圆环类工件加工专用立车的制作方法
1.本实用新型属于加工圆环类工件设备技术领域,本实用新型涉及圆环类工件加工专用立车。
背景技术:
2.目前市面上加工大直径圆环类工件的立式车床大部分采用大型双柱立式通用龙门车床,因其采用龙门式结构,所兼容的工件直径范围较广,通用性较强。随着企业成本控制逐渐加强,加工效率要求越来越高,针对固定直径的圆环类需批量生产,如采用通用龙门立式车床,其功能过剩,针对固定直径圆环类零件的加工性价比过低,因此针对固定直径的圆环类工件,急需设计一种专用加工立车为企业节约成本,增加加工效率。
技术实现要素:
3.本实用新型的目的是克服上述背景技术中的不足,提供一种圆环类工件加工专用立车,该立车取消龙门机构,采用水平对置刀具攻进装置,因其针对性比较强,在性价比、加工效率等方面都有所提高。
4.本实用新型解决其技术问题所采用的技术方案是:一种圆环类工件加工专用立车,包括底座,底座上设有立车专用主轴,立车专用主轴两侧分别设有刀具攻进装置a、刀具攻进装置b;刀具攻进装置a和刀具攻进装置b对称设置;加工专用立车还设有冷却沖屑集屑系统;立车专用主轴与冷却沖屑集屑系统连接。
5.所述立车专用主轴包括主轴电机,主轴电机通过主轴传动机构与旋转工作台连接;旋转工作台设置在主轴传动机构的上方,旋转工作台上设有工件电磁吸盘夹具,旋转工作台中间设有工件定位机构。主轴电机提供动力,通过主轴传动机构减速及传动动力,根据电磁吸盘夹具固定工件,通过工件定位机构精确定位工件。
6.所述刀具攻进装置a包括x轴行程伺服攻进a、z轴行程伺服攻进a、架体;z轴行程伺服攻进a设置在x轴行程伺服攻进a上方,x轴行程伺服攻进a与z轴行程伺服攻进a 的滑台分别与立车专用主轴连接;刀具攻进装置a的架体侧面设有切屑断屑装置a,切屑断屑装置a的上下端分别设有刀架a和刀具a;攻进时,x轴行程伺服攻进a和z轴行程伺服攻进a驱动刀架a和刀具a至加工位置,切屑断屑装置a实现断屑功能。
7.所述刀具攻进装置b包括x轴行程伺服攻进b、z轴行程伺服攻进b、架体;z轴行程伺服攻进b设置在x轴行程伺服攻进b上方,x轴行程伺服攻进b与z轴行程伺服攻进b 的滑台分别与立车专用主轴连接;刀具攻进装置b的架体侧面设有切屑断屑装置b,切屑断屑装置b的上下端分别设有刀架b和刀具b;攻进时,x轴行程伺服攻进b和z轴行程伺服攻进b驱动刀架b和刀具b至加工位置,切屑断屑装置b实现断屑功能。
8.所述冷却沖屑集屑系统包括水箱、刮削板,刮削板与立车专用主轴的法兰相连接,所述刮削板设置在旋转工作台的两侧,所述旋转工作台的两侧还分别设有排屑口a、排屑口b;所述排屑口a、排屑口b分别连接有水箱,两侧的水箱分别连接排屑机构,两侧的排屑机构
分别连接集屑车a、集屑车b;所述旋转工作台上还设有排屑槽。刮屑板随立车专用主轴的法兰同时旋转,将切屑刮至左右排屑口a、排屑口b后进入水箱后,排屑机构将切屑送至集屑车a、集屑车b。
9.进一步的,所述排屑槽为带斜面的环形排屑槽。刀具攻进装置a、刀具攻进装置b分别配设有伺服电机。
10.本实用新型与现有技术相比具有的有益效果是:
11.本实用新型提供的圆环类工件加工专用立车与市面上的通用立车相比,具有以下几方面优势:
12.1.性价比:专用立车采用针对工件加工内容设计的专门的结构形式,针对性强,价格更低,性价比高;
13.2.占地面积和质量小:因其取消龙门结构,水平对置的刀具攻进装置x轴z轴滑台安装于主轴上,在满足功能前提下,做到占地面积和整机质量比通用立车更小;
14.3.加工效率高,刀具使用寿命长:采用湿式加工,加工效率比通用立车更高,刀具使用寿命更长;
15.4.自动化程度更高:取消龙门结构后,使专用立车无上料障碍,可从前面上料,也可从上方上料,可完全实现工件自动上料,且专用立车增加切屑的断屑功能和沖屑功能,可实现工件全自动加工,自动化程度更高。
附图说明
16.下面结合附图和实施例对本实用新型进一步说明:
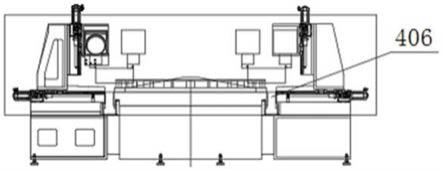
17.图1是本实用新型圆环类工件加工专用立车的主视图。
18.图2是本实用新型圆环类工件加工专用立车的左视图。
19.图3是本实用新型圆环类工件加工专用立车的右视图。
20.图4是本实用新型圆环类工件加工专用立车的俯视图。
21.图5是本实用新型立车专用主轴的侧视图。
22.图6是刀具攻进装置a的侧视图。
23.图7是刀具攻进装置a的主视图。
24.图8是刀具攻进装置b的主视图。
25.图9是刀具攻进装置b的侧视图。
26.图10是本实用新型圆环类工件加工专用立车的结构图。
27.图11是本实用新型圆环类工件加工专用立车的结构示意图。
