一种用于汽车模具的强力自动化气缸夹钳的制作方法
1.本实用新型涉及一种用于汽车模具的强力自动化气缸夹钳。
背景技术:
2.传统对模具的生产在每道工序中需要配有两至四名工人来将零件从这一工序搬到下一工序,人手在相邻二道工序中移送零件的操作方式不但具有生产效率低、费时和费力等不足,其还导致工人的劳动强度大和企业的劳务成本高,其不符合自动化生产的需要。后来,为了满足自动化生产的要求,市面上出现了一些专用的机械手来夹取或吸附零件,而此类专用的机械手有夹指气缸和吸盘等,但此类的机械手虽然实现能夹持或吸附零件,但由于其的结构问题导致其的夹持力和吸附力是有限的,其只能适合对重量较轻的零件使用,其具有使用局限性大、通用性差和无法满足各种不同加工要求的不足。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种用于汽车模具的强力自动化气缸夹钳,其整体的结构设计实现了自动夹持工件或产品及自动移送工件或产品,且其的整个操作过程无需人工参与操作,其具有能降低工人的劳动强度、降低企业的劳务成本、生产效率高、使用方便、省时、省力、通用性强和自动化程度高等优点,其为生产提供了大大的便利性,并有效地解决了目前的机械手如夹指气缸的结构导致其具有夹持力不足、使用局限性大、通用性差和无法满足各种不同加工要求的问题。本实用新型是通过以下技术方案来实现的:
4.一种用于汽车模具的强力自动化气缸夹钳,包括第一夹钳支架和第二夹钳支架,且第一夹钳支架与第二夹钳支架为轴对称分布,第一夹钳支架与第二夹钳支架的下面均设置有y向直线模组,y向直线模组的下面设置有x向直线模组;第一夹钳支架的上面设置有第一夹钳机构,第二夹钳支架的上面设置有第二夹钳机构,且第一夹钳机构与第二夹钳机构也设置为轴对称分布。y向直线模组和x向直线模组可采用但不局限于同步带型直线模组,每组直线模组的一侧均设置有用于驱动其移动的电机,而y向直线模组和x向直线模组的具体组成结构已是公知常识,此处不再详细解释。第一夹钳支架和第二夹钳支架均是其的功能性描述,其实质上均是支架。
5.采用上述的技术方案时,第一夹钳机构与第二夹钳机构分别通过其下面的y向直线模组能进行纵向移动,由于y向直线模组通过x向直线模组能进行横向移动,第一夹钳机构与第二夹钳机构分别在位于其下面的x向直线模组也能进行横向移动,即第一夹钳机构与第二夹钳机构分别在位于其下方的y向直线模组和x向直线模组的共同驱动下既能实现纵向移动,又能实现横向移动。
6.作为优选,第一夹钳机构包括第一夹钳托板,第一夹钳托板的上面设置有第一气缸,第一气缸连接有能往其内通入不同气压的第一气管,第一夹钳托板一端的上面设置有第一气缸安装座,第一夹钳托板另一端的上面设置有第一夹钳安装座,第一气缸的一端与第一气缸安装座连接组装设置有第一转轴,第一气缸的另一端设置有第一上夹钳,第一夹
钳安装座的一侧设置有第一下夹钳,第一上夹钳与第一下夹钳构成第一夹钳,第一上夹钳与第一气缸的连接设置有第二转轴,且第二转轴的两端分别与第一夹钳安装座的两侧连接安装。
7.采用上述的技术方案时,当第一夹钳机构中的第一气管启动作伸长运动时能驱动与之连接的第一上夹钳向下与第一下夹钳作合拢运动或闭合运动,从而实现能夹紧工件或产品;当第一夹钳机构中的第一气管启动作收缩运动时能驱动与之连接的第一上夹钳向上与第一下夹钳作打开运动,从而实现能松开对工件或产品的夹持。其又通过将第一气缸外接有第一气管,当第一气管通入第一气缸内的气压越大时,第一气缸驱动第一上夹钳与第一下夹钳之间的夹持力就越大,即第一夹钳的夹持力就越大。其实现了通过调节第一气管通入第一气缸内的气压大小便可调节第一夹钳的夹持力大小,以实现其通用性强和满足各种不同规格、不同重量的工件或产品的加工要求。
8.作为优选,第一气缸与第一气管的连接处设置有气嘴接头,而第二气缸与第二气管的连接处也设置有气嘴接头,但不以此为局限。
9.作为优选,第二夹钳机构包括第二夹钳托板,第二夹钳托板的上面设置有第二气缸,第二气缸连接有能往其内通入不同气压的第二气管,第二夹钳托板一端的上面设置有第二气缸安装座,第二夹钳托板另一端的上面设置有第二夹钳安装座,第二气缸的一端与第二气缸安装座连接组装设置有第三转轴,第二气缸的另一端设置有第二上夹钳,第二夹钳安装座的一侧设置有第二下夹钳,第二上夹钳与第二下夹钳构成第二夹钳,第二上夹钳与第二气缸的连接设置有第四转轴,且第四转轴的两端分别与第二夹钳安装座的两侧连接安装。
