攻丝机的制作方法
1.本技术涉及攻丝技术的领域,尤其是涉及一种攻丝机。
背景技术:
2.在机械领域,经常需要对零部件进行攻丝,攻丝时通过人工方式来加工零件。
3.加工零件时,首先将零件固定,接着通过人工方式来直接操作攻丝电钻,将攻丝电钻移动至零件需要加工的部位,然后启动攻丝电钻,对零件进行攻丝加工。
4.针对上述中的相关技术,发明人认为零件在攻丝加工时,需要人工来拿取攻丝电钻,同时在加工过程中需要人工来承受攻丝电钻的重量,使得人力损耗严重,进而使零件攻丝加工的效率降低。
技术实现要素:
5.为了减少人力损耗,提高零件攻丝加工的效率,本技术提供一种攻丝机。
6.本技术提供的一种攻丝机,采用如下的技术方案:
7.一种攻丝机,包括底座和攻丝电钻,底座上方固定设置有支架,支架上设置有平衡装置,平衡装置与攻丝电钻连接,平衡装置能够使攻丝电钻悬吊在不同的高度;底座上设置有压紧机构,压紧机构用于固定加工零件。
8.通过采用上述技术方案,首先,将加工零件放置在底座上,接着用压紧机构把加工零件固定,攻丝电钻在平衡装置的作用下固定悬浮在底座上方,对攻丝电钻施加一定外力,将攻丝电钻移动至零件需要加工的部位,然后启动攻丝电钻对零件进行加工,避免在零件加工过程中,通过人工来支撑攻丝电钻的重量,从而减少了人力损耗、提高了零件攻丝加工的效率。
9.可选的,所述平衡装置为弹簧平衡器,弹簧平衡器内绕设有钢丝绳,钢丝绳外端固定套设在攻丝电钻上。
10.通过采用上述技术方案,将攻丝电钻与弹簧平衡器内设的钢丝绳连接,使得攻丝电钻在弹簧平衡器的作用下,能够使攻丝电钻在底座上方的固定悬浮,从而减少了人力损耗。
11.可选的,所述支架上设置有转动机构,转动机构用于调节攻丝电钻的位置。
12.通过采用上述技术方案,使用转动机构来直接调节攻丝电钻的位置,通过一次位置调节完成攻丝电钻在多个方向上的位置改变,避免多次调节攻丝钻头或加工零件的位置,从而提高了零件的螺纹加工效率。
13.可选的,所述转动机构包括摇杆和转动杆,摇杆长度方向一端与支架铰接连接;摇杆长度方向另一端连接有第一连接块,第一连接块与摇杆铰接;第一连接块远离摇杆的一侧与转动杆铰接,且第一连接块与摇杆的铰接轴线垂直于第一连接块与转动杆的铰接轴线;转动杆远离第一连接块的一端铰接有第二连接块,且第二连接块、第一连接块与转动杆的铰接轴线平行,第二连接块远离转动杆的一侧与攻丝电钻固定连接。
14.通过采用上述技术方案,与支架转动连接的摇杆,以及与摇杆转动连接的第一连接块,能够使攻丝电钻完成在竖直平面的位置调节,与第一连接块转动连接的转动杆,能够使攻丝电钻完成在水平面的位置调节,与转动杆转动连接的第二连接块,能够使攻丝电钻正对加工零件,从而使转动机构实现通过一次位置调节完成攻丝电钻在多个方向上的位置改变。
15.可选的所述支架一侧水平设置有固定杆,固定杆长度方向垂直于支架的长度方向,固定杆与支架固定连接,固定杆穿设在摇杆远离第一连接块的一端,摇杆与固定杆转动连接,且摇杆沿固定杆的长度方向与固定杆滑动连接;摇杆与固定杆、摇杆与第一连接块、第一连接块与转动杆、转动杆与第二连接块均阻尼连接。
16.通过采用上述技术方案,使用转动机构把攻丝电钻移动至合适的位置后,启动攻丝电钻,同时对攻丝电钻施加外力,由于摇杆与固定杆、第一连接块、转动杆、第二连接块均阻尼连接,使得攻丝电钻能够带动转动机构沿固定杆的长度方向移动,进而使攻丝电钻在攻丝加工时,攻丝电钻的方向不会改变,从而提高了零件加工的质量。
17.可选的,所述压紧机构包括第一丝杠、压条和引导杆,第一丝杠竖直设置在支架和底座之间,第一丝杠底端与底座转动连接;第一丝杠穿设在压条上,压条水平设置,压条与第一丝杠螺纹连接;引导杆竖直穿设在压条上,引导杆与压条沿竖直方向滑动连接,引导杆底端与底座固定连接。
18.通过采用上述技术方案,将加工零件放置在底座上,且位于压条下方,接着转动第一丝杠,第一丝杠驱动与自身螺纹连接的压条向下移动,使压条底面与加工零件紧密抵接,从而将加工零件固定。
