准确定位金属盘卷凸面的激光蚀刻打标装置的制作方法
1.本实用新型涉及一种准确定位金属盘卷凸面的激光蚀刻打标装置。
背景技术:
2.金属盘卷生产现状,批量生产具有连续性,出扎后金属盘卷温度高,金属盘卷体积大,高度较高。传统标记方式:人工标记和喷墨标记,人工标记在高温金属盘卷上标记时有工业安全风险。刚出扎的金属盘卷温度均在300℃左右,及其容易烫伤皮肤,金属盘卷批量生产增加了工人劳动强度;喷墨标记方式在高温金属盘卷上标记时,墨汁在圆柱体表面因凸面和凹面导致墨汁附着性变差会产生毛细状印记,做出的标记不规整模糊,喷墨容易被搽除,同时喷墨标记需更换墨盒,标记不方便。
技术实现要素:
3.本实用新型的目的在于提供一种准确定位金属盘卷凸面的激光蚀刻打标装置,该装置可对刚出扎的高温金属盘卷进行标记,解决了刚出扎的金属盘卷标记问题。
4.本实用新型的技术方案在于:一种准确定位金属盘卷凸面的激光蚀刻打标装置,包括支架,所述支架的上方设置有由安装于支架上端的y轴驱动机构驱动实现纵向移动的龙门支座,所述龙门支座的上部设置有由x轴驱动机构驱动实现横向移动的连接座,所述连接座上安装有由z轴驱动机构驱动实现升降的激光蚀刻机机头。
5.进一步地,所述y轴驱动机构包括卧式安装于支架上端的倒u型底板,所述倒u型底板的一侧经纵向设置的y轴主轴丝杆滑台模组与龙门支座的一侧下端相连接,倒u型底板的另一侧与龙门支座的另一侧下端滑动连接。
6.进一步地,所述倒u型底板的另一侧纵向设置有y轴辅轴,所述y轴辅轴上设置与其滑动配合的滑块,所述滑块与龙门支座的另一侧下端相连接。
7.进一步地,所述x轴驱动机构包括横向架设在龙门支座上端的x轴丝杆滑台模组,所述x轴丝杆滑台模组的滑台经连接座与z轴驱动机构相连接。
8.进一步地,所述z轴驱动机构包括竖向设置的z轴丝杆滑台模组,所述z轴丝杆滑台模组的滑台与激光蚀刻机机头相连接,所述激光蚀刻机机头的一侧设置有一对第一激光距离测距传感器,激光蚀刻机机头的另一侧设置有第二激光距离测距传感器。
9.进一步地,所述激光蚀刻机机头上侧设置有激光头固定支架,所述固定支架的一侧安装第一激光距离测距传感器,固定支架的另一侧安装第二激光距离测距传感器。
10.进一步地,所述倒u型底板的后侧安装有激光蚀刻机机箱。
11.与现有技术相比较,本实用新型具有以下优点:
12.1. 该装置按照三维结构设计制作,能够节省空间,便于在生产线上灵活布置。
13.2. 该装置的支架将伺服运动三轴装置撑起,恰好不碰触金属盘卷,提升底座支架上方x/y/z三轴运动空间,能够满足不同规格的金属盘卷精确定位激光打标位置。
14.3. 该装置的y轴伺服电机驱动y轴主轴丝杆滑台模组进行运动时,x轴、y轴,激光
蚀刻机机头同步y轴滑轨平行移动,实现激光蚀刻机机头对焦功能。
15.4.该装置的x轴伺服电机驱动-x轴丝杆滑台模组进行运动时,z轴和激光蚀刻机机头同步x轴滑轨左右移动,实现激光距离测距传感器寻找金属盘卷边部功能,实现激光测距传感器找到边部后确定距离边部的激光蚀刻距离的功能。
16.5.该装置的z轴伺服电机驱动z轴丝杆滑台模组进行运动时,激光蚀刻机机头同步z轴滑轨上下运动,实现寻找金属盘卷凸点(九点方向)功能。
17.6.该装置的金属盘卷的凸点寻找方式,使用两个同类型、同型号、同精度的激光进行比较运算,比较精度可以达到0.1mm。
18.7.该装置的z轴伺服电机采取带抱闸线圈电机,解决垂直轴由于惯性带来的激光蚀刻机机头自动下降,对激光蚀刻机机头造成损伤。x轴、y轴均为水平轴,伺服电机采取的是非带抱闸线圈电机,既能实现完整控制功能,又能节约成本。
19.8.该装置的x轴、y轴、z轴的三维合理空间布置方式,x轴、y轴、z轴在三维空间中运动,合理节省空间,方便现场布置。