10.采用上述的技术方案时,当第二夹钳机构中的第二气管启动作伸长运动时能驱动与之连接的第二上夹钳向下与第二下夹钳作合拢运动或闭合运动,从而实现能夹紧工件或产品;当第二夹钳机构中的第二气管启动作收缩运动时能驱动与之连接的第二上夹钳向上与第二下夹钳作打开运动,从而实现能松开对工件或产品的夹持。其又通过将第二气缸外接有第二气管,当第二气管通入第二气缸内的气压越大时,第二气缸驱动第二上夹钳与第二下夹钳之间的夹持力就越大,即第二夹钳的夹持力就越大。其实现了通过调节第二气管通入第二气缸内的气压大小便可调节第二夹钳的夹持力大小,以实现其通用性强和满足各种不同规格、不同重量的工件或产品的加工要求。
11.作为优选,第一夹钳托板和第二夹钳托板均是对其的功能性描述,其实质上均是托板。第一气缸安装座、第二气缸安装座、第一夹钳安装座和第二夹钳安装座均是对其的功能性描述,其实质上均是安装座。第一上夹钳、第一下夹钳、第二上夹钳和第二下夹钳均是对其的功能性描述,其实质上均是夹钳。
12.作为优选,第一气缸安装座左视时或右视时呈顺时针旋转90度的“t”字型设置。
13.采用上述的技术方案时,呈顺时针旋转90度的“t”字型设置的第一气缸安装座能与第一气缸的端部形状相匹配,以便于与第一气缸进行组装,同时,不影响第一气缸的运作。
14.作为优选,第一夹钳安装座左视时或右视时呈“凹”字型设置。
15.采用上述的技术方案时,呈“凹”字型设置的第一夹钳安装座能与第一气缸前端的形状相匹配,以便于共同与第一上夹钳和第一气缸的前端进行组装,同时,不影响第一气缸
和第一上夹钳的运作。
16.作为优选,第二气缸安装座左视时或右视时呈顺时针旋转90度的“t”字型设置。
17.采用上述的技术方案时,呈顺时针旋转90度的“t”字型设置的第二气缸安装座能与第二气缸的端部形状相匹配,以便于与第二气缸进行组装,同时,不影响第二气缸的运作。
18.作为优选,第二夹钳安装座左视时或右视时呈“凹”字型设置。
19.采用上述的技术方案时,呈“凹”字型设置的第二夹钳安装座能与第二气缸前端的形状相匹配,以便于共同与第二上夹钳和第二气缸的前端进行组装,同时,不影响第二气缸和第二上夹钳的运作。
20.本实用新型的有益效果为:1、其通过分别对第一夹钳机构和第二夹钳机构的结构进行设计,并将第一气缸和第二气缸分别外接有能往其内通入不同气压的气管,当第一气管通入第一气缸内的气压越大时,第一气缸驱动与之连接的第一上夹钳与第一下夹钳之间的夹持力就越大;当第一气管通入第一气缸内的气压越小时,第一气缸驱动与之连接的第一上夹钳与第一下夹钳之间的夹持力就越小;同理,当第二气管通入第二气缸内的气压越大时,第二气缸驱动与之连接的第二上夹钳与第二下夹钳之间的夹持力就越大;当第二气管通入第二气缸内的气压越小时,第二气缸驱动与之连接的第二上夹钳与第二下夹钳之间的夹持力就越小,使其实现能根据生产加工的需要只要调节第一气管通入第一气缸内的气压大小便可控制第一夹钳的夹持力大小,及只要调节第二气管通入第二气缸内的气压大小便可控制第二夹钳的夹持力大小,以解决目前结构的机械手夹持力不足的弊端。
21.2、其整体的结构设计实现了自动夹持工件或产品及自动移送工件或产品,且其的整个操作过程无需人工参与操作,其具有能降低工人的劳动强度、降低企业的劳务成本、生产效率高、使用方便、省时、省力、通用性强和自动化程度高等优点,其为生产提供了大大的便利性,并有效地解决了目前的机械手如夹指气缸的结构导致其具有夹持力有限、使用局限性大、通用性差和无法满足各种不同加工要求的问题。
附图说明
22.为了易于说明,本实用新型由下述的较佳实施例及附图作以详细描述。
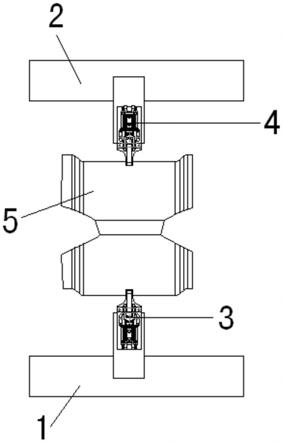
23.图1为本实用新型的一种用于汽车模具的强力自动化气缸夹钳的俯视图。
24.图2为本实用新型的一种用于汽车模具的强力自动化气缸夹钳中的第一夹钳机构的立体图。
25.图3为本实用新型的一种用于汽车模具的强力自动化气缸夹钳中的第二夹钳机构的主视图。
具体实施方式
26.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳实施方式。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本实用新型的公开内容理解的更加透彻全面。
27.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领
域的技术人员通常理解的含义相同。
