一种锁频单脉冲深紫外超快激光精密打标透明材料的系统的制作方法
1.本实用新型涉及激光打标技术领域,具体涉及一种锁频均匀能量单脉冲深紫外超快激光精密打标透明材料的系统。
背景技术:
2.激光打标技术可用于透明材料(如玻璃、蓝宝石等)的标刻,广泛应用于消费类电子、汽车、航空航天、建筑及居家生活等众多领域,因而市场需求空间广阔、发展潜力有待挖掘。
3.目前,透明材料激光打标技术主要采用co2激光器、绿光纳秒激光器、紫外纳秒激光器或基于超快光纤激光器的打标机,通过破坏透明材料表面来实现打标。这类打标系统的原理是热至熔化作用,而热影响区的出现会使得加工面挂渣、裂纹以及崩边,导致标记内容不清晰、材料强度变弱,甚至使基片变得疏松。
4.基于超快光纤激光器打标机打标时,单脉冲宽度一般为皮秒或者几百飞秒级别。为了满足玻璃等硬脆性透明材料的高能量加工阈值,必须提高其平均功率,需要工作范围在几百khz至1mhz甚至1ghz以上的重复频率,过快的频率与市面上常规振镜几个khz,几十khz到几百khz的工作频率范围相配套,会匹配失谐而出现漏点、漏标记甚至标记时序失调的情况。而且为了弥补单脉冲能量较低的状态,在同一重复频率下经常采用脉冲串输出模式。由于串内各个脉冲的起始时间有序列,在时域上表现为先后顺序,导致打标时工件材料表面的打标具体位置点受此时间序列影响,在空间上发生相应的漂移。同时串内各个单脉冲的能量一般起伏较大、导致工件材料表面的打标效果一致性较差,降低了质量和效果。作为硬脆性透明材料的玻璃,打标时在激光脉冲串照射下,容易变暗或出现变色的色心,出现暗色标记,甚至局部改变了玻璃材料的特征参数,使基片变得疏松。经过多脉冲串次照射之后,被照射的局部进一步变暗,最后形成周围发黑的边,材料强度变弱。
技术实现要素:
5.有鉴于此,为了克服现有技术的不足,本实用新型提供一种锁频均匀能量单脉冲深紫外超快激光精密打标透明材料的系统,该系统通过高单脉冲能量的超快激光汽化材料加工面来实现打标,而不是通过热至熔化作用来实现打标,因此几乎没有热影响区出现、加工面无挂渣、无裂纹、无崩边等现象。也不需要辅助粉末等物料,标记内容精细清晰、不改变基材强度。
6.本实用新型提供的锁频均匀能量单脉冲深紫外超快激光精密打标透明材料的系统,所述系统包括超快激光器、整形光路和光束传输光路、聚焦透镜、工件承载台和控制器;
7.所述超快激光器为能够在高重复频率下发射高能量单脉冲且单脉冲能量一致性高的超快激光器,所述高重复频率为10khz-200khz,所述高能量单脉冲能量为50uj-1000uj,所述单脉冲能量一致性为≤
±
5%,锁定发射频率为10khz-200khz之间的一定值,设定激光波长为266、213或193
±
5nm;
8.所述聚焦透镜包括控制激光束偏转的扫描振镜与聚焦激光束的场镜;
9.所述工件承载台固定在六轴运动系统之上,六轴运动系统包括控制工件承载台在x,y,z方向平移的直线电机机组,以及在rx,ry,rz方向的旋转平台机组;
10.激光器通过数据线与安装有激光打标系统软件的计算机相连,计算机将控制的激光功率、扫描速度、重复频率信号输入到激光器,并接收激光器的脉冲同步信号,同时控制光路、振镜、场镜和六轴运动系统完成打标;
11.所述整形光路和光束传输光路之间设有光闸,由控制器控制其开关。
12.进一步,所述激光器为全固态皮秒激光器。
13.进一步,所述单脉冲宽度为1-10ps。
14.进一步,所述激光器窗口光斑为1-3mm,发散角为0.5-1.5mrad。
15.进一步,所述整形光路为放大倍率为1-8倍的扩束光路。
16.进一步,所述光束传输光路为传输距离10-1000mm的传输光路组成。
17.进一步,所述振镜工作频率为10k-400k,振镜的镜片尺寸为5-30mm。
18.进一步,所述场镜是f-θ场镜或远心场镜,焦距为30-300mm。
19.进一步,形成所述打标图案微型结构的最小分辨率特征尺寸为0.5-15um。
20.本实用新型系统可用于透明材料表面或内部,特别是玻璃、水晶或亚克力表面或内部的精密打标。
21.本实用新型的有益效果在于:
22.1.本实用新型基于锁定的高重复频率、单脉冲工作、高单脉冲能量、单脉冲能量一致性高的超快激光精密打标透明材料系统,可用于透明材料,如玻璃、亚克力等的材料表面或内部的精密打标,能够满足广泛多样的需求。