附图说明
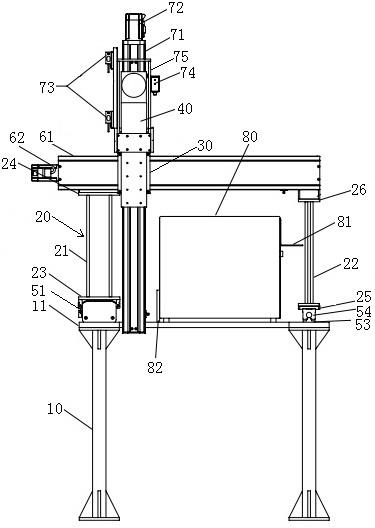
20.图1为本实用新型的前视图;
21.图2为本实用新型的右视图;
22.图3为本实用新型的俯视图;
23.图中:10-支架11-倒u型底板20-龙门支座21-龙门支座主轴22-龙门支座辅轴23-主轴龙门支座下板24-主轴龙门支座上板25-滑块连接板26-辅轴龙门支座上板30-连接座40-激光蚀刻机机头51-y轴主轴丝杆滑台模组52-y轴伺服电机53-y轴辅轴54-滑块61-x轴丝杆滑台模组62-x轴伺服电机63坦克链支架71-z轴丝杆滑台模组72-z轴伺服电机73-第一激光距离测距传感器74-第二激光距离测距传感器75-激光头固定支架80-激光蚀刻机机箱81-坦克链支架82-连接板。
具体实施方式
24.为让本实用新型的上述特征和优点能更浅显易懂,下文特举实施例,并配合附图,作详细说明如下,但本实用新型并不限于此。
25.参考图1至图3
26.一种准确定位金属盘卷凸面的激光蚀刻打标装置,包括支架10,支架将装置撑起,恰好不碰触金属盘卷,提升底座支架上方x/y/z三轴运动空间,能够满足不同规格的金属盘卷精确定位激光打标位置。所述支架的上方设置有由安装于支架上端的y轴驱动机构驱动实现纵向移动的龙门支座20,所述龙门支座的上部设置有由x轴驱动机构驱动实现横向移动的连接座30,所述连接座上安装有由z轴驱动机构驱动实现升降的激光蚀刻机机头40。
27.本实施例中,所述y轴驱动机构包括卧式安装于支架上端的倒u型底板11,所述倒u型底板的一侧经纵向设置的y轴主轴丝杆滑台模组51与龙门支座的一侧下端相连接,倒u型底板的另一侧与龙门支座的另一侧下端滑动连接。所述y轴主轴丝杆滑台模组为半封闭直线丝杆滑台模组,并由y轴伺服电机52驱动实现带动龙门制作纵向移动。y轴伺服电机驱动y轴主轴丝杆滑台模组进行运动时,x轴、y轴,激光蚀刻机机头同步y轴滑轨平行移动,实现激
光蚀刻机机头对焦功能。
28.本实施例中,为了实现龙门支座与倒u型底板的另一侧滑动连接,所述倒u型底板的另一侧纵向设置有y轴辅轴53,所述y轴辅轴上设置与其滑动配合的滑块54,所述滑块与龙门支座的另一侧下端相连接。
29.本实施例中,所述龙门支座包括竖向设置的龙门支座主轴21和龙门支座辅轴22,所述龙门支座主轴的下端经主轴龙门支座下板23与y轴主轴丝杆滑台模组的滑台相连接,龙门支座主轴的上端经主轴龙门支座上板24与x轴驱动机构相连接,所述龙门支座辅轴的下端经滑块连接板25与y轴辅轴上的滑块相连接,龙门支座辅轴的上端经辅轴龙门支座上板26与x轴驱动机构的另一侧相连接。所述x轴驱动机构架设在龙门支座主轴和龙门支座辅轴的上端。
30.本实施例中,所述x轴驱动机构包括横向架设在龙门支座上端的并由x轴伺服电机62驱动的x轴丝杆滑台模组61,所述x轴丝杆滑台模组的滑台经连接座与z轴驱动机构相连接,从而带动z轴驱动机构及激光蚀刻机机头横向移动。所述x轴丝杆滑台模组为半封闭直线丝杆滑台模组,x轴丝杆滑台模组的的上侧安装有坦克链支架63。x轴伺服电机驱动x轴丝杆滑台模组进行运动时,z轴和激光蚀刻机机头同步x轴滑轨左右移动,实现激光距离测距传感器寻找金属盘卷边部功能,实现激光测距传感器找到边部后确定距离边部的激光蚀刻距离的功能。
31.本实施例中,所述z轴驱动机构包括竖向设置的z轴丝杆滑台模组71,所述z轴丝杆滑台模组为半封闭直线丝杆滑台模组,并由z轴伺服电机72驱动。所述z轴丝杆滑台模组的滑台与激光蚀刻机机头相连接,所述激光蚀刻机机头的一侧设置有一对第一激光距离测距传感器73,所述第一激光距离测距传感器为松下激光传感器。激光蚀刻机机头的另一侧设置有第二激光距离测距传感器74,所述第二激光距离测距传感器为sick激光传感器。z轴伺服电机驱动z轴丝杆滑台模组进行运动时,激光蚀刻机机头同步z轴滑轨上下运动,实现寻找金属盘卷凸点(九点方向)功能。金属盘卷的凸点寻找方式,使用两个同类型、同型号、同精度的第一激光距离测距传感器的激光进行比较运算。比较精度可以达到0.1mm。
