一种箱体简易组焊工装的制作方法
1.本实用新型涉及焊接加工技术领域,尤其涉及一种箱体简易组焊工装。
背景技术:
2.现有由底板、前侧板、两件左右侧板和后侧板组焊成上端开口的箱体,箱体组焊时需保证以下技术要求:1)前、后、左右侧板与底板相互垂直;2)前、后、左右侧板中每相邻侧板均相互垂直。现有组焊工艺为手工将各侧板与底板点焊后再组焊,但焊接效率太低,且无法保证垂直度要求,且组焊后,箱体还会发生焊接变形,因此必须设置组焊简易工装才能达到箱体组焊技术要求。
技术实现要素:
3.为了解决上述背景技术问题,本实用新型提供了一种箱体简易组焊工装,该工装通过设置前定位支架、侧定位支架,可以快速将工件底板、前、左、右侧板定位夹紧,通过设置u型夹钳将工件前侧板、左侧板、右侧板分别与前定位支架、侧定位支架锁紧固定,保证了箱体定位精度和焊接精度,减小了焊接变形,且大大提高了焊接效率。
4.为实现上述目的,本实用新型提供如下技术方案:
5.一种箱体简易组焊工装,其特征在于:包括工作平台、前定位支架、侧定位支架和u型夹钳,所述前定位支架固定连接于工作平台前侧,用于工件前侧板定位,所述侧定位支架设有两件,两件侧定位支架分别呈左右对称固定连接于工作平台左、右两侧,分别用于工件左、右侧板定位,所述前定位支架和侧定位支架上端均设有u型夹钳,该u型夹钳用于将工件前侧板上端与前定位支架上端夹紧固定或将工件左右侧板上端与侧定位支架上端夹紧固定。
6.进一步的,所述前定位支架包括第一底板、第一侧支柱、第一夹板、横梁和第一加强筋,所述第一底板下平面与工作平台上平面前侧固定连接,所述第一侧支柱采用槽钢,设有两件,两件第一侧支柱的开口槽相向设置,并呈左、右对称固定连接于第一底板左、右两侧,第一侧支柱与第一底板垂直,且第一侧支柱的后侧面与第一底板后侧面在同一平面内,所述第一侧支柱的开口槽后侧壁上端固定连接有第一夹板,所述第一侧支柱的开口槽前侧壁上端与第一夹板对应位置设有第一缺口,所述横梁与第一底板平行,横梁的两端面分别与左、右两侧第一侧支柱的开口槽槽底面固定连接,所述第一侧支柱前侧面和第一底板上平面之间固定连接有第一加强筋。
7.进一步的,所述第一底板上设有四个阵列分布的第一通孔,所述工作平台上与该四个第一通孔对应位置均设有第一螺纹孔,所述前定位支架通过四个第一安装螺栓穿过第一底板与工作平台第一螺纹孔螺纹连接锁紧。
8.进一步的,所述第一底板上中间设有两个第一销孔,所述工作平台上与两个第一销孔对应位置均设有第二销孔,所述第一销孔和第二销孔内过盈配合固定连接有圆柱销。
9.进一步的,所述侧定位支架包括第二底板、第二侧支柱、第二夹板、纵梁和第二加
强筋,所述第二底板下平面与工作平台上平面左侧/右侧固定连接,所述第二侧支柱采用槽钢,设有两件,两件第二侧支柱的开口槽相向设置,并呈前、后对称固定连接于第二底板前、后两侧,第二侧支柱与第二底板垂直,且第二侧支柱的右侧面与第二底板右侧面在同一平面内,所述第二侧支柱的开口槽右侧壁上端固定连接有第二夹板,所述第二侧支柱的开口槽左侧壁上端与第二夹板对应位置设有第二缺口,所述纵梁与第二底板平行,纵梁的两端面分别与前、后两侧第二侧支柱的开口槽槽底面固定连接,所述第二侧支柱左侧面和第二底板上平面之间固定连接有第二加强筋。
10.进一步的,所述第二底板上设有两个并列分布的腰形孔,所述工作平台上与两个腰形孔对应位置设有若干个呈两排阵列均布的第二螺纹孔,所述侧定位支架通过四个第二安装螺栓穿过第二底板与工作平台第二螺纹孔螺纹连接锁紧。