23.2.本实用新型的打标系统是通过高单脉冲能量的超快激光汽化材料加工面来实现打标,而不是通过热至熔化作用来实现打标,因此几乎没有热影响区出现、加工面几乎无挂渣、无裂纹、无崩边等现象。本实用新型也不需要辅助粉末等物料,标记内容精细清晰、材料强度几乎不变。
24.3.本实用新型打标系统输出的高能量单脉冲,在时域上表现唯一,打标时工件材料加工面的具体位置点非常准确,不会在空间上发生漂移,打标的质量非常好。
25.4.本实用新型打标系统加工时间快,几乎不出现漏点、漏标记,时序匹配精准。
26.5.在本实用新型单脉冲能量一致性高的超快激光设备照射下,光加工过程一致性好,玻璃等透明材料表面清晰明亮,没有重复照射,材料几乎不变暗,也几乎不改变材料的特征参数。
附图说明
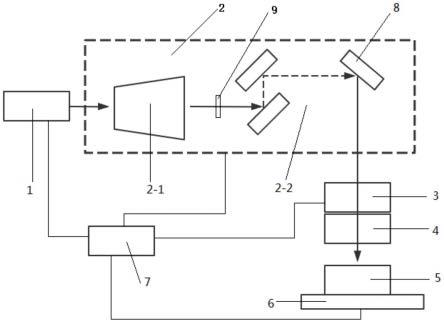
27.图1为本实用新型锁频均匀能量单脉冲深紫外超快激光精密打标透明材料的系统结构示意图,其中:
28.1.超快激光器;2.光路;2-1.整形光路;2-2.光束传输光路;3.振镜;4.场镜;5.透明材料工件;6.工件承载台;7.控制器;8.反射镜;9.光闸。
具体实施方式
29.下面结合附图和具体实施例对本实用新型提供的锁频均匀能量单脉冲深紫外超快激光精密打标透明材料的系统进一步解释,而本实用新型并不局限于以下实施例。
30.本实用新型提供的锁频均匀能量单脉冲深紫外超快激光精密打标透明材料的系统,包括超快激光器1、整形光路2-1和光束传输光路2-2、聚焦透镜3、4、工件承载台6和控制器7;
31.超快激光器1为能够在高重复频率下发射高能量单脉冲且单脉冲能量一致性高的超快激光器,高重复频率为10khz-200khz,高能量单脉冲能量为50uj-1000uj,单脉冲能量一致性为≤
±
5%;锁定发射频率为10khz-200khz之间的一定值;设定激光波长为266、213或193
±
5nm;
32.其中通过反射镜8完成光束传输;
33.聚焦透镜包括控制激光束偏转的扫描振镜3与聚焦激光束的场镜4;
34.工件承载台6固定在六轴运动系统之上,六轴运动系统包括控制工件承载台在x,y,z方向平移的直线电机机组,以及在rx,ry,rz方向的旋转平台机组;
35.超快激光器1通过数据线与安装有激光打标系统软件的计算机控制器7相连,计算机将控制的激光功率,扫描速度,重复频率信号输入到激光器1,并接收激光器的脉冲同步信号,同时控制光路2、振镜3、场镜4和六轴运动系统上的透明工件5完成打标。
36.整形光路2-1和光束传输光路2-2之间设有光闸9,由控制器7控制其开关。
37.(如图1所示)
38.单脉冲宽度为1-10ps。
39.激光器窗口光斑为1-3mm,发散角0.5-1.5mrad。
40.整形光路为放大倍率为1-8倍的扩束光路。
41.光束传输光路为传输距离10-1000mm的传输光路组成。
42.振镜工作频率为10k-400k,振镜的镜片尺寸为5-30mm。
43.场镜是f-θ场镜或远心场镜,焦距为30-300mm。
44.形成打标图案微型结构的最小分辨率特征尺寸为0.5-15um。
45.打标过程包括以下步骤:
46.(1)设定激光发射参数及电平形式的激光脉冲同步信号,将所述激光脉冲同步信号和起始时间t1发送给软硬件控制器7,作为加工基准时间;
47.(2)调试激光光束:光束经光束传输2-2、光闸9和整形光路2-1,所述光闸由ttl电平控制;所述软硬件控制器向光闸发送控制其开关的信号以及起始时间t2;
48.(3)调试振镜:所述软硬件控制器7将振镜3的5v高低电平形式的控制信号以及起始时间t3,发送给振镜3,
49.(4)调试激光光束,经场镜4聚焦在工件承载台6附近,在场镜4有效范围内工作。
50.(5)将所述工件承载台6紧密固定在六轴运动系统上,将目标透明工件5固定在工件承载台上。精密调整工件承载台的位置和边界,校准移动路经。调节激光聚焦在工件附近,作用于待打标工件上,等待加工。
51.(6)通过计算机、单片机,arm或者手机,来实现输入输出的手动或者自动方式,来控制软硬件控制器。
52.(7)通过软硬件控制器7将准备打标的内容分解,得到可读格式的像素、直径、填充密度,走线路径和图形,其边界范围以不大于所述激光打标机的区域边界为限;
