一种龙门自动排焊装置的制作方法
1.本实用新型涉及焊接装置技术领域,特别涉及一种龙门自动排焊装置。
背景技术:
2.焊接也称作熔接、镕接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术,焊接过程中,工件和焊料熔化形成熔融区域,熔池冷却凝固后便形成材料之间的连接。这一过程中,通常还需要施加压力。焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。
3.焊接机的种类很多,有单点单功能、单点双功能、单点多功能。还有两点、三点、四点乃至六点焊机及四角焊机等。不同种类的焊接机所具有的焊接功能和工作效率也不同。
4.目前大多数的焊接机自动化程度不高,需要人工进行上下料,手动操作焊接机进行焊接,焊接过程中产生的电光会对工人眼睛造成危害,高温的焊接环境引起工人不适甚至烧伤,在高温燃烧情况下产生的烟尘中含有二氧化锰、氮氧化物、氟化物、臭氧等,对人体造成危害。
5.因此目前亟需一种自动化程度高,可焊接较重的大件焊件的焊接装置。
技术实现要素:
6.针对现有技术存在的不足,本实用新型提供一种龙门自动排焊装置,以解决背景技术中存在的问题。
7.本实用新型为实现上述目的采用的技术方案是:一种龙门自动排焊装置,包括机架,还包括设于机架上端用于运送焊件的胎具机构,与胎具机构下端面连接为胎具机构提供动力的输送机构,用于对焊件进行焊接的龙门排焊机构,用于将胎具机构升高的举升机构,以及设于举升机构上部用于下料的下料机构。
8.进一步的,
9.所述机架包括框架本体,设于框架本体下端的支撑柱,所述框架本体的宽度方向的两侧上设有机架滑轨。
10.进一步的,
11.所述胎具机构设有两组,包括工件框,设于工件框下端面并与机架滑轨相配合的滑轮,若干组设于工件框上端面长度方向的宽度调整机构,设于宽度调整机构上的夹紧机构,所述工件框宽度方向的两侧还设有若干用于与举升机构相配合的定位块,所述工件框长度方向的两侧设有用于与输送机构相配合的光轴;
12.优选的,所述宽度调整机构包括固定于工件框宽度方向的调整框,设于调整框上的两个固定板,其中任一固定板的中心处设有调整板;
13.优选的,所述夹紧机构包括分别设于一固定板和另一固定板上调整板的两个气动夹,所述调整板上间隔设有若干螺孔,所述气动夹通过螺栓调整与调整板的连接位置,所述两个气动夹相对设置,用于共同夹紧焊件。
14.进一步的,
15.所述输送机构设有两组,分别设于机架的两端,用于带动两个胎具机构同时运行;
16.优选的,所述输送机构包括固定于机架上的第一电机,与第一电机的输出端连接的输送皮带,所述输送皮带的另一端与固定于机架上的输送固定轮连接,所述输送皮带的两侧还设有固定于机架上的输送滑轨,每个所述输送滑轨上均设有输送滑块,两个所述输送滑块和输送皮带上共同固定有气缸架,所述气缸架上设有输送气缸,所述输送气缸的伸缩端固定有连接爪,所述连接爪用于与所述光轴连接。
17.进一步的,
18.所述举升机构包括设于机架两侧的举升架,设于举升架的底板上的举升气缸,与举升架滑动连接且与举升气缸的输出端固定连接的举升板,若干个固定于举升板上的固定气缸,两侧所述举升架上的固定气缸的伸缩端相对设置,所述固定气缸的数量和位置与定位块相匹配。
19.进一步的,
20.所述龙门排焊机构包括设于机架两侧及上端的龙门架,固定于龙门架上的上电极组件和设于机架上的下电极组件;
21.优选的,所述上电极组件包括固定于龙门架上的机头,所述机头上设有上电极气缸,所述上电极气缸的输出端连接有上电极,所述上电极通过导杆与机头滑动连接,所述上电极上还连接有电磁换向阀;
22.优选的,所述下电极组件包括固定于机架上的下电极气缸,固定于下电极气缸输出端的下电极;
23.优选的,所述上电极与下电极相对设置。
24.进一步的,