19.可选的,所述压紧机构包括第一丝杠、压条和第二丝杠,第一丝杠和第二丝杠均竖直设置在支架和底座之间,且均穿设在压条上,第一丝杠和第二丝杠底端均与底座转动连接,第一丝杠和第二丝杠均与压条螺纹连接;第一丝杠和第二丝杠上均固定设置有链轮,两个链轮位于同一水平面,且两个链轮之间设置有链条。
20.通过采用上述技术方案,使用两个丝杠来驱动压条的升降,使得单个丝杠受到的负载降低,有利于提高丝杠的使用寿命,从而改善了攻丝机的实用性。
21.可选的,所述压条底面固定设置有保护膜,保护膜采用柔性材料制成。
22.通过采用上述技术方案,当压条压紧加工零件的时候,保护膜先与加工零件接触,避免压条对加工零件表面造成破坏,从而改善了攻丝机对加工零件的保护。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.通过设置平衡装置,平衡装置能够将攻丝电钻固定悬浮,减少了人力损耗,从而提高了零件的加工效率;
25.通过设置转动机构,实现了一次位置调节完成攻丝电钻在多个方向上的位置改变,从而提高了零件的加工效率;
26.通过设置保护膜,避免压条直接与加工零件接触,从而改善了攻丝机对加工零件的保护。
附图说明
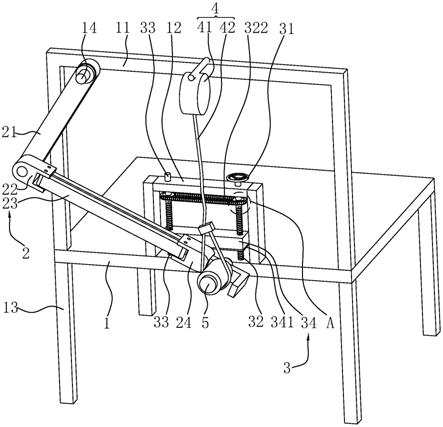
27.图1是本技术实施例1的结构示意图;
28.图2是图1中a处的局部放大图;
29.图3是本技术实施例2的结构示意图。
30.附图标记说明:1、底座;11、支架;12、安装杆;13、支腿;14、固定杆;2、转动机构;21、摇杆;22、第一连接块;23、转动杆;24、第二连接块;3、压紧机构;31、摇手;32、第一丝杠;321、链轮;322、链条;33、第二丝杠;34、压条;341、保护膜;35、引导杆;4、平衡装置;41、弹簧平衡器;42、钢丝绳;5、攻丝电钻。
具体实施方式
31.以下结合附图1-3对本技术作进一步详细说明。
32.本技术实施例公开一种攻丝机。
33.实施例1:
34.参照图1,攻丝机包括底座1和攻丝电钻5,底座1上设置有压紧机构3,压紧机构3用于固定加工零件,底座1上还设置有转动机构2,转动机构2与攻丝电钻5连接,转动机构2用于调节攻丝电钻5的位置。
35.参照图1,底座1呈矩形,底座1水平设置,底座1一侧边缘的上方设置有水平的支架11,支架11为长条状,支架11的长度方向与底座1的长度方向相同,且支架11长度方向的两端均竖直向下延伸且与底座1顶面固定连接。支架11与底座1之间设置有水平的安装杆12,安装杆12的长度方向与支架11顶部的长度方向相同,且安装杆12的长度小于支架11的长度,安装杆12长度方向的两端均竖直向下延伸且与底座1顶面固定连接。底座1下方设置有四个支腿13,支腿13竖直设置,且四个支腿13分别位于底座1的顶角处,支腿13顶端与底座1固定连接。
36.参照图1和图2,压紧机构3包括第一丝杠32、第二丝杠33和压条34,第一丝杠32和第二丝杠33均竖直穿设在安装杆12上,第一丝杠32和第二丝杠33分别位于安装杆12长度方向的两端,且均与安装杆12转动连接,第一丝杠32的底端和第二丝杠33的底端均与底座1转动连接;第一丝杠32和第二丝杠33上均固定套设有链轮321,两个链轮321位于同一水平面,链轮321位于靠近安装杆12顶部下方处;两个链轮321之间设置有链条322,链条322绕设在两个链轮321上,并与链轮321配合使用;第一丝杠32顶端固定连接有摇手31;压条34长度方向与安装杆12的长度方向相同,且压条34的长度尺寸小于安装杆12的长度尺寸,压条34位于链轮321与底座1之间,第一丝杠32和第二丝杠33均穿设在压条34上,压条34与第一丝杠32、第二丝杠33均螺纹连接;压条34底面固定连接有保护膜341,保护膜341采用柔性材料制成。
37.对零件进行加工时,首先把零件放置在底座1上,将零件调整到合适位置,然后转动摇手31,带动第一丝杠32开始转动,第一丝杠32通过链轮321和链条322配合带动第二丝杠33共同转动,使得压条34沿竖直方向进行移动,将零件压紧固定,便于对零件进行加工;压条34固定零件时,压条34底面的保护膜341先和零件接触,避免压条34直接紧密压紧零件,使得零件表面被破坏,从而改善了攻丝机对零件的保护。
