一种型材轧辊共用冷却装置的制作方法
1.本实用新型涉及热轧型材生产技术领域,尤其涉及一种型材轧辊共用冷却装置。
背景技术:
2.在轧钢过程中,轧辊是与高温金属轧件的直接接触体。金属发生塑性变形时,轧辊承受高温高轧制力,该环境对轧辊的损耗及强度有着极其重要的影响,为此,冶金工作者们提出了轧钢过程中轧辊的冷却技术,并实用新型了相应的轧辊冷却装置,其原理是通过特定的冷却水管,将冷却水持续不断的喷、淋在工作中的轧辊上,使轧辊得到有效的降温。然而,热轧型材形状、尺寸多种多样,导致轧辊形状、尺寸多样,轧辊冷却装置难以共用,冷却装置备件量大幅度提升。对钢铁企业而言,型材生产时冷却装置更换次数频繁,冷却装置维护时成本较高,冷却装置备件管理时负担较大。
技术实现要素:
3.为解决现有技术中轧辊冷却装置难以共用、维护成本高的问题,本实用新型提供了一种型材轧辊共用冷却装置,减少轧辊冷却装置更换次数及备件数量,降低维修、管理成本。
4.本实用新型所采用的技术方案是:一种型材轧辊共用冷却装置,其包括直角结构件,直角结构件上设置有进水管,所述进水管远离直角结构件一端连接有主水管,主水管远离进水管一端设置有横管,横管两端各连接有水管,各所述水管另一端分别连接有副水管,主水管和副水管为半圆弧状,所述主水管和/或副水管上设置有固定装置,所述主水管与各副水管内圆弧上表面均匀设置有若干喷水嘴。
5.上述的一种型材轧辊共用冷却装置,所述进水管与主水管之间设置有支撑结构固定连接。
6.上述的一种型材轧辊共用冷却装置,各所述固定装置包括有若干固定件和与其相适配的若干卡件。
7.上述的一种型材轧辊共用冷却装置,各所述固定件中部开设有方形孔,所述副水管与各固定件通过卡件穿过固定件上方形孔固定连接,卡件为半圆弧状,卡件内圆弧直径与副水管的外径一致,卡件各端部带有螺纹,配套有相适配的螺母。
8.上述的一种型材轧辊共用冷却装置,所述固定件数量有3个,分别与主水管焊接固定。
9.上述的一种型材轧辊共用冷却装置,各所述副水管其圆弧半径比主水管圆弧半径小10mm-20mm。
10.上述的一种型材轧辊共用冷却装置,主水管和各副水管上均有6-8个喷水嘴。
11.上述的一种型材轧辊共用冷却装置,直角结构件的横截面成l形,包括垂直面和水平面,所述直角结构件垂直面开设有若干方孔。
12.上述的一种型材轧辊共用冷却装置,所述直角结构件垂直面开设的方孔有2个。
13.上述的一种型材轧辊共用冷却装置,所述水管为软质耐高温水管。
14.本实用新型的有益效果是,本实用新型所述的一种型材轧辊共用冷却装置,其通过设置直角结构件和可移动的副水管,在使用时可根据轧辊尺寸形状,适当调整该冷却装置的安装高度和两个副水管之间间距,可满足多尺寸、多形状型材轧辊冷却,使得热轧型材轧辊冷却装置共用率提升了60%,备件量得到大幅度降低,备件管理及维修成本降低了近25%。
附图说明
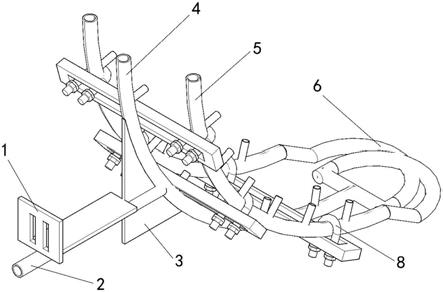
15.图1是本实用新型背面向结构示意图;
16.图2是本实用新型正面向结构示意图。
17.图中:1.直角结构件,2.进水管,3.支撑结构,4.主水管,5.副水管,6.水管,7.固定件,8.卡件,9.喷水嘴,10.横管。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。除非另作定义,此处使用的技术术语或者科学术语应当为本公开所属领域内具有一般技能的人士所理解的通常意义。本公开专利申请说明书以及权利要求书中使用的“上”、“下”、“左”、“右”、“前”、“后”、“里”、“外”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也相应地改变。本实用新型未详述之处,均为本技术领域技术人员的公知技术。