32.本实施例中,z轴伺服电机采取带抱闸线圈电机,解决垂直轴由于惯性带来的激光蚀刻机机头自动下降,对激光蚀刻机机头造成损伤。x轴、y轴均为水平轴,伺服电机采取的是非带抱闸线圈电机,既能实现完整控制功能,又能节约成本。
33.本实施例中,为了方便安装各传感器,所述激光蚀刻机机头上侧设置有激光头固定支架75,所述固定支架的一侧安装第一激光距离测距传感器,固定支架的另一侧安装第二激光距离测距传感器。
34.本实施例中,所述倒u型底板的后侧经连接板82安装有激光蚀刻机机箱80,所述激光蚀刻机机箱的侧部安装有坦克链支架81。
35.工作原理:在金属盘卷出扎后,通过生产线上的小车将盘卷运至打标装置正前方停止,控制系统获得金属盘卷到位后的信号,三轴伺服系统根据激光信号动作,x轴丝杆滑台模组的滑台开始平行运行激光寻找金属盘卷边部。找到边部后,z轴伺服电机驱动z轴丝杆滑台模组的滑台开始上下运动激光寻找金属盘卷凸面九点钟方向。找到九点钟方向后,y轴主轴伺服电机驱动y轴主轴丝杆滑台模组的滑台向前运行,根据激光对焦激光蚀刻机最佳打标的打标距离,对标完成后,激光蚀刻机开始打标标记,激光标记由激光蚀刻不需墨汁
标记即及环保又节能。
36.具体的,该装置配合西门子s1200plc使用,西门子s1200plc具有触摸屏。在需要此装置进行激光蚀刻打标时,将此装置上电,标定打标机构装置的零位,将此装置配置为自动模式,当生产线生产出金属盘卷出扎后,由运输小车将金属盘卷运至激光打标位置。此装置经过s1200 plc获取金属盘卷到位信号,此装置开始按照逻辑动作,x轴伺服电机驱动x轴丝杆滑台模组的滑台向右运行,同时z轴驱动机构和激光蚀刻机枪头以及松下激光传感器、sick激光传感器均会随着x轴平行向右移动。
37.当sick激光传感器获得金属盘卷的边部信息后,x轴继续运行,激光蚀刻枪头移动至距离边部的最佳蚀刻位置时,x轴停止,z轴伺服电机驱动z轴丝杆滑台模组的滑台上下运行,激光蚀刻机枪头和松下激光传感器、sick激光传感器会同步上下运行。松下激光传感器随之上下运动时进行比较计算,计算结果会随z轴的运动进行同步变化。当计算结果寻找到金属盘卷侧面凸点(九点钟方向),z轴伺服电机驱动z轴丝杆滑台模组的滑台停止,z轴伺服电机抱闸线圈动作,防止激光蚀刻机枪头产由于惯性向下运行。
38.当确定金属盘卷侧面凸点(九点钟方向)后,y轴伺服电机驱动y轴主轴丝杆滑台模组的滑台向前运行,同时x轴丝杆滑台模组、z轴丝杆滑台模组、激光蚀刻机枪头、松下激光传感器、sick激光传感器同步向前进。sick激光传感器随着y轴主轴丝杆滑台模组的滑台向前移动时,实时反馈距离。此时sick激光传感器所测距离即激光蚀刻机枪头蚀刻对焦距离,当sick激光传感器所测距离等于激光蚀刻机枪头蚀刻对焦距离后,y轴主轴丝杆滑台模组的滑台停止。此时即装置到打标位置,激光蚀刻机接收到装置到打标位置信号,激光蚀刻机发出激光进行蚀刻。蚀刻完成后,s1200plc接收蚀刻完成信息,控制x轴伺服电机,y轴伺服电机、z轴伺服电机动作,装置进行回位,激光打标装置回零位完成后,s1200plc给运输金属盘卷小车打标完成信号,小车自动将金属盘卷运至料场。
39.以上所述仅为本实用新型的较佳实施例,凡依本实用新型申请专利范围所做的均等变化与修饰,皆应属本实用新型的涵盖范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1