一种金属丝成型装置的制作方法
1.本实用新型涉及金属丝成型技术领域,尤其是一种金属丝成型装置。
背景技术:
2.镍铬丝等金属丝质因其使用需求的不同,需要成型成不同的形状,比如s型、y型等,而由于丝质本身直径尺寸小,长径比较大,使得丝质成型较为困难,成型参数难以保证;另一方面,在丝质成型后极易与工具头产生粘连,严重影响成型质量。
技术实现要素:
3.本技术人针对上述现有生产技术中的缺点,提供一种结构合理的金属丝成型装置,从而在金属丝可靠成型后,还使得金属丝与转针巧妙分离,有效保证了金属丝的成型质量,使用效果好。
4.本实用新型所采用的技术方案如下:
5.一种金属丝成型装置,包括支板,支板顶面放置有金属丝,金属丝由夹丝机构夹紧;所述金属丝正上方设置有转针,转针在下行机构带动下下行至贴近支板顶面,转针在转动机构带动下在水平面内转动,转针底端施力于金属丝使之形变成形;位于金属丝下方的转针正下方设置有上顶机构,上顶机构上行并施力于转针,转针与金属丝脱离。
6.作为上述技术方案的进一步改进:
7.所述转动机构包括转动件,下行机构安装于转动件内,转针从转动件底部伸出;所述转动件由升降机构带动上下移动。
8.所述升降机构、转动机构、下行机构和转针安装于外部设备上,支板、夹丝机构和上顶机构设置于随行工装上,随行工装移动至转针下方时,转针在下行机构、转动机构带动下对金属丝施力成型。
9.所述支板底面安装有背板,上顶机构安装于背板前侧面,上顶机构顶部放置有产品,外部动力推动上顶机构上行,使得产品上行穿过支板后向上施力于转针,产品与金属丝底面贴合;位于上顶机构两侧的背板上还安装有限位机构,限位机构限制上顶机构的上下移动。
10.所述限位机构的具体结构为:包括对称安装于上顶机构两侧的摆块,单个摆块分别通过转销转动安装于背板前侧面;两个摆块底端之间共同安装有弹簧,两个摆块前侧面分别插装有卡销,上顶机构的移动块两侧开设有与对应卡销相配的卡口;位于两个摆块外侧的背板上还插装有限位销。
11.所述支板顶面的前侧安装有层板,夹丝机构布置于层板上,金属丝放置于层板上;所述层板边缘处通过转轴安装有翻盖,翻盖翻转至与层板贴合。
12.所述夹丝机构的具体结构为:包括间隔平行穿设于层板内的推杆,推杆的轴向与金属丝的轴向垂直;所述推杆一端位于层板端头外部,推杆另一端安装有压紧块,压紧块端部向上伸出层板,压紧块与层板上的限位块配合并分列于金属丝两侧;所述压紧块端部与
层板之间还安装有与推杆轴向一致的压簧;所述层板上还设置有限制金属丝的成对布置的限位柱。
13.所述转动件周向外部安装有上下间隔、平行设置的上板和下板,上板和下板分别通过轴承转动套装于转动件外壁面,构成转动机构;
14.所述上板和下板共同安装于升降板上,升降板滑动安装于纵向导轨上,纵向导轨安装于竖板前侧面,升降板在外部动力机构带动下上下移动,构成升降机构。
15.所述下行机构的具体结构为:包括从上至下插装于转动件内的下推块,径向贯穿下推块和转动件插装有插销,下推块上开设有供插销相对移动的纵向的长孔;所述下推块底部安装有转针座,转针座底部与转动件之间安装有弹性件;所述转针从上至下依次贯穿转针座和转动件。
16.所述转针竖直并列设置有两根,两根转针分列于金属丝两侧,两根转针同步在转动机构带动下转动并同时施力于金属丝。
17.本实用新型的有益效果如下:
18.本实用新型结构紧凑、合理,操作方便,通过转针的转动施力将金属丝成型之后,亦通过上顶机构的施力使得转针与金属丝有效脱离,有效避免了成型后转针与金属丝的粘连,助力于保证金属丝的成型质量,使用效果好;
19.本实用新型还包括如下优点:
20.将夹丝机构、金属丝以及上顶机构均设置于随行工装上,在金属丝成型后,由上顶机构带动产品上行,一方面将转针上顶脱离,另一方面也实现了金属丝与产品的预装配,并进行相对限位,在随着随行工装移动至下一工位后便于后道的焊接固定,有效省去了再次的上料、预装配等操作,简化了工序,节约了时间,构思巧妙合理。
附图说明
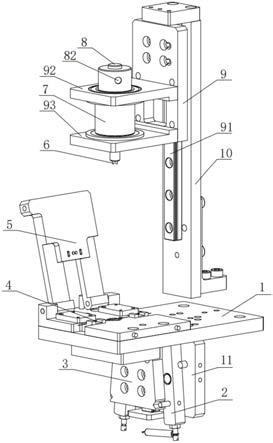
21.图1为本实用新型的结构示意图。
22.图2为本实用新型转动机构、下行机构与转针的安装剖视图。
