一种通用平板落料模具的制作方法
1.本实用新型涉及一种落料模具,特别涉及一种通用平板落料模具。
背景技术:
2.落料工序是把所需材料从板类母材上分离出来。不同规格的落料件,需要对应地制造一套落料模具。每切换一个板料,就要更换相应的落料模具,互换性差。切换模具过程中浪费时间;频繁切换模具,生产效率低。多个落料模具,浪费场地,占用资源。
3.申请公布号为cn112916701a的《一种自动落料传送模具》揭示了一种自动落料传送模具,该模具包括基座,基座的顶端四角处设置有导杆。由此可知,该模具的导杆虽然可以对板料进行导向,但是导杆固定在基座不可调整,不同规格的落料件需要切换不同的模具。
技术实现要素:
4.本实用新型要解决的技术问题是:提供一种通用平板落料模具,以解决不同规格的落料件需要切换模具的问题。
5.解决上述技术问题的技术方案是:一种通用平板落料模具,包括上模、下模以及导向机构,上模包括上模座、上模剪切组件,下模包括下模座、下模剪切组件,下模还包括可调送料组件;可调送料组件包括送料板、多个送料机构、多个定位导向机构;送料板固定连接在下模座的一侧;多个送料机构沿板料进给方向布置在送料板上端面,用于板料进给方向的输送;多个定位导向机构安装在送料板上端面,多个定位导向机构分别位于送料机构两侧,多个定位导向机构通过调整其在送料板上的安装位置,用于适配不同宽度的板料。
6.本实用新型的进一步技术方案是:所述送料机构包括送料滑轮、送料滑轮座,送料滑轮座沿板料进给方向固定安装在送料板上端面,送料滑轮安装在送料滑轮座内。
7.本实用新型的再进一步技术方案是:所述送料板上开有多道与板料进给方向垂直的调整槽,该调整槽对称布置在送料滑轮座两侧;所述定位导向机构包括定位导向轮、连接块ⅰ、连接块ⅱ,连接块ⅰ位于送料板上端面,该连接块ⅰ的两端通过螺栓分别穿过两道调整槽与连接块ⅱ固定连接,定位导向轮竖直安装在连接块ⅰ上端面,用于板料的定位和进给方向的导向。
8.本实用新型的再进一步技术方案是:所述调整槽包括长槽、短槽;所述送料滑轮座通过长槽固定安装在送料板上端面,送料滑轮座两侧的长槽与短槽相邻布置;所述连接块ⅰ的一端通过螺栓穿过长槽、另一端通过螺栓穿过相邻短槽与连接块ⅱ固定连接;短槽的长度a为~mm。
9.本实用新型的再进一步技术方案是:所述的上模剪切组件包括上刀块、压料板;下模剪切组件包括下刀块;下刀块安装在下模座上端面,上模座安装有与下刀块位置相互对应的具有弹性的压料板;上刀块安装在上模座下端面,该上刀块一侧紧靠压料板且上刀块低于压料板,剪切时压料板与下刀块上下先压紧板料,上刀块与压料板贴合的一侧靠近下
刀块侧面。
10.本实用新型的再进一步技术方案是:所述导向机构包括多个导柱、多个导套,多个导柱安装在下模座上端面,多个导套安装在上模座下端面且与导柱的位置相互对应。
11.本实用新型的再进一步技术方案是:所述下模座的上端面、上模座的下端面还安装有位置相互对应的多个限位柱。
12.本实用新型的再进一步技术方案是:所述上模座、下模座还安装有背托ⅰ、背托ⅱ、多个吊耳;背托ⅰ安装在下模座上端面,该背托ⅰ紧靠下刀块靠近送料板一侧;所述背托ⅱ安装在上模座下端面,该背托ⅱ紧靠上刀块相对于压料板另一侧;多个吊耳分别安装在上模座、下模座外侧面。
13.由于采用上述结构,本实用新型之一种通用平板落料模具与现有技术相比,具有以下有益效果:
14.1.剪切不同的板料无需切换模具