11.进一步的,所述u型夹钳包括u型板、夹紧螺杆和手柄,所述u型板的一侧中间设有内螺纹孔,所述夹紧螺杆穿过该内螺纹孔,并与该内螺纹孔螺纹连接,所述夹紧螺杆穿过该内螺纹孔的一端端头设为外径变大的压紧块,另一端固定连接有手柄。工作时u型板未设孔的一侧内侧面与工件待夹紧面相贴合,旋转夹紧螺杆,使其端头压紧块端面顶持于第一夹板或第二夹板外侧面上,将工件待焊接侧板与前定位支架或侧定位支架锁紧固定。
12.与现有技术相比,本实用新型的有益效果为:1)结构简单,设计合理,操作方便,制作成本低;2)通过设置前定位支架、侧定位支架,可以快速将工件底板、前、左右侧板定位,通过设置u型夹钳将工件前侧板、左右侧板分别与前定位支架、侧定位支架锁紧固定,保证了箱体定位精度和焊接精度,减小了焊接变形,且大大提高了焊接效率;3)通过设置侧定位支架的底板上设置腰形孔,工作平台上对应设置若干个呈两排阵列均布的第二螺纹孔,使侧定位支架可以根据工件不同的宽度尺寸规格调整位置,使本工装可适用于不同尺寸规格的工件,提高了本实用新型的实用性。
附图说明
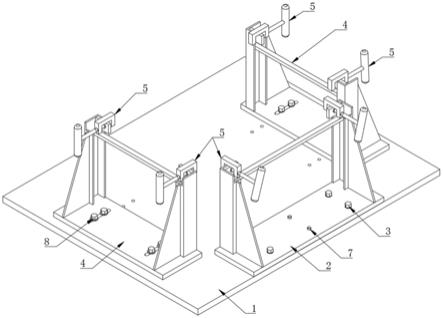
13.图1为本实用新型实施例结构示意图;
14.图2为本实用新型实施例工作状态结构示意图;
15.图3为本实用新型实施例前定位支架结构示意图;
16.图4为本实用新型实施例侧定位支架结构示意图;
17.图5为本实用新型实施例工作平台结构示意图;
18.图6为本实用新型实施例u型夹钳结构示意图;
19.图7为本实用新型实施例箱体结构示意图。
20.图中:1、工作平台,101、第一螺纹孔,102、第二螺纹孔,103、第二销孔,2、前定位支架,201、第一底板,2011、第一通孔,2012、第一销孔,202、第一侧支柱,2021、第一缺口,203、第一夹板,204、横梁,205、第一加强筋,3、第一安装螺栓,4、侧定位支架,401、第二底板,4011、腰形孔,402、第二侧支柱,4021、第二缺口,403、第二夹板,404、纵梁,405、第二加强筋,5、u型夹钳,501、u型板,502、夹紧螺杆,503、手柄,6、箱体,601、底板,602、前侧板,603、左右侧板,604、后侧板,7、圆柱销,8、第二安装螺栓。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
22.如图1至7所示,本实用新型实施例包括工作平台1、前定位支架2、侧定位支架4和u型夹钳5。
23.前定位支架2固定连接于工作平台1前侧,用于工件前侧板602定位,侧定位支架4设有两件,两件侧定位支架4分别呈左右对称固定连接于工作平台1左、右两侧,分别用于工件左右侧板603定位,前定位支架2和侧定位支架4上端均设有u型夹钳5,该u型夹钳5用于将工件前侧板602上端与前定位支架2上端夹紧固定或将工件左右侧板603上端与侧定位支架4上端夹紧固定。
24.前定位支架2包括第一底板201、第一侧支柱202、第一夹板203、横梁204和第一加强筋205,第一底板201设于工作平台1上平面前侧,第一底板201上设有四个阵列分布的第一通孔2011,工作平台1上与该四个第一通孔2011对应位置均设有第一螺纹孔101,前定位支架2通过四个第一安装螺栓3穿过第一底板201与工作平台1第一螺纹孔101螺纹连接锁紧;第一侧支柱202采用槽钢,设有两件,两件第一侧支柱202的开口槽相向设置,并呈左、右对称固定连接于第一底板201左、右两侧,第一侧支柱202与第一底板201垂直,且第一侧支柱202的后侧面与第一底板201后侧面在同一平面内;第一侧支柱202的开口槽后侧壁上端固定连接有第一夹板203,第一侧支柱202的开口槽前侧壁上端与第一夹板203对应位置设有第一缺口2021;横梁204与第一底板201平行,横梁204的两端面分别与左、右两侧第一侧支柱202的开口槽槽底面固定连接,第一侧支柱202前侧面和第一底板201上平面之间固定连接有第一加强筋205。