38.参照图1,转动机构2包括摇杆21和转动杆23,支架11上水平设置有固定杆14,固定杆14长度方向与支架11顶部的长度方向垂直,固定杆14位于支架11顶部长度方向远离底座1的一侧,固定杆14靠近支架11的一端与支架11固定连接;摇杆21设置在竖直面内,摇杆21
顶部套设在固定杆14上,摇杆21与固定杆14转动连接,摇杆21沿固定杆14的长度方向与固定杆14滑动连接;摇杆21底部铰接有第一连接块22,第一连接块22与摇杆21的铰接轴线与固定杆14的长度方向平行;转动杆23沿着固定杆14的长度方向平行设置有两个,转动杆23一端与第一连接块22铰接,且转动杆23与第一连接块22的铰接轴线平行于摇杆21所在的竖直面;两个转动杆23远离第一连接杆的一端同时连接有第二连接块24,第二连接块24与转动杆23铰接,且第二连接块24与转动杆23的铰接轴线平行于第一连接块22与转动杆23的铰接轴线;第二连接块24远离转动杆23的一侧和攻丝电钻5固定连接;摇杆21与固定杆14、摇杆21与第一连接块22、第一连接块22与转动杆23、转动杆23与第二连接块24均阻尼连接。
39.零件固定完成后,施加外力于攻丝电钻5,使得转动机构2整体受力,与支架11连接的摇杆21和第一连接块22能够使攻丝电钻5在竖直平面内转动,与第一连接块22连接的转动杆23能够使攻丝电钻5在平面内转动,第二连接块24能够使攻丝电钻5调整到正对零件的位置,然后将攻丝电钻5移动到加工位置,启动攻丝电钻5,将转动机构2沿固定杆14的长度方向推动,使得攻丝电钻5对零件进行加工,从而使攻丝电钻5可以通过一次调节完成多个方向上的位置改变,同时攻丝电钻5的加工方向沿固定杆14的长度方向,提高了零件的加工效率和质量。
40.参照图1,支架11上还设置有平衡装置4,平衡装置4为弹簧平衡器41,弹簧平衡器41位于底座1上方,且与支架11顶部固定连接;弹簧平衡器41内绕设有钢丝绳42,钢丝绳42外端固定套设在攻丝电钻5上。
41.对攻丝电钻5施加外力进行位置调节时,会带动钢丝绳42一起移动,攻丝电钻5位置调节完成后,撤去外力,弹簧平衡器41能够使攻丝电钻5悬浮在调节位置;当零件加工完成后,对攻丝电钻5施加外力,将攻丝电钻5移动至初始位置,避免攻丝电钻5与其他物体触碰,同时,与人工直接操作攻丝电钻5相比,弹簧平衡器41能够使得人工施加的外力降低,使得人力损耗减小,从而提高了零件加工的效率。
42.本技术实施例一种攻丝机的实施原理为:对零件进行加工时,首先把零件放置在底座1上,将零件调整到合适位置,然后转动摇手31,带动第一丝杠32开始转动,第一丝杠32通过链轮321和链条322配合带动第二丝杠33共同转动,使得压条34沿竖直方向进行移动,将零件压紧固定,接着施加外力于攻丝电钻5,使得转动机构2整体受力,然后将攻丝电钻5移动到加工位置,同时弹簧平衡器41将攻丝电钻5固定悬浮在不同的高度,启动攻丝电钻5,将转动机构2沿固定杆14的长度方向推动,使得攻丝电钻5对零件进行加工,从而使零件在加工过程中减少人力损耗,同时攻丝电钻5的加工方向沿固定杆14的长度方向,提高了零件的加工效率和质量。
43.实施例2:
44.参照图3,本技术实施例与实施例1的不同之处在于:压紧机构3包括第一丝杠32、引导杆35和压条34,第一丝杠32竖直穿设在安装杆12上,第一丝杠32位于安装杆12长度方向的一端,且与安装杆12转动连接,第一丝杠32的底端与底座1转动连接;第一丝杠32顶端固定连接有摇手31;压条34长度方向与安装杆12的长度方向相同,且压条34的长度尺寸小于安装杆12的长度尺寸,压条34位于安装杆12与底座1之间,第一丝杠32穿设在压条34上,压条34与第一丝杠32螺纹连接;引导杆35竖直设置,引导杆35同时穿设在压条34和安装杆12上,引导杆35位于压条34长度方向远离第一丝杠32的一端,引导杆35与压条34沿竖直方
向滑动连接,引导杆35与安装杆12、底座1顶面均固定连接;压条34底面固定连接有保护膜341,保护膜341采用柔性材料制成。
45.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1