一种空气等离子切割枪头的制作方法
1.本实用新型涉及离子切割技术领域,更具体而言,本实用新型涉及改进后的等离子割炬枪头。
背景技术:
2.压缩空气通过枪头铜管进入等离子切割枪头后,压缩空气在枪头内部装置的作用下,气流被分为冷却气流和热气流。冷却气流为直吹的低温气流,热气流为旋转的高温气流。冷却气流一般从枪头的外铜件或者外喷嘴的小孔中吹出,用于冷却枪头和电极喷嘴。而热气流是压缩空气经过绝缘件上的斜孔(或者内铜件的多道螺纹槽)形成旋转气流,旋转气流压缩电极和电极喷嘴之间的电流后形成高温高速等离子气从电极喷嘴小孔喷出,用于融化和吹离要切割的金属,实现切割。冷热两种气流要求彼此不能干扰。已有的空气等离子切割枪头外铜件上的小孔是单一直径的,想增大气流量降低枪头和电极喷嘴温度时,会因为气流流速过快而影响热气流,内铜件、陶瓷绝缘件,外铜件配合之间会存在不同情况的漏气,造成冷气流干扰热气流的现象。尤其是在较大电流切割时,这种情况更加明显。所以解决这样一个矛盾将会有效的提升空气等离子切割枪的稳定性和切割能力。
技术实现要素:
3.针对现有技术存在的问题,本实用新型提供一种新型空气等离子切割枪头,目的是防止內铜件和陶瓷绝缘件,外铜件和陶瓷绝缘件漏气而影响切割气流旋转,以及冷却气流流速过高影响热气流造成的产品性能不稳定及切割能力不足的问题。
4.本实用新型的技术方案是:一种空气等离子切割枪头,包括內铜件、陶瓷绝缘件和外铜件;所述內铜件为管状结构,內铜件外表面自上而下至少分四段,分别为:内铜件外表面上段、内铜件外表面中段、内铜件外表面中下段和内铜件外表面下段;所述内铜件外表面中段和内铜件外表面下段的外径小于内铜件外表面中下段的外径,内铜件外表面中下段的外径小于内铜件外表面上段的外径;
5.所述内铜件外表面上段的顶部凸出形成有第一凸台,所述第一凸台底面与内铜件外表面之间的夹角处加工有第一密封圈安装槽,第一密封圈安装于第一密封圈安装槽内;所述内铜件外表面中下段的外圈上设置有第二密封圈安装槽,第二密封圈安装于第二密封圈安装槽内;安装好后的第一密封圈的大径大于第二密封圈的大径;
6.所述陶瓷绝缘件为管状结构,陶瓷绝缘件内表面分上下两段,分别为:陶瓷绝缘件内表面上段和陶瓷绝缘件内表面下段,所述陶瓷绝缘件内表面上段的直径等于内铜件外表面上段的直径,且陶瓷绝缘件内表面上段的长度等于内铜件外表面上段和内铜件外表面中段的长度和;所述陶瓷绝缘件内表面下段的直径等于内铜件外表面中下段的直径;安装好后的陶瓷绝缘件内表面上段顶部与第一密封圈紧密配合,陶瓷绝缘件内表面下段表面与第二密封圈紧密配合;
7.所述陶瓷绝缘件外表面顶部凸出有第二凸台,所述第二凸台底面与陶瓷绝缘件外
表面之间的夹角处加工有第三密封圈安装槽,第三密封圈安装于第三密封圈安装槽内;所述陶瓷绝缘件外表面底部内凹有第一台阶面,所述第一台阶面的拐角处加工有第四密封圈安装槽,第四密封圈安装于第四密封圈安装槽内;
8.所述外铜件也为中空的管状结构,外铜件内表面两端直径小于中间直径,顶部与第三密封圈紧密配合安装,底部与第四密封圈紧密配合安装。
9.进一步的,所述外铜件底部设置有一圈沿轴向开通的小孔,所述小孔为上窄下宽的台阶孔。
10.进一步的,所述内铜件外表面中下段的外圈上并排设置有两个第二密封圈安装槽,两个第二密封圈一一对应安装于第二密封圈安装槽内。增强密封效果。
11.进一步的,所述內铜件、陶瓷绝缘件和外铜件通过胶木固定。
12.本实用新型的有益效果是:等离子枪头热气流和冷却气流比在1:5到1:4之间。在大电流切割时可以有较好的冷却效果,且可以减少冷却气流对于热气流的影响。所述等离子枪头外铜件上有多个台阶孔,所述的台阶孔气流入口端直径小于出口端直径,气流在入口端流速较大,可以带走较多的热量,有效降低外铜件的热量,出口端孔径增大有效降低冷气流在喷出外铜件后的速度,从而在带走外铜件及电极喷嘴较多热量的同时避免因冷气流流速过大而影响热气流。所述枪头的外铜件、绝缘件、密封圈配置后形成一个密封的冷却气流通道。所述枪头的外铜件、内铜件、绝缘件、密封圈配置后形成一个密封的热气流通道,冷却气流通道和热气流通道彼此密封。所述的冷气流在枪头内部和枪头外部都不会影响热气流,热气流得到有效的旋转,枪头外铜和电极喷嘴得到有效的冷却。将有效的提升枪头的切割性能及电极喷嘴的使用寿命。同等情况下可以将枪头的切割性能提高到20%以上。
13.内铜件上端的一个密封圈安装后的大径大于下端的两个密封圈安装后大径尺寸。这样在安装过程中就会大大减少密封圈的磨损,且可以起到很好的密封作用。
附图说明
