20和激光出射口30,焊接头本体内设置有第一光路40和第二光路50,第一光路40分别连通红外激光接口10和激光出射口30,第二光路50分别连通蓝光激光接口20和所述第一光路40。
27.红外激光接口10用于连接红外激光器,并通过光纤接收红外激光器产生的红外激光;蓝光激光接口20用于连接蓝光激光器,并通过光纤接收蓝光激光器产生的蓝色激光。红外激光进入焊接头本体后沿第一光路40前进,蓝光激光进入焊接头本体后沿第二光路50前进并进入第一光路40,红外激光与蓝光激光在第一光路40内以预设功率配比耦合,并从激光出射口30射出至待焊接物体的表面。
28.通常情况下,激光波长越短,金属材料对其吸收率越高;激光能量分布越均匀,处理层一致性越好,因此对于铜、银等红外波段高反材料的焊接,在短波长的蓝色波段下有更高的激光吸收率,且吸收率是红外激光的7-20倍。
29.红外激光在焊接高反材料时熔池本身很不稳定,产生大量飞溅,焊缝质量较差,但在使用蓝光进行焊接时,焊缝表面无飞溅,焊接质量好。但目前蓝光半导体激光功率一般较低,无法对厚度较大的铜片进行有效焊接。通过将蓝光激光和红外激光耦合并进行焊接,蓝光激光可作为热处理热源,进行热导焊接,红外激光进行深熔焊接,二者共同作用下可以在由高反材料制成的待焊接物体的表面产生与单光束焊接完全不同的匙孔。
30.同时,通过调整蓝光激光和红外激光的功率配比,可使二者共同作用的得到的匙孔形状发生改变,最终在待焊接物体的表面得到不同类型的焊缝。
31.请参阅图2,在预设功率配比中,可将蓝光激光的功率选为大于0w且小于等于300w,红外激光的功率选为大于0w且小于等于500w。此时,蓝光激光和红外激光在焊接面上形成的焊缝100的截面呈现“u”型,可以对焊接强度要求较低的产品进行焊接。
32.请参阅图3,在预设功率配比中,可将蓝光激光的功率选为大于300w且小于等于500w,红外激光的功率选为大于500w且小于等于800w。此时,蓝光激光和红外激光在焊接面上形成的焊缝100的截面呈现“v”型,可以对焊接强度要求适中的产品进行焊接。
33.请参阅图4,在预设功率配比中,可将蓝光激光的功率选为大于等于500w且小于等于1000w,红外激光的功率选为大于等于800w且小于等于1500w。此时,蓝光激光和红外激光在焊接面上形成的焊缝100的截面呈现“y”型,可以对焊接强度要求较高的产品进行焊接。
34.因此,通过预先设置合适的红外激光和蓝光激光的功率配比,可改变激光的能量配比,进而改变匙孔的存在模式与熔池的流动方式,提高高反材料焊接的工艺适应性,并通过以上三种焊接形貌满足实际生产中各类产品的不同焊接强度要求。
35.并且,由于焊接速度增大时,形成的焊缝100的截面形状会由两侧向内收缩变小,影响焊接质量。为了在焊接过程中保持形成的焊缝100的质量,激光焊接的速度不宜过快,可将激光焊接速度限制为小于或等于15mm/s。
36.在一些实施例中,请继续参阅图1,第一光路40包括第一准直镜片41、第一聚焦镜片42、第一反射镜片43和第二聚焦镜片44,红外激光接口10、第一准直镜片41、第一聚焦镜片42、第一反射镜片43、第二聚焦镜片44和激光出射口30沿第一方向依次设置,第一反射镜片43与第一方向呈45度夹角,且第一反射镜片43的反射面朝向激光出射口30和第二光路50。
37.第一方向可为图1中的竖直方向,红外激光器产生红外激光后,通过光纤射入红外激光接口10,并通过第一准直镜片41将发散的红外激光转为沿第一方向的平行光束,平行光束通过第一聚焦镜片42聚焦后,穿过第一反射镜片43的透射面至第二聚焦镜片44。第二光路50设置在第一光路40的侧方,第二光路50内的蓝光激光可垂直于第一方向射到第一反
射镜片43的反射面上,并被第一反射镜片43反射后与红外激光耦合,且耦合后的激光经过第二聚焦镜片44聚焦至待焊接物体的表面。
38.在一些实施例中,第二光路50包括第二准直镜片51、第三聚焦镜片52和第二反射镜片53,蓝光激光接口20、第二准直镜片51、第三聚焦镜片52和第二反射镜片53沿第一方向依次设置,第二反射镜片53与第一方向呈45度夹角,且第二反射镜片53的反射面朝向第一反射镜片43和第三聚焦镜片52。
39.蓝光激光器产生蓝光激光后,通过光纤射入蓝光激光接口20,并通过第一准直镜片41将发散的蓝光激光转为沿第一方向的平行光束,平行光束通过第三聚焦镜片52聚焦后,通过第二反射镜片53将蓝光激光沿垂直于第一方向射到第一反射镜片43的反射面上,被第一反射镜片43反射后与红外激光耦合,且耦合后的激光经过第二聚焦镜片44聚焦至待焊接物体表面。