19.如图1和图2所示,本实用新型一种型材轧辊共用冷却装置,包括直角结构件1,直角结构件1的横截面成l形,包括垂直面和水平面,所述直角结构件1垂直面开设有若干方孔,直角结构件1水平面底部设置有进水管2,所述进水管2远离直角结构件1垂直面一端连接有主水管4,主水管4为半圆弧状,其内圆弧上表面均匀设置有若干固定件7,固定件7中部开设有方形孔,所述主水管4远离进水管2一端设置有横管10,横管10两端各连接有水管6,各所述水管6为软质耐高温水管,其另一端分别连接有副水管5,所述副水管5与各固定件7通过设置卡件8穿过固定件7上方形孔固定连接,所述主水管4与各副水管5内圆弧上表面均匀设置有若干喷水嘴9。
20.进一步地,本实施例中所述直角结构件1垂直面和水平面的宽度为50mm-100mm,厚度为5mm-10mm,水平面的长度为300mm-400mm,垂直面的高度为100mm-150mm,垂直面带有2个方孔,方孔宽度为10mm-15mm,方孔长度为60mm-100mm。直角结构件1的作用是在于将整个冷却装置连接于轧机横梁,同时,直角结构件1的垂直面方孔可使得整个冷却装置沿垂直方向上下调整,满足不同直径轧辊的冷却共用。
21.本实施例中,所述进水管2长度为250mm-350mm(长度>直角结构件1的水平面长度),直径15mm-25mm。进水管2与主水管4之间设置有支撑结构3固定连接,支撑结构3其形状近似于直角三角形,直角边长度为150mm-250mm,厚度为5mm-10mm;其斜边呈圆弧状,与主水管4焊接在一起,此外,支撑结构3还与进水管2呈图中的形式焊接在一起。
22.进一步地,本实施例中所述主水管4圆弧半径为520mm-1020mm,水管直径15mm-25mm;沿主水管4的半圆弧,均匀分布6-8个水嘴,水嘴方向垂直于辊面,水嘴直径1.0mm-2.0mm;主水管4的水管一端封闭,另一端与直径10mm-20mm的横管10连接,横管10长度50mm-100mm。
23.本实施例中,所述卡件8为半圆弧状,直径10mm-15mm,卡件8内圆弧直径与副水管5的外径一致,卡件8各端部带有螺纹,配套有相适配的螺母,通过利用卡件8和螺母作用可将副水管5与固定件7紧密固定在一起。
24.本实施例中,所述固定件7数量有3个,分别与主水管4焊接固定,固定件7单个固定件长200mm-600mm,宽50mm-100mm,厚15mm-20mm;固定件7方形孔长150mm-550mm,宽10mm-15mm;其主要用途是连接并固定主水管4和副水管5,同时,固定件7中的方形孔可以保证副水管5的两个水管之间距离随机调整,从而满足不同辊面宽度的轧辊冷却。
25.本实施例中,各所述副水管5为带6-8个喷水嘴9的水管,呈半圆弧状,其圆弧半径为500mm-1000mm,比主水管4圆弧半径小10mm-20mm,水管直径为10mm-20mm;各喷水嘴9沿副水管5呈等间距分布,水嘴方向垂直于辊面,水嘴直径1.0mm-2.0mm。
26.进一步地,本实施例中所述水管6软质耐高温水管直径10mm-20mm,长度500mm-800mm;与主水管4和副水管5连接,其用途是将主水管4中的水流注入副水管5。
27.应用时,根据热轧型材轧辊直径,选择曲率(主水管4和副水管5)与轧辊辊面曲率相当的冷却装置;根据轧辊辊面宽度,调整副水管5的两个水管之间的间距,调整至适当间距后,采用固定件7和卡件8,将主水管4和副水管5固定;将一根水管6的一端接在横管10的一端,将该水管6的另一端接在其中一个副水管5的一端;同理,再取一根水管6,将其一端接在横管10的剩余一端,将该水管6的另一端接在另一支副水管5的一端;经过上述安装步骤,冷却装置组装完毕;根据轧机横梁与轧辊直径,通过直角结构件1中垂直面的方形孔,适当调整冷却装置的安装高度,调整完成后,固定于轧机横梁,将进水管2进水口与产线循环水水源连接。循环水经进水管2注入主水管4和副水管5,经喷水嘴9均匀喷射在高温轧辊表面,实现轧辊表面在线降温。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1