28.本实施例中,参照图1至图3所示,本实用新型的一种用于汽车模具的强力自动化气缸夹钳,包括第一夹钳支架1和第二夹钳支架2,且第一夹钳支架1与第二夹钳支架2为轴对称分布,第一夹钳支架1与第二夹钳支架2的下面均设置有y向直线模组,y向直线模组的下面设置有x向直线模组;第一夹钳支架1的上面设置有第一夹钳机构3,第二夹钳支架2的上面设置有第二夹钳机构4,且第一夹钳机构3与第二夹钳机构4也设置为轴对称分布。
29.在其中一实施例中,第一夹钳机构3包括第一夹钳托板31,第一夹钳托板31的上面设置有第一气缸32,第一气缸32连接有第一气管,第一夹钳托板31一端的上面设置有第一气缸安装座33,第一夹钳托板31另一端的上面设置有第一夹钳安装座34,第一气缸32的一端与第一气缸安装座33连接组装设置有第一转轴35,第一气缸32的另一端设置有第一上夹钳36,第一夹钳安装座34的一侧设置有第一下夹钳37,第一上夹钳36与第一下夹钳37构成第一夹钳,第一上夹钳36与第一气缸32的连接设置有第二转轴38,且第二转轴38的两端分别与第一夹钳安装座34的两侧连接安装。
30.在其中一实施例中,第二夹钳机构4包括第二夹钳托板41,第二夹钳托板41的上面设置有第二气缸42,第二气缸42连接有第二气管,第二夹钳托板41一端的上面设置有第二气缸安装座43,第二夹钳托板41另一端的上面设置有第二夹钳安装座44,第二气缸42的一端与第二气缸安装座43连接组装设置有第三转轴45,第二气缸42的另一端设置有第二上夹钳46,第二夹钳安装座44的一侧设置有第二下夹钳47,第二上夹钳46与第二下夹钳47构成第二夹钳,第二上夹钳46与第二气缸42的连接设置有第四转轴48,且第四转轴48的两端分别与第二夹钳安装座44的两侧连接安装。
31.在其中一实施例中,第一气缸安装座33左视时或右视时呈顺时针旋转90度的“t”字型设置。
32.在其中一实施例中,第一夹钳安装座34左视时或右视时呈“凹”字型设置。
33.在其中一实施例中,第二气缸安装座43左视时或右视时呈顺时针旋转90度的“t”字型设置。
34.在其中一实施例中,第二夹钳安装座44左视时或右视时呈“凹”字型设置。
35.在其中一实施例中,该用于汽车模具的强力自动化气缸夹钳的结构设计原理为:首先将工件或产品5放置在第一夹钳与第二夹钳之间,第一夹钳与第二夹钳分别通过位于其下方的y向直线模组能向工件或产品5的方向移动,待第一夹钳与第二夹钳分别移送至靠近工件或产品5的两端时,当第一上夹钳36在与之连接的第一气缸32的驱动下先后作打开运动和闭合运动时能夹紧工件或产品5的一端时,第二上夹钳46在与之连接的第二气缸42的驱动下也先后作打开运动和闭合运动时能夹紧工件或产品5的另一端,此时,工件或产品5的两端分别被第一夹钳与第二夹钳夹紧;为了能克服了传统的机械手夹持力不足的弊端,其通过将第一气缸32连接有第一气管及将第二气缸42连接有第二气管,当第一气管通入第一气缸32内的气压越大时,第一气缸32驱动与之连接的第一上夹钳36与第一下夹钳37之间的夹持力就越大;当第一气管通入第一气缸32内的气压越小时,第一气缸32驱动与之连接的第一上夹钳36与第一下夹钳37之间的夹持力就越小;同理,当第二气管通入第二气缸42内的气压越大时,第二气缸42驱动与之连接的第二上夹钳46与第二下夹钳47之间的夹持力就越大;当第二气管通入第二气缸42内的气压越小时,第二气缸42驱动与之连接的第二上
夹钳46与第二下夹钳47之间的夹持力就越小,使其实现能根据生产加工的需要只要控制第一气管通入第一气缸32内的气压大小便可控制第一夹钳的夹持力大小,及只要控制第二气管通入第二气缸42内的气压大小便可控制第二夹钳的夹持力大小。最后,第一夹钳与第二夹钳分别在位于其下方的x向直线模组的驱动下能将被夹紧的工件或产品5往下一工位移送,其整体的结构设计实现了自动夹持工件或产品5及自动移送工件或产品5,且其的整个操作过程无需人工参与操作,其具有能降低工人的劳动强度、降低企业的劳务成本、生产效率高、使用方便、省时、省力、通用性强和自动化程度高等优点,并有效地解决了目前如夹指气缸此类的机械手结构导致其具有夹持力有限、使用局限性大、通用性差和无法满足各种不同加工要求的问题。
36.上述实施例,只是本实用新型的一个实例,并不是用来限制本实用新型的实施与权利范围,凡与本实用新型权利要求所述原理和基本结构相同或等同的,均在本实用新型保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1