一种增加子刃带的直槽阶梯钻的制作方法
1.本实用新型涉及钻孔工具技术领域,具体涉及一种增加子刃带的直槽阶梯钻。
背景技术:
2.在金属切削加工行业中,有很多零件都存在台阶孔加工的情况。以汽车发动机缸体、缸体缸盖为例,有很多台阶孔需要加工,对刀具的需求量就很大。硬质合金刀具单价相对较高,因此,客户往往需要对刀具进行多次修磨,以增加刀具的使用次数,以降低刀具的使用成本。
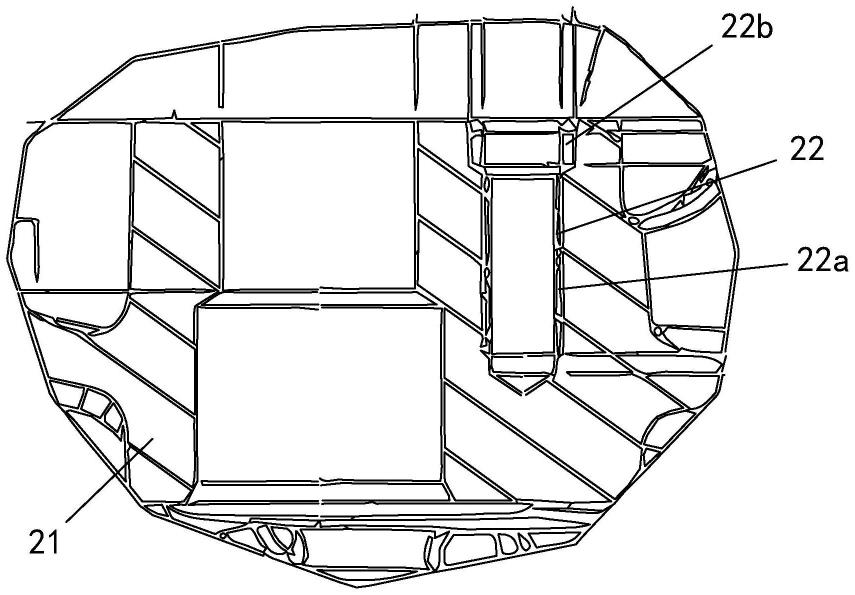
3.如图1所示,缸体21上的螺纹沉头孔22,是由一个螺纹底孔22a衔接一个沉台孔22b组成的,由于这类孔需要通过复合钻头加工,其第一阶梯为实心钻孔,第二阶梯为扩孔,所以容易发生缠屑。并且由于沉台孔22b的孔深太浅,设计的刀具第二阶梯也受到限制会很短,导致刀具修磨次数降低至1~2次。
4.因此,如何解决上述现有技术存在的不足,便成为本实用新型所要研究解决的课题。
技术实现要素:
5.本实用新型的目的是提供一种增加子刃带的直槽阶梯钻。
6.为达到上述目的,本实用新型采用的技术方案是:
7.一种增加子刃带的直槽阶梯钻,包括柄部和刃部,刃部包括两刃瓣,两所述刃瓣间为排屑槽;
8.所述刃部包括钻尖、第一棱边、第一阶梯角、子刃带及第二阶梯角;
9.其中,主切削刃位于所述钻尖,副切削刃位于所述第一棱边及所述子刃带,阶梯切削刃位于所述第一阶梯角及所述第二阶梯角;
10.所述钻尖包括第一主后刀面及第二主后刀面,其中对应所述第二主后刀面开设有一容屑槽,且该容屑槽位于所述排屑槽的前端处;
11.还包括第二棱边,该第二棱边与所述第一棱边分别位于所述排屑槽的两侧;
12.所述第一阶梯角位于第一阶梯面,所述第二阶梯角位于第二阶梯面,在刀具的轴线方向上,第一阶梯角位于第二阶梯角的前部;
13.所述子刃带位于第一阶梯面和第二阶梯面之间,且子刃带的一侧开设有子刃槽,该子刃槽的长度大于所述子刃带的长度。
14.上述技术方案中的有关内容解释如下:
15.1.上述方案中,所述子刃带和所述第二阶梯角的切削角度错开。
16.2.上述方案中,所述第一主后刀面上开设有内冷孔,该内冷孔连通一冷媒流道,该冷媒流道沿轴向开设于所述刀具中。
17.3.上述方案中,所述第一棱边与所述第一阶梯角的连接处形成有一空刀槽,用于阶梯根部去高点。
18.4.上述方案中,所述排屑槽的长度为刀具长度的45~50%。
19.本实用新型的工作原理及优点如下:
20.本实用新型一种增加子刃带的直槽阶梯钻,包括柄部和刃部,刃部包括两刃瓣,两刃瓣间为排屑槽;刃部包括钻尖、第一棱边、第一阶梯角、子刃带及第二阶梯角;主切削刃位于钻尖,副切削刃位于第一棱边及子刃带,阶梯切削刃位于第一阶梯角及第二阶梯角;钻尖包括第一主后刀面及第二主后刀面,对应第二主后刀面开设有容屑槽;还第二棱边,第二棱边与第一棱边分别位于排屑槽两侧;第一阶梯角位于第一阶梯面,第二阶梯角位于第二阶梯面,在刀具的轴线方向上,第一阶梯角位于第二阶梯角的前部;子刃带位于第一阶梯面和第二阶梯面之间,且子刃带的一侧开设有子刃槽,且子刃槽的长度大于子刃带长度。
21.相比现有技术而言,本实用新型的优点包括:
22.1、通过额外新增的子刃槽,加大了刀具的容屑空间及剪切断屑能力,减少缠屑效果;
23.2、通过子刃带和第二阶梯角的切削角度错开,减小震刀风险;
24.3、通过子刃带的设计,使得第二阶梯修磨次数不再受到第一棱边长度的限制,可增加至7~8次修磨,大幅降低了刀具的使用成本。
附图说明
25.附图1为本实用新型加工工件的剖面示意图;
26.附图2为本实用新型实施例的结构示意图;