15.由于本实用新型包括上模、下模以及导向机构,上模包括上模座、上模剪切组件,下模包括下模座、下模剪切组件,下模还包括可调送料组件;可调送料组件包括送料板、多个送料机构、多个定位导向机构;送料板固定连接在下模座的一侧;多个送料机构沿板料进给方向布置在送料板上端面,用于板料进给方向的输送;多个定位导向机构安装在送料板上端面,多个定位导向机构分别位于送料机构两侧,多个定位导向机构通过调整其在送料板上的安装位置,用于适配不同宽度的板料。当切换不同规格板料时,可调整多个定位导向机构在送料板上的安装位置,用于适配不同宽度的板料,因此,当剪切不同的板料时,无需切换模具。
16.2.生产效率高
17.本实用新型可调整多个定位导向机构在送料板安装的位置以适配板料宽度,无需切换模具,因此,节省了装模的时间,生产效率高。
18.3.可降低制造成本
19.由于本实用新型可调整多个定位导向机构在送料板安装的位置以适配板料宽度,无需切换模具,降低了制造模具的成本。
20.4.适用范围广
21.由于本实用新型的短槽的长度a为0~200mm,连接块ⅰ的一端通过螺栓穿过长槽、另一端通过螺栓穿过短槽与连接块ⅱ固定连接。定位导向机构可沿着调整槽调整其在送料板的安装位置,以适配多种规格的板料,因此,适用范围广。
22.5.导向精准
23.由于本实用新型还包括导向机构,该导向机构包括多个导柱、多个导套,多个导柱安装在下模座上端面,多个导套安装在上模座下端面且与导柱的位置相互对应。因此,通过导柱与导套之间的配合,剪切时导向精准。
24.下面,结合附图和实施例对本实用新型之一种通用平板落料模具的技术特征作进一步的说明。
附图说明
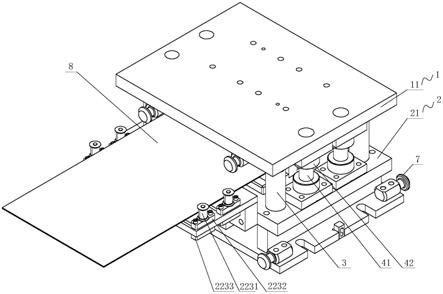
25.图1:本实用新型之一种通用平板落料模具的结构示意图,
26.图2:本实用新型之一种通用平板落料模具下模的结构示意图,
27.图3:本实用新型之一种通用平板落料模具上模下压时上模的结构示意图,
28.图4:图1的右视图,
29.图5:本实用新型之一种通用平板落料模具剪切时的结构示意图(板料8未示出)。
30.在上述附图中,各附图标记说明如下:
31.1-上模,11-上模座,12-上模剪切组件,121-上刀块,122-压料板,
32.2-下模,21-下模座,
33.22-可调送料组件,
34.221-送料板,2211-调整槽,22111-长槽、22112-短槽,
35.222-送料机构,2221-送料滑轮,2222-送料滑轮座,
36.223-定位导向机构,2231-定位导向轮,2232-连接块ⅰ,2233-连接块ⅱ,a-长度,
37.23-下模剪切组件,231-下刀块,
38.3-限位柱,4-导向机构,41-导柱,42-导套,
39.5-背托ⅰ,6-背托ⅱ,7-吊耳,8-板料。
具体实施方式
40.实施例一:一种通用平板落料模具,如图1至图3所示,包括上模1、下模2、导向机构4、背托ⅰ5、背托ⅱ6、八个吊耳7,上模1包括上模座11、上模剪切组件12,下模2包括下模座21、可调送料组件22、下模剪切组件23。
41.所述可调送料组件22包括送料板221、两个送料机构222、四个定位导向机构223。送料板221固定连接在下模座21的一侧。两个送料机构222包括送料滑轮2221、送料滑轮座2222,送料滑轮座2222沿板料8进给方向固定安装在送料板221上端面,送料滑轮2221安装在送料滑轮座2222内。送料板221开有与板料8进给方向垂直的八道调整槽2211,该调整槽2211对称布置在送料滑轮座2222两侧,所述八道调整槽2211包括四道长槽22111、四道短槽22112。所述送料滑轮座2222通过长槽22111固定安装在送料板221上端面,送料滑轮座2222通过长槽22111调节在送料板221上端面的安装位置,送料滑轮座2222两侧的长槽22111与短槽22112相邻布置。所述连接块ⅰ2232的一端通过螺栓穿过长槽22111、另一端通过螺栓穿过短槽22112与连接块ⅱ2233固定连接,定位导向机构223通过长槽22111、短槽22112调节。短槽22111的长度a为200mm。四个定位导向机构223通过调整其在送料板221上的安装位置,用于适配不同宽度的板料8。