25.所述下料机构包括设于机架上部的支撑架,设于支撑架上的下料电机,所述下料电机的输出端连接有转轴,所述转轴的另一端与固定于支撑架上的第一下料固定轮连接,所述转轴通过转轴座与支撑架连接,所述转轴的放置方向与机架的长度方向相同;
26.优选的,所述下料电机输出端和第一下料轮上均连接有下料皮带,所述下料皮带的另一端与固定于支撑架上的第二下料固定轮连接,所述两个下料皮带的设置方向均与转轴的方向垂直;
27.优选的,所述两个下料皮带下方的支撑架上均设有下料滑轨,所述下料滑轨上滑动连接有下料滑块,两个下料滑轨上的所述下料滑块共同固定连接有滑动架,所述两侧的下料滑块还分别与两个下料皮带固定连接。
28.进一步的,
29.所述滑动架上固定有主升降架和辅升降架;
30.优选的,所述主升降架包括固定于滑动架上的主升降固定板,贯穿主升降固定板的升降柱,固定于主升降架上的升降电机,所述升降柱上纵向固定有齿条,所述升降电机的输出端设有与齿条相匹配的齿轮,所述升降柱与主升降固定板之间通过滑块组件滑动连接;
31.优选的,所述辅升降架包括固定于滑动架上的辅升降固定板,贯穿辅升降固定板的升降杆;
32.优选的,所述升降柱和升降杆的下端共同固定有下料架,所述下料架的下端面分布有若干电磁铁。
33.本实用新型一种龙门自动排焊装置的有益效果是:
34.本实用新型设有两套输送机构和两套胎具机构,两套机构可以同时运行,使一个焊件在装夹上料的同时,另一个焊件进行焊接,节约上料时间,提高工作效率,龙门排焊机和下料机构的设置使整个设备自动化程度高,实现自动化焊接,节约人工成本,提高工作环境的舒适性和安全性。
附图说明
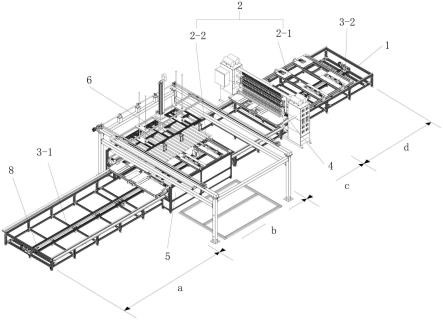
35.图1为本实用新型实施例的立体结构示意图;
36.图2为本实用新型实施例的主视结构示意图;
37.图3为本实用新型实施例的俯视结构示意图;
38.图4为本实用新型实施例的侧视结构示意图;
39.图5为本实用新型实施例焊接排空区的结构示意图;
40.图6为本实用新型实施例下料区的结构示意图;
41.图7为本实用新型实施例输送机构的结构示意图;
42.图8为本实用新型实施例龙门排焊机构的结构示意图;
43.图9为本实用新型实施例举升机构的俯视结构示意图;
44.图10为本实用新型实施例举升机构的侧视结构示意图;
45.图11为本实用新型实施例主举升架的结构示意图;
46.附图中各部件标记如下:
47.机架1,框架本体11,支撑柱12,机架滑轨13,
48.胎具机构2,工件框21,滑轮22,定位块25,光轴26,
49.输送机构3,第一电机31,输送皮带32,输送固定轮33,输送滑轨34,输送滑块35,气缸架36,输送气缸37,连接爪38,
50.宽度调整机构23,调整框231,固定板232,调整板233,
51.夹紧机构24,气动夹241,
52.龙门排焊机构4,龙门架41,
53.上电极组件42,机头421,上电极气缸422,上电极423,导杆424,电磁换向阀425
54.下电极组件43,下电极气缸431,下电极432,
55.举升机构5,举升架51,举升气缸52,举升板53,固定气缸54,
56.下料机构6,支撑架61,下料电机62,转轴63,第一下料固定轮64,转轴座65,下料皮带66,第二下料固定轮67,下料滑轨68,下料滑块69,滑动架70,下料架73,电磁铁74,拖链75,
57.主升降架71,主升降固定板711,升降柱712,升降电机713,齿条714,齿轮715,
58.辅升降架72,辅升降固定板721,升降杆722,
59.电机关闭开关8,
60.上料工位a,下料工位b,焊接工位c,焊接排空位区d,
61.胎具机构一2-1,输送机构一3-1,胎具机构二2-2,输送机构二3-2。
具体实施方式
62.下面结合附图及具体实施例对本实用新型做进一步详细说明;
63.实施例1:
64.如图1-11所示的一种龙门自动排焊装置,