23.图3为本实用新型随行工装的结构示意图。
24.图4为图3中a部的局部放大图。
25.图5为本实用新型层板上夹丝机构的结构示意图。
26.图6为本实用新型限位机构、上顶机构的结构示意图。
27.图7为本实用新型随行工装在成型时的状态示意图。
28.图8为本实用新型随行工装在成型后转移时的状态示意图。
29.其中:1、支板;2、限位机构;3、上顶机构;4、夹丝机构;5、翻盖;6、转针;7、转动件;8、下行机构;9、升降板;10、竖板;20、金属丝;30、产品;
30.11、背板;12、层板;121、通孔;
31.21、摆块;22、转销;23、卡销;24、弹簧;25、限位销;26、卡口;
32.31、导轨滑块组件;32、移动块;33、顶板;34、平台;
33.41、限位柱;42、限位块;43、压紧块;44、顶盖;45、压簧;46、推杆;
34.51、转轴;71、轴承;
35.81、下推块;82、插销;83、转针座;84、弹性件;811、长孔;
36.91、纵向导轨;92、上板;93、下板。
具体实施方式
37.下面结合附图,说明本实用新型的具体实施方式。
38.如图1所示,本实施例的一种金属丝成型装置,包括支板1,支板1顶面放置有金属丝20,金属丝20由夹丝机构4夹紧;金属丝20正上方设置有转针6,转针6在下行机构8带动下下行至贴近支板1顶面,转针6在转动机构带动下在水平面内转动,转针6底端施力于金属丝20使之形变成形;位于金属丝20下方的转针6正下方设置有上顶机构3,上顶机构3上行并施力于转针6,转针6与金属丝20脱离。
39.通过转针6的转动施力将金属丝20成型之后,亦通过上顶机构3的施力使得转针6与金属丝20有效脱离,有效避免了成型后转针6与金属丝20的粘连。
40.如图2所示,转动机构包括转动件7,下行机构8安装于转动件7内,转针6从转动件7底部伸出;转动件7由升降机构带动上下移动。
41.转动件7周向外部安装有上下间隔、平行设置的上板92和下板93,上板92和下板93分别通过轴承71转动套装于转动件7外壁面,构成转动机构;
42.上板92和下板93共同安装于升降板9上,升降板9滑动安装于纵向导轨91上,纵向导轨91安装于竖板10前侧面,升降板9在外部动力机构带动下上下移动,构成升降机构。
43.下行机构8的具体结构为:包括从上至下插装于转动件7内的下推块81,径向贯穿下推块81和转动件7插装有插销82,下推块81上开设有供插销82相对移动的纵向的长孔811,长孔811与插销82的配合对下推块81的上下移动距离起到限制作用;下推块81底部安装有转针座83,转针座83底部与转动件7之间安装有弹性件84;转针6从上至下依次贯穿转针座83和转动件7;下推块81下行推动转针座83、转针6下移,转针6向下伸出转动件7,弹性件84压缩;转针6、下行机构8共同随转动机构转动,在转动过程中,转针6施力于金属丝20使之成型。
44.转针6竖直并列设置有两根,两根转针6分列于金属丝20两侧,两根转针6同步在转动机构带动下转动并同时施力于金属丝20。
45.实施例一:
46.升降机构、转动机构、下行机构8、转针6设置于设备的上部,支板1、夹丝机构4和上顶机构3设置于设备的下部,共同构成金属丝20的成型设备,金属丝20上料至支板1上,在成型后进行下料。
47.实施例二:
48.升降机构、转动机构、下行机构8和转针6安装于外部设备上,支板1、夹丝机构4和上顶机构3设置于随行工装上,如图3所示,随行工装流转移动至转针6下方时,转针6在下行机构8、转动机构带动下对金属丝20施力成型。
49.支板1底面安装有背板11,上顶机构3安装于背板11前侧面,上顶机构3顶部放置有产品30,外部动力推动上顶机构3上行,使得产品30上行穿过支板1后向上施力于转针6,产品30与金属丝20底面贴合;位于上顶机构3两侧的背板11上还安装有限位机构2,限位机构2限制上顶机构3上顶后的上下移动,在金属丝20成型后助力于实现随行工装上产品30与金属丝20的预装配和相对固定。
