一种MDA电磁阀压装机构的制作方法
一种mda电磁阀压装机构
技术领域
1.本实用新型涉及电磁阀装配技术,尤其涉及一种mda电磁阀压装机构。
背景技术:
2.mda电磁阀是一种常用的电磁控制配件。在部分产品生产过程中,需要通过压装装置将mda电磁阀压装到产品上的指定位置,其中现有的压装装置吸取动作和压装动作由两套设备执行,导致设备结构复杂并且加工效率低。
技术实现要素:
3.本实用新型的目的在于提供一种mda电磁阀压装机构,其以同一结构执行吸取动作和压装动作,旨在优化设备结构并提高加工效率。
4.以下给出一个或多个方面的简要概述以提供对这些方面的基本理解。此概述不是所有构想到的方面的详尽综览,并且既非旨在指认出所有方面的关键性或决定性要素亦非试图界定任何或所有方面的范围。其唯一的目的是要以简化形式给出一个或多个方面的一些概念以为稍后给出的更加详细的描述之序。
5.根据本实用新型的一方面,提供了一种mda电磁阀压装机构,包括承载平台,所述承载平台上设置有上料工位和吸取压装装置,所述承载平台上还开设有压装孔,所述吸取压装装置从所述上料工位吸取电磁阀,并穿过所述压装孔压装入其下方的产品中;所述吸取压装装置包括三轴驱动平台和压装组件,所述压装组件与所述三轴驱动平台的z轴传动连接,所述压装组件包括由上至下依序连接的旋转气缸、浮动气缸和吸料头。
6.在一实施例中,所述压装组件上方设置有位移传感器,所述位移传感器用于检测吸料头在下压过程中的位移值。
7.在一实施例中,所述压装组件上还设置有压力传感器,所述压力传感器用于检测吸料头在下压过程中所受压力值。
8.在一实施例中,所述三轴驱动平台采用伺服油缸驱动。
9.在一实施例中,所述上料工位包括上料板和限位组件,所述上料板可拆卸地卡设于所述限位组件之间。
10.在一实施例中,所述上料板上开设有多个电磁阀容纳孔。
11.在一实施例中,所述限位组件包括一对相对设置的限位件,其中一个所述限位件上设置有用于夹紧上料板的旋拧把手。
12.在一实施例中,所述上料板侧面设置有ng品放置槽,所述ng品放置槽上开设有多个ng品容纳孔。
13.在一实施例中,所述ng品放置槽上还设置有标定工装,所述标定工装用于对ng品进行标定。
14.在一实施例中,所述承载平台上还设置有扫码枪,所述扫码枪用于识别mda电磁阀上的产品码。
15.本实用新型实施例的有益效果是:通过吸取压装装置从上料工位吸取电磁阀,并穿过压装孔中压装入下方的产品中,实现了对mda电磁阀的吸取和压装过程,设备结构更加优化。进一步地,通过开设有多个电磁阀容纳孔的上料板能够实现批量上下料,从而提高了加工效率。
附图说明
16.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
17.在结合以下附图阅读本公开的实施例的详细描述之后,能够更好地理解本实用新型的上述特征和优点。在附图中,各组件不一定是按比例绘制,并且具有类似的相关特性或特征的组件可能具有相同或相近的附图标记。
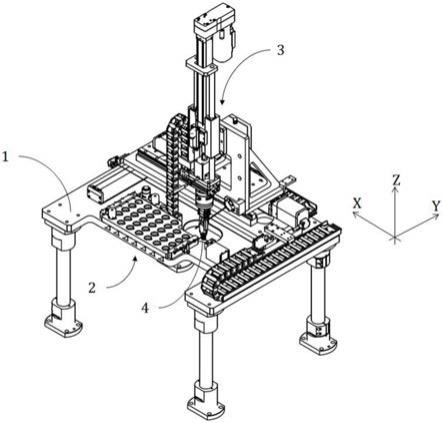
18.图1是本技术实施例的立体结构示意图图;
19.图2是压装组件的局部放大图;
20.图3是图1的俯视示意图;
21.图4是上料工位的局部放大图;
22.其中:1-承载平台;2-上料工位;21-上料板;21a-电磁阀容纳孔;22-限位件;22a-旋拧把手;23-ng品放置槽;23a-ng品容纳孔;24-标定工装;3-吸取压装装置;31-旋转气缸;32-浮动气缸;33-吸料头;34-位移传感器;35-压力传感器;36-x轴伺服油缸;37-y轴伺服油缸;38-z轴伺服油缸;4-压装孔;5-扫码枪。