42.所述定位导向机构223包括定位导向轮2231、连接块ⅰ2232、连接块ⅱ2233,连接块ⅰ2232位于送料板221上端面,该连接块ⅰ2232的两端通过螺栓分别穿过两道调整槽2211与连接块ⅱ2233固定连接。定位导向轮2231竖直安装在连接块ⅰ2232上端面,用于板料8的定位和进给方向的导向。
43.通过调整定位导向机构223在送料板221上的安装位置,从而使位于送料滑轮座2222两侧的定位导向轮2231的距离可适配其他宽度的板料8。
44.如图4和图5所示,所述的上模剪切组件12包括上刀块121、压料板122;下模剪切组件23包括下刀块231;下刀块231安装在下模座21上端面,上模座11安装有与下刀块231位置相互对应的压料板122,该压料板122的材质为聚氨酯片;上刀块121安装在上模座11上,该
上刀块121一侧紧靠压料板122且上刀块121低于压料板122,剪切时压料板122与下刀块231上下先压紧板料8,上刀块121与压料板122贴合的一侧靠近下刀块231侧面。剪切时,压料板122受到下刀块231压力会压缩变形,此时上刀块121就会高于压料板122,上刀块121侧面与下刀块231侧面交错实现剪切,上刀块121侧面与下刀块231侧面的贴合面存在一定间隙,该间隙为0.08mm。
45.所述导向机构4包括四个导柱41、四个导套42,四个导柱41安装在下模座21上端面,四个导套42安装在上模座11下端面且与导柱41的位置相互对应。
46.所述下模座21的上端面、上模座11的下端面还安装有位置相互对应的四个限位柱3。
47.所述背托ⅰ5安装在下模座21上端面,该背托ⅰ5紧靠下刀块231靠近送料板221一侧。所述背托ⅱ6安装在上模座11下端面,该背托ⅱ6紧靠上刀块121相对于压料板122另一侧。八个吊耳7分别安装在上模座11、下模座21外侧面。
48.作为本实施例的另一种变换,所述调整槽2211的长度a为50,...,100,...,150,...200mm。
49.作为本实施例的另一种变换,所述定位导向机构223还可有两个或六个,所述调整槽2211还可有四道或十二道。
50.作为本实施例的另一种变换,所述调整槽2211还可为相邻的两道调整槽2211远离送料滑轮座2222一端相互联结,组成u型调整槽。
51.作为本实施例的另一种变换,所述上刀块121侧面与下刀块231侧面的贴合面存在一定间隙,该间隙还可为0.08,...,0.09,...,0.1mm。
52.作为本实施例的另一种变换,所述送料机构222还可有一个或三个。
53.工作过程:将板料8沿定位导向轮2231向下刀块231送料,达到想要的长度尺寸后,上模座11向下,在导向机构4的导向下,压料板122与下刀块231上下压紧板料8,上刀块121与下刀块231冲裁断板料8,然后再往前送料,依次重复。当需要剪切另一种规格的板料8时,调整定位导向轮2231在送料板221上的位置,使得位于送料滑轮2221两侧的两个定位导向机构223之间的距离与板料8宽度适配即可。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1