25.侧定位支架4包括第二底板401、第二侧支柱402、第二夹板403、纵梁404和第二加强筋405,第二底板401设于工作平台1上平面左侧/右侧,第二底板401上设有两个并列分布的腰形孔4011,工作平台1上与两个腰形孔4011对应位置设有若干个呈两排阵列均布的第二螺纹孔102,侧定位支架4通过四个第二安装螺栓8穿过第二底板401与工作平台1第二螺纹孔102螺纹连接锁紧;第二侧支柱402采用槽钢,设有两件,两件第二侧支柱402的开口槽相向设置,并呈前、后对称固定连接于第二底板401前、后两侧,第二侧支柱402与第二底板401垂直,且第二侧支柱402的右侧面与第二底板401右侧面在同一平面内;第二侧支柱402的开口槽右侧壁上端固定连接有第二夹板403,第二侧支柱402的开口槽左侧壁上端与第二夹板403对应位置设有第二缺口4021;纵梁404与第二底板401平行,纵梁404的两端面分别与前、后两侧第二侧支柱402的开口槽槽底面固定连接;第二侧支柱402左侧面和第二底板401上平面之间固定连接有第二加强筋405。
26.u型夹钳5包括u型板501、夹紧螺杆502和手柄503,u型板501的一侧中间设有内螺纹孔,夹紧螺杆502穿过该内螺纹孔,并与该内螺纹孔螺纹连接,夹紧螺杆502穿过该内螺纹孔的一端端头设为外径变大的压紧块,另一端固定连接有手柄503。工作时u型板501未设孔的一侧内侧面与工件待夹紧面相贴合,旋转夹紧螺杆502,使其端头压紧块端面顶持于第一夹板203或第二夹板403外侧面上,将工件待焊接侧板与前定位支架2或侧定位支架4锁紧固定。
27.作为优选,第一底板201上中间设有两个第一销孔2012,工作平台1上与两个第一销孔2012对应位置均设有第二销孔103,第一销孔2012和第二销孔103孔径一致,且第一销孔2012和第二销孔103内过盈配合固定连接有圆柱销7。
28.本实用新型工作原理:首先根据箱体尺寸规格调节两侧定位支架4位置,使两侧定位支架4的第二侧支柱402内侧面之间的距离与箱体6宽度尺寸一致,将底板601平放于工作平台1上,使底板601的前侧面与第一底板201后侧面相贴合,右侧面与右侧的第二底板左侧面相贴合,然后将前侧板602前侧面与第一侧支柱后侧面相贴合定位,上端用两件u型夹钳5夹紧,同样的方法将两件左右侧板603与第二侧支柱402内侧面相贴合定位,上端均用两件u型夹钳5夹紧固定,操作工即可开始将前侧板602和两件左右侧板603与底板601进行点焊,最后将后侧板604放置于底板601上平面后侧,并卡入两件左右侧板603之间,使后侧板604后侧面与底板601后侧面在同一平面内,对后侧板与底板进行点焊。
29.本实用新型结构简单,设计合理,操作方便,制作成本低,可以快速将工件底板601、前侧板602、左右侧板603定位夹紧,保证了箱体定位精度和焊接精度,减小了焊接变形,大大提高了焊接效率,并且可适用于不同尺寸规格的工件,提高了本实用新型的实用性。
30.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1