27.附图3为本实用新型实施例的头部的结构示意图;
28.附图4为本实用新型实施例的立体图。
29.以上附图中:1.柄部;2.刃部;3.刃瓣;4.排屑槽;5.钻尖;6.第一棱边;7.第一阶梯角;8.子刃带;9.第二阶梯角;10.第一主后刀面;11.第二主后刀面;12.容屑槽;13.第二棱边;14.第一阶梯面;15.第二阶梯面;16.子刃槽;17.内冷孔;18.冷媒流道;19.空刀槽;21.缸体;22.螺纹沉头孔;22a.螺纹底孔;22b.沉台孔。
具体实施方式
30.下面结合附图及实施例对本实用新型作进一步描述:
31.实施例:以下将以图式及详细叙述对本案进行清楚说明,任何本领域技术人员在了解本案的实施例后,当可由本案所教示的技术,加以改变及修饰,其并不脱离本案的精神与范围。
32.本文的用语只为描述特定实施例,而无意为本案的限制。单数形式如“一”、“这”、“此”、“本”以及“该”,如本文所用,同样也包含复数形式。
33.关于本文中所使用的“第一”、“第二”等,并非特别指称次序或顺位的意思,亦非用以限定本案,其仅为了区别以相同技术用语描述的组件或操作。
34.关于本文中所使用的“包含”、“包括”、“具有”等,均为开放性的用语,即意指包含但不限于。
35.关于本文中所使用的用词(terms),除有特别注明外,通常具有每个用词使用在此领域中、在本案内容中与特殊内容中的平常意义。某些用以描述本案的用词将于下或在此
说明书的别处讨论,以提供本领域技术人员在有关本案描述上额外的引导。
36.关于本文中所使用的“前”、“后”为方向性用词,在本案中仅为说明各结构之间位置关系,并非用以限定本案保护方案及实际实施时的具体方向。
37.参见附图1~4所示,一种增加子刃带的直槽阶梯钻,包括柄部1和刃部2,刃部2包括两刃瓣3,两所述刃瓣3间为排屑槽4。
38.所述刃部2包括钻尖5、第一棱边6、第一阶梯角7、子刃带8及第二阶梯角9。
39.其中,主切削刃位于所述钻尖5,副切削刃位于所述第一棱边6及所述子刃带8,阶梯切削刃位于所述第一阶梯角7及所述第二阶梯角9。
40.所述钻尖5包括第一主后刀面10及第二主后刀面11,其中对应所述第二主后刀面11开设有一容屑槽12,且该容屑槽12位于所述排屑槽4的前端处。如图3所示,刀具在加工时为逆时针旋转。
41.还包括第二棱边13,该第二棱边13与所述第一棱边6分别位于所述排屑槽4的两侧。第二棱边参与切削,在钻削时提供支撑,能够实现更好的孔壁质量。
42.所述第一阶梯角7位于第一阶梯面14,所述第二阶梯角9位于第二阶梯面15,在刀具的轴线方向上,第一阶梯角7位于第二阶梯角9的前部。
43.所述子刃带8位于第一阶梯面14和第二阶梯面15之间,且子刃带8的一侧开设有子刃槽16,该子刃槽16的长度大于所述子刃带8的长度。
44.其中,所述第一主后刀面10上开设有内冷孔17,该内冷孔17连通一冷媒流道18,该冷媒流道18沿轴向开设于所述刀具中。
45.优选的,所述第一棱边6与所述第一阶梯角7的连接处形成有一空刀槽19,用于阶梯根部去高点。
46.优选的,所述排屑槽4的长度为刀具长度的45~50%。
47.相比现有技术而言,本实用新型通过额外新增的子刃槽,加大了刀具的容屑空间及剪切断屑能力,减少缠屑效果;通过子刃带和第二阶梯角的切削角度错开,减小震刀风险;通过子刃带的设计,使得第二阶梯修磨次数不再受到第一棱边长度的限制,可增加至7~8次修磨,大幅降低了刀具的使用成本。
48.上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1