65.包括机架1,还包括设于机架1上端用于运送焊件的胎具机构2,与胎具机构2下端面连接为胎具机构2提供动力的输送机构3,用于对焊件进行焊接的龙门排焊机构4,用于将胎具机构2升高的举升机构5,以及设于举升机构5上部用于下料的下料机构6。
66.所述机架1包括框架本体11,设于框架本体11下端的支撑柱12,所述框架本体11的宽度方向的两侧上设有机架滑轨13,机架滑轨13用于支撑胎具机构2在机架1长度方向上运行。
67.所述胎具机构2设有两组,包括工件框21,设于工件框21下端面并与机架滑轨13相配合的滑轮22,若干组设于工件框21上端面长度方向的宽度调整机构23,设于宽度调整机构23上的夹紧机构24,所述工件框21宽度方向的两侧还设有若干用于与举升机构5相配合的定位块25,举升机构5通过插入定位块25内部将胎具机构2固定,举升后,胎具机构2脱离机架滑轨13,升高至高位,所述工件框21长度方向的两侧设有用于与输送机构3相配合的光轴26,两个输送机构3分别通过与光轴26的连接,拉动胎具机构2运行。
68.所述输送机构3设有两组,分别设于机架1的两端,用于带动两个胎具机构2同时运行;
69.所述输送机构3包括固定于机架1上的第一电机31,与第一电机31的输出端连接的输送皮带32,所述输送皮带32的另一端与固定于机架1上的输送固定轮33连接,所述输送皮带32的两侧还设有固定于机架上的输送滑轨34,每个所述输送滑轨34上均设有输送滑块35,两个所述输送滑块35和输送皮带32上共同固定有气缸架36,所述气缸架36上设有输送气缸37,所述输送气缸37的伸缩端固定有连接爪38,所述连接爪38用于与所述光轴26连接。当第一电机31启动,输送皮带32跟随转动,带动气缸架36和输送气缸37沿输送滑轨34的方向运行,当连接爪38伸出与光轴26连接时,胎具机构2自然跟随移动。
70.所述举升机构5包括设于机架1两侧的举升架51,设于举升架51的底板上的举升气缸52,与举升架51滑动连接且与举升气缸52的输出端固定连接的举升板53,若干个固定于举升板53上的固定气缸54,两侧所述举升架51上的固定气缸54的伸缩端相对设置,所述固定气缸54的数量和位置与定位块25相匹配。举升气缸52的输出端伸出,向上举升后,举升板53和固定气缸54沿举升架51向上移动;固定气缸54的输出端伸出后,可伸入胎具机构上的定位块25内部,随着固定气缸54的上移,胎具机构2脱离机架滑轨13跟随举升至空中。此时,下方的机架滑轨13可允许另一个胎具机构通过,实现两个胎具机构2同时进行不同的工作,提高工作效率。
71.所述龙门排焊机构4包括设于机架1两侧及上端的龙门架41,固定于龙门架41上的上电极组件42和设于机架1上的下电极组件43;
72.所述下料机构6包括设于机架1上部的支撑架61,设于支撑架61上的下料电机62,所述下料电机62的输出端连接有转轴63,所述转轴63的另一端与固定于支撑架61上的第一下料固定轮64连接,所述转轴63通过转轴座65与支撑架61连接,所述转轴63的放置方向与机架1的长度方向相同;
73.所述下料电机62输出端和第一下料固定轮64上均连接有下料皮带66,所述下料皮带66的另一端与固定于支撑架61上的第二下料固定轮67连接,所述两个下料皮带66的设置方向均与转轴63的方向垂直;下料电机62运行,带动转轴63在转轴座65上转动,进而带动下料皮带66转动。
74.所述两个下料皮带66下方的支撑架61上均设有下料滑轨68,所述下料滑轨68上滑动连接有下料滑块69,两个下料滑轨68上的所述下料滑块69共同固定连接有滑动架70,所述两侧的下料滑块69还分别与两个下料皮带66固定连接。下料皮带66转动时,带动下料滑块69沿下料滑轨68移动,进而带动滑动架70往返移动。
75.所述滑动架70上固定有主升降架71和辅升降架72;
76.所述主升降架71包括固定于滑动架70上的主升降固定板711,贯穿主升降固定板711的升降柱712,固定于主升降架71上的升降电机713,所述升降柱712上纵向固定有齿条714,所述升降电机713的输出端设有与齿条714相匹配的齿轮715,所述升降柱712与主升降固定板711之间通过滑块组件滑动连接;升降电机713运行带动齿轮715转动,使齿条714上下移动,进而使升降柱712上下移动。