53.(8)根据切片图形内容和次序,以激光同步信号输入给软硬件控制器7作为时间基准,校准工件承载台6的坐标为空间基准,经软硬件控制器依次给振镜3、光闸9、六轴运动系统发射控制信号,时间基准,延时时间和控制信号时序,进行整体时序校准以及初步打样。
54.(9)根据初步打样效果,验证其与预设的效果符合程度,如果有差异,微调各个部件的工艺和参数,直到效果最佳,锁定参数,开始打标。
55.实施例1:玻璃表面“蜥蜴”图案的精密打标
56.将激光器1通过数据线与安装有激光打标系统软件的计算机相连,计算机将控制的激光功率,扫描速度,重复频率信号输入到激光器,激光器为全固态皮秒激光器。控制器7接收激光器的脉冲同步信号,同时控制光路2、振镜3、场镜4和六轴运动系统完成打标。
57.锁定发射频率为50khz;单脉冲能量为50uj。单脉冲宽度为10ps。
58.激光器1窗口光斑为2mm,发散角为1.0mrad。
59.整形光路2-1为放大倍率为5倍的扩束光路。
60.光束传输光路2-2为传输距离500mm的传输光路组成。
61.振镜工作频率为10k,振镜的镜片尺寸为18mm。
62.场镜是f-θ场镜,焦距为50mm。
63.形成所述打标图案微型结构的最小分辨率特征尺寸为2um。
64.使用上述激光器进行打标:
65.(1)将要打标的图像导入到计算机中;
66.(2)通过安装于计算机的激光打标系统软件读取待打标图像,设置激光输出功率、振镜工作频率和激光器重复频率;
67.(3)打开激光器,激光运动控制系统根据计算机输出的图像信号进行扫描,高能量的激光束透过透明材料5在工作面上进行激光标刻。
68.实施例2:玻璃内部“立体户型图”图案的精密打标
69.与实施例1基本相同,所不同之处在于,
70.锁定发射频率为10khz;单脉冲能量为1000uj。单脉冲宽度为1ps。
71.激光器1窗口光斑为3mm,发散角为1.5mrad。
72.整形光路2-1为放大倍率为8倍的扩束光路。
73.光束传输光路2-2为传输距离1000mm的传输光路组成。
74.振镜3工作频率为50k,振镜的镜片尺寸为30mm。
75.场镜4是f-θ场镜,焦距为300mm。
76.形成所述打标图案微型结构的最小分辨率特征尺寸为1um。
77.实施例3:玻璃上孔阵列的打标
78.与实施例1基本相同,所不同之处在于,
79.锁定发射频率为200khz;单脉冲能量为300uj。单脉冲宽度为10ps。
80.激光器1窗口光斑为1mm,发散角为0.5mrad。
81.整形光路2-1为放大倍率为1倍的扩束光路。
82.光束传输光路2-2为传输距离100mm的传输光路组成。
83.振镜3工作频率为200k,振镜的镜片尺寸为5mm。
84.场镜4是远心场镜,焦距为30mm。
85.形成所述打标图案微型结构的最小分辨率特征尺寸为4um。
86.实施例4:玻璃上微孔阵列的精密打标
87.与实施例1基本相同,所不同之处在于,
88.锁定发射频率为150khz;单脉冲能量为150uj。单脉冲宽度为10ps。
89.激光器1窗口光斑为1.5mm,发散角为1.0mrad。
90.整形光路2-1为放大倍率为8倍的扩束光路。
91.光束传输光路2-2为传输距离500mm的传输光路组成。
92.振镜3工作频率为100k,振镜的镜片尺寸为20mm。
93.场镜4是远心场镜,焦距为30mm。
94.形成所述打标图案微型结构的最小分辨率特征尺寸为0.5um。
95.实施例5:在水晶内部“二维码”图案的精密打标
96.与实施例1基本相同,所不同之处在于,
97.锁定发射频率为100khz;单脉冲能量为100uj。单脉冲宽度为8ps。
98.激光器1窗口光斑为2mm,发散角为1.0mrad。
99.整形光路2-1为放大倍率为4倍的扩束光路。
100.光束传输光路2-2为传输距离300mm的传输光路组成。
101.振镜3工作频率为400k,振镜的镜片尺寸为20mm。
102.场镜4是f-θ场镜,焦距为200mm。
103.形成所述打标图案微型结构的最小分辨率特征尺寸为7um。
104.以上实施例仅用以说明本实用新型的技术方案而非对其限制,尽管参照上述实施例对本实用新型进行了详细的说明,所属领域的普通技术人员依然可以对本实用新型的具体实施方式进行修改或者等同替换,而这些未脱离本实用新型精神和范围的任何修改或者等同替换,其均在申请待批的本实用新型的权利要求保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1