具体实施方式
23.以下结合附图和具体实施例对本实用新型作详细描述。注意,以下结合附图和具体实施例描述的诸方面仅是示例性的,而不应被理解为对本实用新型的保护范围进行任何限制。
24.如图1所示,本技术实施例提供了一种mda电磁阀压装机构,该机构包括承载平台1,承载平台1上设置有上料工位2和吸取压装装置3,承载平台上1还开设有压装孔4,吸取压装装置3从上料工位2吸取电磁阀,并穿过压装孔4压装入下方的产品中。承载平台1下方可设置产品输送带,从而实现连续压装。吸取压装装置3包括三轴驱动平台和压装组件,压装组件与三轴驱动平台的z轴传动连接,从而三轴驱动平台能够带动压装组件在平面内移动并执行吸取和压装动作。
25.如图2所示,压装组件包括由上至下依序连接的旋转气缸31、浮动气缸32和吸料头33。其中旋转气缸31用于带动吸料头33转动,以调节mda电磁阀的角度与产品适配。浮动气缸32用于传递扭矩并起到缓冲作用。吸料头33与真空气源连接,以产生吸力吸取mda电磁阀。
26.为了能够监测压装过程,在压装组件上方设置有位移传感器34,通过位移传感器34检测吸料头33在下压过程中的位移值。此外,压装组件上还设置有压力传感器35,通过压力传感器35检测吸料头33在下压过程中所受压力值。通过采集到的位移值和压力值形成位
移-压力曲线图,能够直观地看出压装过程中有无异常。
27.如图3所示,三轴驱动平台包括设置于承载平台1上的y轴、与y轴传动连接的x轴和与x轴传动连接的z轴。为了确保控制精度,在三轴驱动平台中的x轴伺服油缸36、y轴伺服油缸37和z轴伺服油缸38均为伺服油缸。
28.参见图4,在可能的实施例中,上料工位2包括上料板21和限位组件,上料板21可拆卸地卡设于限位组件之间,上料时人工将上料板21推入限位组件之间即可。上料板21上开设有多个电磁阀容纳孔21a,每个电磁阀容纳孔21a可放置一个电磁阀。通过对三轴驱动平台行程的预先设置,可以控制吸料头33从上料板21上逐一进行取料。限位组件包括一对相对设置的限位件22,其中一个限位件22上设置有用于夹紧上料板21的旋拧把手22a。
29.上料板21侧面设置有ng品放置槽23,ng品放置槽23上开设有多个ng品容纳孔23a。当压装过程出现异常,判断有ng品时,吸料头33将电磁阀放入ng品容纳孔23a中,并且ng品放置槽23上还设置有标定工装24,标定工装24用于对ng品进行标定。
30.在可能的实施例中,承载平台1上还设置有扫码枪5,扫码枪5用于识别mda电磁阀上的产品码。
31.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
32.提供对本公开的先前描述是为使得本领域任何技术人员皆能够制作或使用本公开。对本公开的各种修改对本领域技术人员来说都将是显而易见的,且本文中所定义的普适原理可被应用到其他变体而不会脱离本公开的精神或范围。由此,本公开并非旨在被限定于本文中所描述的示例和设计,而是应被授予与本文中所公开的原理和新颖性特征相一致的最广范围。
33.以上所述仅为本技术的较佳实例而已,并不用以限制本技术,凡在本技术的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本技术保护的范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1