77.所述辅升降架72包括固定于滑动架70上的辅升降固定板721,贯穿辅升降固定板721的升降杆722;辅升降架72设有两组,分别位于主升降架71的两侧。
78.所述升降柱712和升降杆722的下端共同固定有下料架73,两个升降杆722辅助升降柱712对下料架73进行固定升降,所述下料架73下端面分布有若干电磁铁74,通过电源的启闭控制电磁铁74的磁性,进而控制电磁铁74吸取焊件,进行下料。所述下料机构上还设有柔性拖链75,拖链75内放置线缆,用于给移升降电机及电磁铁供电,以及将其与控制系统连接。
79.还包括plc控制系统和设于机架上的激光检测器,plc控制系统与其他各机构及激光检测器连接,控制各机构配合运行。
80.激光检测器扫描跟踪焊缝,采用激光三角反射式原理,激光线投射到被测物体表面上,反射光被投射到成像矩阵上,经过计算得到传感器到被测表面的距离和沿着激光线的位置上的二维信息。移动被测物体,就可以得到一组三维测量值。所获得的焊缝位置信息,实时传递到龙门排焊机构上,完成精准的焊接,避免焊接质量偏差,实现焊接智能化。完成第一排焊缝焊接之后,输送机构带动工件前行,激光进行下一排焊点位置接缝的扫描,进入下一排焊的循环。
81.龙门自动排焊装置的焊接方法,包括以下步骤:
82.(1)胎具机构一2-1在上料工位a装夹上料,并打好点焊密封胶,夹紧机构24气动压紧固定焊件;同时,另一胎具机构二2-2在下料工位b等待,举升机构5将胎具机构二2-2举升至高位等待;
83.(2)输送机构一3-1与胎具机构一2-1连接,并带动胎具机构一2-1通过下料工位b,运行至焊接工位c的龙门排焊机构4处,准备焊接,输送机构一3-1与胎具机构一2-1断开连接,输送机构二3-2与胎具机构一2-1连接;同时胎具机构二2-2由举升机构5落下,并与输送机构一3-1连接,并由输送机构一3-1带动返回至上料工位a;
84.(3)龙门排焊机对胎具机构一2-1上的焊件进行焊接;同时胎具机构二2-2在上料工位a处装夹上料;
85.(4)工件焊接完成,胎具机构一2-1通过输送机构二3-2移动至焊接排空位区d,并返回至下料工位;
86.(5)举升机构将5胎具机构一2-1举起,胎具机构一2-1上的夹紧机构打开,下料机构6自动抓取焊接完成的工件,并将移动至物料周转车上,然后下料机构6自动回位,等待下次抓取;同时,上料工位a处的胎具机构二2-2重复步骤(2)-(5),依次循环。
87.具体步骤包括:
88.(1)根据焊件的尺寸调整每组宽度调整机构23上两个夹紧机构24之间的距离,胎具机构一2-1在上料工位a装夹上料,每组宽度调整机构23上固定一块焊板,相邻两块焊板对接,夹紧机构24气动压紧固定焊件并打好点焊密封胶;同时,另一胎具机构二2-2在下料工位b等待,举升机构5的固定气缸54的伸缩端伸出,插入胎具机构二2-2的定位块25内,举升气缸52将举升板53升高,同时带动胎具机构二2-2举升至高位等待;
89.(2)输送机构一3-1的输送气缸37带动连接爪38伸出,与胎具机构一2-1上一端的光轴26连接,第一电机31启动,通过输送皮带32带动胎具机构一2-1通过下料工位b,运行至焊接工位的龙门排焊机构处,准备焊接,此时,输送机构一3-1的输送气缸带动连接爪38脱离光轴26,同时,另一输送机构二3-2的连接爪38与胎具机构一2-1的另一光轴26连接;同时胎具机构二2-2由举升机构落下,固定气缸54的伸缩端缩回,与定位块25脱离,胎具机构二2-2的光轴26与输送机构一3-1的连接爪38连接,并由输送机构一3-1带动返回至上料工位a;