28.图中1.立车专用主轴,2.刀具攻进装置a,3.刀具攻进装置b,4.冷却沖屑集屑系统, 101.主轴电机,102.主轴传动机构,103.工件电磁吸盘夹具,104.工件定位机构,201.x 轴行程伺服攻进a,202.z轴行程伺服攻进a,203.刀架a,204.切屑断屑装置a,205.刀具a,301.x轴行程伺服攻进吧,302.z轴行程伺服攻进吧,303.刀架b,304.切屑断屑装置b,305.刀具b,401.集屑车a,402.集屑车b,403.排屑口a,404.排屑口b,405.排屑槽,406.刮削板。
具体实施方式
29.以下结合说明书附图,对本实用新型进一步说明,但本实用新型并不局限于以下
实施例。
30.实施例1
31.一种圆环类工件加工专用立车,如图1-图11所示,包括底座,底座上设有立车专用主轴 1,立车专用主轴1两侧分别设有刀具攻进装置a 2、刀具攻进装置b 3;刀具攻进装置a 2 和刀具攻进装置b 3对称设置;加工专用立车还设有冷却沖屑集屑系统4;立车专用主轴1 与冷却沖屑集屑系统4连接。
32.所述立车专用主轴1包括主轴电机101,主轴电机101通过主轴传动机构102与旋转工作台连接;旋转工作台设置在主轴传动机构102的上方,旋转工作台上设有工件电磁吸盘夹具103,旋转工作台中间设有工件定位机构104。主轴电机101提供动力,通过主轴传动机构 102减速及传动动力,根据电磁吸盘夹具103固定工件,通过工件定位机构104精确定位工件。
33.所述刀具攻进装置a 2包括x轴行程伺服攻进a 201、z轴行程伺服攻进a 202、架体; z轴行程伺服攻进a 202设置在x轴行程伺服攻进a 201上方,x轴行程伺服攻进a 201与z 轴行程伺服攻进a 202的滑台分别与立车专用主轴1连接;刀具攻进装置a 2的架体侧面设有切屑断屑装置a 204,切屑断屑装置a 204的上下端分别设有刀架a 203和刀具a 205;攻进时,x轴行程伺服攻进a 201和z轴行程伺服攻进a 202驱动刀架a 203和刀具a 205至加工位置,切屑断屑装置a 204实现断屑功能。
34.所述刀具攻进装置b 3包括x轴行程伺服攻进b 301、z轴行程伺服攻进b 302、架体; z轴行程伺服攻进b 302设置在x轴行程伺服攻进b 301上方,x轴行程伺服攻进b 301与z 轴行程伺服攻进b 302的滑台分别与立车专用主轴1连接;刀具攻进装置b 3的架体侧面设有切屑断屑装置b 304,切屑断屑装置b 304的上下端分别设有刀架b 303和刀具b 305;攻进时,x轴行程伺服攻进b 301和z轴行程伺服攻进b 302驱动刀架b 303和刀具b 305至加工位置,切屑断屑装置b 304实现断屑功能。
35.所述冷却沖屑集屑系统4包括水箱、刮削板406,刮削板406与立车专用主轴1的法兰相连接,所述刮削板406设置在旋转工作台的两侧,所述旋转工作台的两侧还分别设有排屑口a 403、排屑口b 404;所述排屑口a 403、排屑口b 404分别连接有水箱,两侧的水箱分别连接排屑机构,两侧的排屑机构分别连接集屑车a 401、集屑车b 402;所述旋转工作台上还设有排屑槽405。刮屑板406随立车专用主轴1的法兰同时旋转,将切屑刮至左右排屑口a403、排屑口b 404后进入水箱后,排屑机构将切屑送至集屑车a 401、集屑车b 402。
36.进一步的,所述排屑槽405为带斜面的环形排屑槽405。
37.圆环类工件加工专用立车工作进程:由桁架机械手或者其他上料机构将工件上料至工件电磁吸盘夹具103,并通过工件定位机构104精确定位工件,定位后工件定位机构104撤回,然后工件电磁吸盘夹具103的电磁吸盘断电靠吸力夹紧工件,启动立车专用主轴1,然后刀具攻进装置a 2和刀具攻进装置b 3攻进至加工位加工工件,切屑断屑装置a 204和切屑断屑装置b 304同时启动,切断加工过程中产生的切屑,冷却沖屑集屑系统4同时启动,配合刮屑板406将切断后的切屑刮送至左右排屑口a 403和排屑口b 404后进入水箱过滤分离,排屑装置将切屑送至集屑车a 401和集屑车b 402。工件加工完成后刀具攻进装置a 2和刀具攻进装置b 3返回原位,工件定位机构104前进后,工件电磁吸盘夹具103通电,吸力取消,工件通过桁架机械手或者其他上下料装置下料工件。
38.虽然,上文中已经用一般性说明及具体实施例对本实用新型作了详尽的描述,但在本实用新型基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本实用新型精神的基础上所做的这些修改或改进,均属于本实用新型要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1