50.将夹丝机构4、金属丝20以及上顶机构3均设置于随行工装上,在金属丝20成型后,由上顶机构3带动产品30上行,一方面将转针6上顶脱离,另一方面也实现了金属丝20与产品30的预装配,并进行相对限位,在随着随行工装移动至下一工位后便于后道的焊接固定,有效省去了再次的上料、预装配等操作,简化了工序,节约了时间,构思巧妙合理。
51.如图6所示,限位机构2的具体结构为:包括对称安装于上顶机构3两侧的摆块21,单个摆块21分别通过转销22转动安装于背板11前侧面;两个摆块21底端之间共同安装有弹簧24,两个摆块21前侧面分别插装有卡销23,上顶机构3的移动块32两侧开设有与对应卡销23相配的卡口26;位于两个摆块21外侧的背板11上还插装有限位销25,限位销25用于限制两个摆块21相背外摆的角度。
52.本实施例中,弹簧24为压力弹簧,使得两个摆块21始终有相互靠近的趋势,而使得卡销23始终紧贴于上顶机构3中移动块32两侧或是卡口26中。
53.本实施例中,上顶机构3的具体结构为:包括竖直安装于背板11前侧面的导轨滑块组件31,导轨滑块组件31上安装有相对于背板11移动的移动块32,移动块32顶部安装有水平布置的顶板33,顶板33上安装有放置产品30的平台34。
54.本实施例中,上下贯穿支板1、层板12开设有供产品30向上穿出的通孔121。
55.支板1顶面的前侧安装有层板12,夹丝机构4布置于层板12上,金属丝20放置于层板12上;层板12边缘处通过转轴51安装有翻盖5,翻盖5翻转至与层板12贴合,通过翻盖5将成型的金属丝20相对于下方的产品30压紧贴合而相对固定。
56.本实施例中,翻盖5上开设有贯穿的孔,便于后道工序对金属丝20、产品30进行焊接固定的操作。
57.如图4和图5所示,夹丝机构4的具体结构为:包括间隔平行穿设于层板12内的推杆46,推杆46的轴向与金属丝20的轴向垂直;推杆46一端位于层板12端头外部,便于推动施力,推杆46另一端安装有压紧块43,压紧块43端部向上伸出层板12,压紧块43与层板12上的限位块42配合并分列于金属丝20两侧;压紧块43端部与层板12之间还安装有与推杆46轴向一致的压簧45;层板12上还设置有限制金属丝20的成对布置的限位柱41,限位柱41分设于层板12通孔121直径方向的两端外部。
58.本实施例中,压紧块43和压簧45上方的层板12上安装有顶盖44,使得压簧45容纳于层板12内部,保障其使用的可靠性。
59.本实施例中,限位块42设置为开口朝上的u型结构,压紧块43端部设置有与限位块42开口相配的斜面结构,在相配接触配合时,将金属丝20压装于斜面结构与限位块42端部之间。
60.本实用新型的工作原理为:
61.推动夹丝机构4中的推杆46,将成型前直线形状的金属丝20放置并依次穿梭于压紧块43与限位块42之间、两个成对的限位柱41之间,松开推杆46实现金属丝20的限位;
62.升降机构带动升降板9下行,直至转动件7底端向下靠近于金属丝20;下行机构8中的下推块81受外部力下行,推动转针6向下伸出转动件7并位于金属丝20侧面;转动件7受外部力转动,带动转针6转动并侧向施力于金属丝20,使得金属丝20受力成型;
63.上顶机构3工作,移动块32、顶板33、平台34以及产品30上行,直至产品30向上穿过支板1、层板12上的通孔121,产品30顶部与金属丝20贴合支承并对转针6产生向上的推力,
使得转针6与金属丝20脱离,下行机构8带动转针6上行缩回转动件7中;随着移动块32的上行,限位机构2中摆块21在弹簧24拉力作用下相向摆动,使得卡销23卡装至移动块32两侧的卡口26中,对移动块32的移动产生限位,如图7所示;
64.升降机构上行、转动件7回转,分别复位;
65.将翻盖5翻转至与支板1上的层板12贴合,从上方将成型的金属丝20与产品30压紧,如图8所示。
66.本实用新型操作简单,使用方便可靠,在实现金属丝可靠成型的同时,亦有效保证了其成型质量,并方便于后道工序的操作,实用性好。
67.以上描述是对本实用新型的解释,不是对实用新型的限定,本实用新型所限定的范围参见权利要求,在本实用新型的保护范围之内,可以作任何形式的修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1