14.图1为通常使用的等离子切割枪头的半剖视图。其中:1-通常使用外铜件、2-通常使用的陶绝缘件、3-通常使用的内铜件、4-胶木、5-胶水。
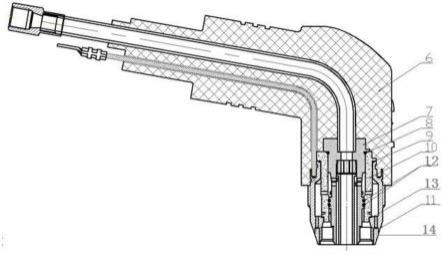
15.图2为使用本实用新型等离子切割枪头的半剖视图。
16.图3为使用本实用新型等离子切割枪头的部分剖视图。
17.图4为外铜件的轴向剖视图。
18.图5为外铜件的径向剖视图。
19.其中:6-胶木、7-内铜件、8-第一密封圈、9-第三密封圈、10-陶瓷绝缘件、11-外铜件、12-第二密封圈、13-第四密封圈、14-小孔、a-配合面1、b-配合面2、c-配合圆面3、d-配合圆面4。
具体实施方式
20.结合附图对本实用新型空气等离子切割枪头作进一步详细说明。
21.对比实施例:
22.如图1所示,通常使用的等离子切割枪头,其通常使用的外铜件1的小孔为单一的直径。在气流量较大时,冷却气流在经这些小孔流出后流速较快,影响热气流的旋转压缩造
成切割性能下降。通常使用的外铜件1内部和通常使用的陶瓷绝缘件2外部之间是间隙装配,通常使用的陶瓷绝缘件2和通常使用的內铜件3近端有密封圈,通常使用的陶瓷绝缘件2和通常使用的內铜件3远端间隙配合,通常使用的內铜件远端有多道螺旋槽,可以供热气流旋转。通常使用的外铜件1和通常使用的绝缘件2之间的间隙,通常使用的内铜件3和通常使用的绝缘件2远端的配合间隙都会影响热气流的旋转,这些现象会造成切割时性能不稳定。
23.实施例1:
24.如图2-5所示,一种空气等离子切割枪头,包括內铜件7、陶瓷绝缘件10和外铜件11。所述內铜件7为管状结构,內铜件7外表面自上而下至少分四段,分别为:内铜件外表面上段、内铜件外表面中段、内铜件外表面中下段和内铜件外表面下段。所述内铜件外表面中段和内铜件外表面下段的外径小于内铜件外表面中下段的外径,内铜件外表面中下段的外径小于内铜件外表面上段的外径。
25.所述内铜件外表面上段的顶部凸出形成有第一凸台,所述第一凸台底面与内铜件外表面之间的夹角处加工有第一密封圈安装槽,第一密封圈8安装于第一密封圈安装槽内。所述内铜件外表面中下段的外圈上并排设置有两个第二密封圈安装槽,两个第二密封圈12一一对应安装于第二密封圈安装槽内。安装好后的第一密封圈8的大径大于第二密封圈12的大径。
26.所述陶瓷绝缘件10为管状结构,陶瓷绝缘件10内表面分上下两段,分别为:陶瓷绝缘件内表面上段和陶瓷绝缘件内表面下段,所述陶瓷绝缘件内表面上段的直径等于内铜件外表面上段的直径,且陶瓷绝缘件内表面上段的长度等于内铜件外表面上段和内铜件外表面中段的长度和。所述陶瓷绝缘件内表面下段的直径等于内铜件外表面中下段的直径。安装好后的陶瓷绝缘件内表面上段顶部与第一密封圈8紧密配合,陶瓷绝缘件内表面下段表面与两个第二密封圈12紧密配合。确保內铜件7和陶瓷绝缘件10之间不会漏气。
27.所述陶瓷绝缘件10外表面顶部凸出有第二凸台,所述第二凸台底面与陶瓷绝缘件外表面之间的夹角处加工有第三密封圈安装槽,第三密封圈9安装于第三密封圈安装槽内。所述陶瓷绝缘件10外表面底部内凹有第一台阶面,所述第一台阶面的拐角处加工有第四密封圈安装槽,第四密封圈13安装于第四密封圈安装槽内。
28.所述外铜件11也为中空的管状结构,外铜件内表面两端直径小于中间直径,顶部与第三密封圈9紧密配合安装,底部与第四密封圈13紧密配合安装。外铜件11和陶瓷绝缘件10及內铜件7安装好后用工装固定,然后放入模具注塑胶木6。
29.具体的,如图3所示,本实用新型防漏气等离子切割枪头外铜件11和陶瓷绝缘件10之间有两个配合面a和b,两个配合面分别将两个密封圈9和13压紧。陶瓷绝缘件10和內铜件7之间也有两个配合圆面c和d。配合圆面c的直径大于配合圆面d的直径,内铜件7上端的一个密封圈8安装后的大径大于下端的两个密封圈12安装后大径尺寸。这样在安装过程中就会大大减少密封圈8的磨损,且可以起到很好的密封作用。
30.如图4、5所示,所述外铜件11底部设置有一圈沿轴向开通的小孔14,所述小孔14为上窄下宽的台阶孔。枪头近端的小孔直径f小于远端小孔直径g,气流先经过小孔流速较高,通过大直径小孔时就会降低流速。这样就可以在有效带走枪头和喷嘴热量的同时减少因冷却气流流速过高而影响热气流。
31.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技
术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1