基于钎焊的陶瓷金属封接制造装置的制作方法
1.本实用新型属于陶瓷金属封接技术领域,具体是基于钎焊的陶瓷金属封接制造装置。
背景技术:
2.陶瓷金属封接,即金属材料与陶瓷的气密连接,是以金属钎焊技术为基础而发展起来的,在陶瓷表面涂覆上一层与陶瓷结合牢固的金属层,或者是在陶瓷表面涂覆上一层化学性质活泼的金属层,该活泼金属层能使焊料与陶瓷浸润。然后即可实现陶瓷与金属之间的钎焊。
3.焊料在封接制造装置内高温熔化,在冷却凝固,实现陶瓷金属封接,现有的封接制造装置在冷却过程中速度慢,制约了陶瓷金属封接效率,且各位冷却不均匀,影响封接质量。
技术实现要素:
4.本实用新型的目的在于提供基于钎焊的陶瓷金属封接制造装置,用于解决如下技术问题:
5.目前的陶瓷金属封接制造装置在冷却过程中速度慢,制约了陶瓷金属封接效率,且各位冷却不均匀,影响封接质量的问题。
6.为实现上述目的,本实用新型提供如下技术方案:
7.基于钎焊的陶瓷金属封接制造装置,包括封接装置本体,所述封接装置本体呈卧式筒体,所述封接装置本体顶部贯穿设置有两个对称的第二冷气管,所述封接装置本体底部贯穿设置有出气管;
8.所述封接装置本体一侧设置有缓冲罐,两个对称的第二冷气管端部分别连通缓冲罐,缓冲罐还连接有第一冷气管,所述第一冷气管远离缓冲罐的一端连接有风机,所述风机的进气口连接有冷却器,所述冷却器远离风机的一端连通出气管。
9.进一步的方案:所述缓冲罐呈卧式胶囊形。
10.进一步的方案:两个对称的所述第二冷气管端部分别连通缓冲罐的两端,所述第一冷气管与缓冲罐的中部连通。
11.进一步的方案:所述第一冷气管的横截面积是第二冷气管横截面积的2倍。
12.进一步的方案:所述第二冷气管的直径是出气管直径的0.5倍。
13.进一步的方案:所述封接装置本体由内至外依次分为加热层、保温层和外壳。
14.进一步的方案:所述出气管的管壁外侧设置若干个环形散热翅片,且环形散热翅片表面涂抹导热硅脂。
15.与现有技术相比,本实用新型的有益效果是:
16.封接装置本体顶部贯穿设置有两个对称的第二冷气管,两个对称的第二冷气管分别靠近封接装置本体的两端。冷气不直接冲击中间位置的产品,而是经过两端,并冲击封接
装置本体内壁,再从封接装置本体底部中间处流出。不会因为冷气直接冲击产品,产品一侧过冷,钎焊封接处收缩差异大,造成封接密封性不好,影响产品质量。
17.同时,设置两处冷气进口,冷气冲击封接装置本体内壁,使内壁快速降温,减少降温时间,提高了生产效率。
附图说明
18.为了便于本领域技术人员理解,下面结合附图对本实用新型作进一步的说明。
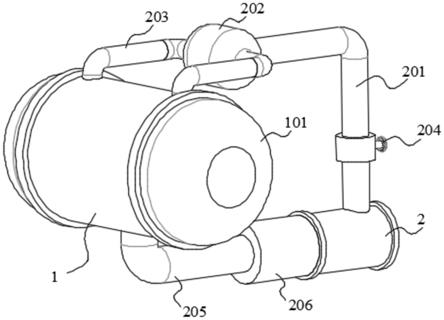
19.图1为本实用新型实施例提供的封接制造装置的整体结构示意图;
20.图2为本实用新型实施例提供的接制造装置的正视图;
21.图3为图2中a-a剖面示意图;
22.图4为图3中b区放大图;
23.图5为本实用新型实施例提供的接制造装置的右视图。
24.图中:1、封接装置本体;101、进料口封盖;102、外壳;103、保温层;104、加热层;2、风机;201、第一冷气管;202、缓冲罐;203、第二冷气管;204、气阀;205、出气管;206、冷却器;207、环形散热翅片。
具体实施方式
25.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型,即所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本实用新型实施例的组件可以以各种不同的配置来布置和设计。
26.因此,以下对在附图中提供的本实用新型的实施例的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施例。基于本实用新型的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
27.请参阅图1-5所示,本实用新型实施例中,基于钎焊的陶瓷金属封接制造装置,包括封接装置本体1、风机2和冷却器206,封接装置本体1呈卧式筒体,封接装置本体1顶部贯穿设置有两个对称的第二冷气管203,两个对称的第二冷气管203分别靠近封接装置本体1的两端,封接装置本体1一端设有进料口,进料口设有进料口封盖101,封接装置本体1底部贯穿设置有出气管205;
28.两个对称的所述第二冷气管203端部分别连通缓冲罐202的两端,第一冷气管201与缓冲罐202的中部连通,第一冷气管201远离缓冲罐202的一端与风机2连通,风机2的进气口与冷却器206连通,冷却器206远离风机2的一端连通出气管205,优选的,出气管205的管壁外侧设置若干个环形散热翅片207,可在环形散热翅片207表面涂抹导热硅脂,对从封接装置本体1内抽出的热气进行预冷却。
29.缓冲罐202呈卧式胶囊形;封接装置本体1由内至外依次分为加热层104、保温层103和外壳102。
30.第一冷气管201的横截面积是第二冷气管203横截面积的2倍,使第一冷气管201和
第二冷气管203冷气流速基本一致。
31.第二冷气管203的直径是出气管205直径的0.5倍,由于气体受热体积膨胀,将出气管205直径设为第二冷气管203的直径的2倍,有利于快速抽出热气。
32.第二冷气管203和出气管205靠近封接装置本体1处均设有气阀204,由于是现有技术,故在示意图中省略。
33.工作原理:
34.首先,第二冷气管203和出气管205靠近封接装置本体1处的气阀204均为关闭状态,封接装置本体1内部为惰性气体氛围,封接装置本体1的加热层104将封接装置本体1内部加热至陶瓷金属钎焊所需温度,加热层104是周向均匀布置,所以封接装置本体1内部升温快速且均匀,陶瓷金属钎焊封接处平整,钎焊完成后,停止加热;
35.然后将第一冷气管201、第二冷气管203和出气管205的气阀204打开,同时开启风机2,热气从封接装置本体1内抽出,热气经过出气管205先预冷却,再通过冷却器206充分冷却变成冷气,通过第一冷气管201和第二冷气管203到达封接装置本体1顶部的两端,对封接装置本体1内部持续冷却,直到符合生产要求温度,最终完成陶瓷金属封接,打开进料口封盖101,取出产品,再进行之后产品的加工。
36.如图3所述,冷气在封接装置本体1内部流动示意图(图中箭头所示),冷气不直接冲击中间位置的产品,而是经过两端,并冲击封接装置本体1内壁,再从封接装置本体1底部中间处流出。不会因为冷气直接冲击产品,产品一侧过冷,钎焊封接处收缩差异大,造成封接密封性不好,影响产品质量。同时,设置两处冷气进口,冷气冲击封接装置本体1内壁,使内壁快速降温,减少降温时间,提高了生产效率。
37.以上内容仅仅是对本实用新型结构所做的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离实用新型的结构或者超越本权利要求书所定义的范围,均应属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1