40.在一些实施例中,激光复合焊接头还包括视觉反射出口60,焊接头本体内还设置有视觉光路70,视觉光路70分别连通视觉反射出口60和第一光路40。
41.焊接过程中,待焊接物体表面的反射光可通过激光出射口30射入第一光路40,并通过第一光路40进入视觉光路70,再由视觉反射出口60进入相机镜头中,从而捕获待焊接物体表面的图像信息,进而可提高焊接过程的焊接精度。
42.在一些实施例中,视觉光路70包括第三反射镜片71和第四反射镜片72,视觉反射出口60和第三反射镜片71沿第一方向依次设置,第四反射镜片72设置在第一光路40上,并位于第一反射镜片43和第二聚焦镜片44之间,第三反射镜片71和第四反射镜片72均与第一方向呈45度夹角,第三反射镜片71的反射面朝向视觉反射出口60和第四反射镜片72,第四反射镜片72的反射面朝向第三反射镜片71和激光出射口30。
43.待焊接物体表面的反射光可通过激光出射口30射入第一光路40,穿过第二聚焦镜片44后通过第三反射镜片71的反射面反射到第四反射镜片72的反射面上,再通过第四反射镜片72将反射光沿第一方向反射至视觉反射出口60射出,最后进入相机镜头中。
44.并且,在第二聚焦镜片44与激光出射口30之间设置有保护镜片80。保护镜片80可选用平光镜,并覆盖整个第一光路40的通道,在焊接时可阻挡焊接形成的飞溅物进入第一光路40的内部,从而避免损伤第二聚焦镜片44,提高激光复合焊接头的使用寿命。
45.为了更好地理解本实用新型,以下结合图1-图7,对激光复合焊接头在不同功率配比下的实施例进行说明。
46.实施例采用:1000w半导体蓝光可调激光器,激光波长为450nm,输出功率1000w,光纤纤径330μm,发散角为0.22na;
47.1500w光纤可调激光器,激光波长1070nm,输出功率1500w,发散角为0.22na;
48.以及上述激光复合焊接头。
49.实施例一
50.采用两片0.5mm厚的紫铜片进行拼焊,在焊接之前使用酒精擦拭待焊样品表面,以清除表面油污与灰尘,擦净后将样品表面烘干待焊。将样品置于夹具中压紧,使焊接部位贴合紧密、连接处无缝隙存在。焊接时将夹具放在焊接工作台上,工作台移动,激光复合焊接头持续出光进行焊接。本实施例中蓝光激光器功率为100w,红外激光器功率为500w,焊接速度为15mm/s,样品置于复合激光焦点处进行焊接,将焊后样品取样,进行金相实验,如图5所
示,所得焊缝100的截面形貌呈现出“u”型,即热传导焊接的典型匙孔形状。这是由于在本实施例选择的功率配比下,焊接时蓝光的功率比例较低,样品吸收的红外激光较少,无法进行有效的深熔焊接。
51.实施例二
52.采用两片0.5mm厚的紫铜片进行拼焊,在焊接之前使用酒精擦拭待焊样品表面,以清除表面油污与灰尘,擦净后将样品表面烘干待焊。将样品置于夹具中压紧,使焊接部位贴合紧密、连接处无缝隙存在。焊接时将夹具放在焊接工作台上,工作台移动,激光复合焊接头持续出光进行焊接。本实施例中蓝光激光器功率为400w,红外激光器功率为700w,焊接速度为15mm/s,样品置于复合激光焦点处进行焊接,将焊后样品取样,进行金相实验,如图6所示,所得焊缝100的截面形貌呈现出“v”型,上部熔池熔宽较大,随着深度的增加,熔宽发生均匀的减小。在本实施例选择的功率配比下,蓝光激光和红外激光的匙孔形状相互影响,从而形成了图中所致的“v”型形貌。
53.实施例三
54.采用两片0.5mm厚的紫铜片进行拼焊,在焊接之前使用酒精擦拭待焊样品表面,以清除表面油污与灰尘,擦净后将样品表面烘干待焊。将样品置于夹具中压紧,使焊接部位贴合紧密、连接处无缝隙存在。焊接时将夹具放在焊接工作台上,工作台移动,激光复合焊接头持续出光进行焊接。本实施例中蓝光激光器功率为1000w,红外激光器功率为1500w,焊接速度为15mm/s,样品置于复合激光焦点-1mm处进行焊接,将焊后样品取样,进行金相实验,如图7所示,所得焊缝100的截面形貌整体呈现出“y”型,上部熔池熔宽较大,呈现出热传导焊接的典型匙孔形状,而下部熔池的熔宽则发生了明显的减小,呈现出深熔焊接的典型匙孔形状。在本实施例选择的功率配比下,蓝光激光和红外激光的两种匙孔形状叠加出现,从而形成了图中所致的“y”型形貌。
55.可以理解的是,对本领域普通技术人员来说,可以根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,而所有这些改变或替换都应属于本实用新型所附的权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1