90.(3)进行焊缝的激光扫描,输送机构二3-2按照激光扫描的尺寸前进合适的距离,龙门排焊机构4的上电极423在上电极气缸422的推动下贴紧焊缝上端面,下电极432在下电极气缸431的推动下贴紧焊缝下端面,在设定程序下从中间向外依次焊接,第一道焊缝焊接完成,上电极423和下电极432退回,激光对下道焊缝进行位置扫描,胎具机构一2-1在输送机构二3-2的带动下继续前进,循环上一道焊缝操作,依次完成剩余焊缝的焊接,工件焊接完成;同时胎具机构二2-2在上料工位a处装夹上料;
91.(4)输送机构二3-2带动胎具机构一2-1移动至焊接排空位区d并运行至下料工位b,输送机构二3-2的连接爪38收回,断开与胎具机构一2-1上光轴26的连接;
92.(5)举升机构5的固定气缸54的伸缩端伸出,插入胎具机构一2-1的定位块25内,举升气缸52将举升板53升高,同时带动胎具机构一2-1举升至高位,举升机构5将胎具机构一2-1举起,胎具机构一2-1上的夹紧机构24打开,升降电机713带动下料架73下降,电磁铁74吸取焊件,升降电机713带动下料架73上升,同时带动焊件上升,下料电机62带动滑动架70移动,将焊件移动至物料周转车上,然后下料机构5自动回位,等待下次抓取;同时,上料工位a处的胎具机构二2-2重复步骤(2)-(5),依次循环。
93.实施例2:
94.本实施例与实施例1相同之处不在赘述,不同之处在于:
95.所述宽度调整机构23包括固定于工件框21宽度方向的调整框231,设于调整框231上的两个固定板232,其中任一固定板232的中心处设有调整板233;
96.所述夹紧机构24包括分别设于一固定板232和另一固定板232上调整板的两个气动夹241,所述调整板233上间隔设有若干螺孔,所述气动夹241通过螺栓调整与调整板233连接,所述两个气动夹241相对设置,用于共同夹紧焊件。根据焊件规格的不同,改变气动夹
241在调整板233上的安装位置,即可实现焊件的夹紧。
97.实施例3:
98.本实施例与实施例2相同之处不在赘述,不同之处在于:
99.机架1上设有电机关闭开关8,所述电机关闭开关8设于第一电机31与胎具机构2之间,当胎具机构2靠近第一电机31时,触碰电机关闭开关8,胎具机构2停止运行,避免胎具机构2与第一电机31碰撞。
100.实施例4:
101.本实施例与实施例1相同之处不在赘述,不同之处在于:
102.所述上电极组件42包括固定于龙门架41上的机头421,所述机头421上设有上电极气缸422,所述上电极气缸422的输出端连接有上电极423,所述上电极423通过导杆424与机头421滑动连接,所述上电极423上还连接有电磁换向阀425;
103.所述下电极组件43包括固定于机架1上的下电极气缸431,固定于下电极气缸431输出端的下电极432;
104.所述上电极423与下电极432相对设置。
105.本实用新型采用双面双点焊接形式,焊接工作时,焊接工件夹在两个电极中间,两个电极借助气缸对工件加压,使两层金属工件在两个电极的压力下形成一定的接触电阻。当焊接电流从一个电极流向另一个电极时,在两个工件的接触点处形成电阻热,并产生熔核进而形成焊点。瞬时焊接电流从一个电极沿两个工件流向另一个电极形成回路,对工件的内部结构并不形成破坏,可保证原材料特征的完整性,多头上电极由plc程序控制,每次动作上电极下行焊接,直至所有上电极完成焊接,为一个工作循环。
106.实施例5:
107.本实施例与实施例2相同之处不在赘述,不同之处在于:
108.本实用新型设有故障报警指示灯,操作者可准确知道当前系统运行状况。
109.本实用新型设有应急停开关,减少事故发生。
110.上述实施例只是为了说明本实用新型的技术构思及特点,其目的是在于让本领域内的普通技术人员能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡是根据本实用新型内容的实质所做出的等效的变化或修饰,都应涵盖在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1