一种燃油泵插管机的制作方法
1.本实用新型涉及燃油泵装配设备,尤其是一种燃油泵插管机。
背景技术:
2.燃油泵主要包括泵体和与本体连接的油管,泵体与油管分开生产,装配时,需要将油管插在泵体的接头上。燃油泵上设有出油管接头、进油管接头和回油管接头,也就是说需要将三根油管装配到泵体上才能完成装配,现有技术利用人工进行装配,而且每次只能插入一根油管,其工作效率低,而且生产产品的质量参差不齐。
技术实现要素:
3.本实用新型所要解决的技术问题是提供一种燃油泵插管机,提高油管与泵体的装配效率,提升产品的一致性。
4.为解决上述技术问题,本实用新型的技术方案是:一种燃油泵插管机,包括第一油管夹紧机构、驱动第一油管夹紧机构水平移动的第一驱动机构、第二油管夹紧机构、第三油管夹紧机构、驱动第二油管夹紧机构和第三油管夹紧机构升降的第二驱动机构和泵体上料机构;所述第一油管夹紧机构包括第一固定夹、与第一固定夹配合的第一活动夹、第一连杆机构和第一夹爪气缸,所述第一夹爪气缸通过第一连杆机构驱动第一活动夹;所述第二油管夹紧机构包括第二固定夹、与第二固定夹配合的第二活动夹、第二连杆机构和第二夹爪气缸,所述第二夹爪气缸通过第二连杆机构驱动第二活动夹;所述第三油管夹紧机构包括第三固定夹、与第三固定夹配合的第三活动夹、第三连杆机构和第三夹爪气缸,所述第三夹爪气缸通过第三连杆机构驱动第三活动夹;所述第二油管夹紧机构与第三油管夹紧机构呈左右等高设置,所述第一固定夹、第二固定夹和第三固定夹的内侧设有防滑纹。本实用新型原理:将第一油管放置在第一固定夹内,将第二油管放置在第二固定夹内,将第三油管放置在第三固定夹内;第一夹爪气缸驱动第一活动夹将第一油管夹紧,第二夹爪气缸驱动第二活动夹将第二油管夹紧,第三夹爪气缸驱动第三活动夹将第三油管夹紧;第一驱动机构驱动第一油管夹紧机构连同第一油管水平移动并插入泵体横向设置的第一油管接头上,同时,第二驱动机构驱动第二油管夹紧机构连同第二油管以及第三油管夹紧机构连通第三油管一起向下移动并插入泵体两个竖向设置的第二油管接头和第三油管接头上。本实用新型采用半自动设备将油管插入泵体上,有助于提升装配效率和产品一致性;另外,本设备能依次将三根油管装配到泵体上,装配效率得到进一步提升。
5.作为改进,所述第一驱动机构包括第一驱动气缸、第一滑轨和与第一滑轨滑动配合的第一滑座,所述第一驱动气缸的伸缩杆与第一滑座连接,所述第一油管夹紧机构安装在第一滑座上。
6.作为改进,所述第二驱动机构包括第二驱动气缸、竖直设置的第二滑轨和与第二滑轨滑动配合的第二滑座,所述第二驱动气缸的伸缩杆与第二滑座连接,所述第二夹爪气缸、第二固定夹、第三夹爪气缸和第三固定夹安装在第二滑座上。
7.作为改进,所述泵体上料机构包括第三驱动气缸、第三滑轨、与第三滑轨滑动配合的第三滑座和设在第三滑座上的泵体固定座,所述第三驱动气缸与第三滑座连接。
8.作为改进,所述第三滑座上设有校正机构,所述校正机构包括校正夹爪和驱动校正夹爪的第四夹爪气缸。
9.本实用新型与现有技术相比所带来的有益效果是:
10.本实用新型采用半自动设备将油管插入泵体上,有助于提升装配效率和产品一致性;另外,本设备能依次将三根油管装配到泵体上,装配效率得到进一步提升。
附图说明
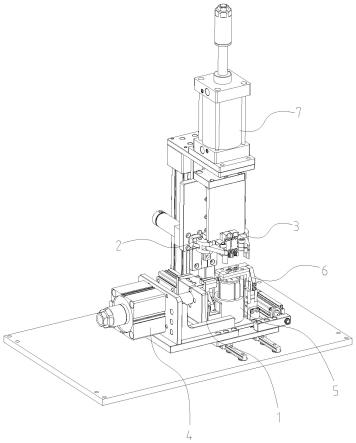
11.图1为本实用新型正面立体图。
12.图2为本实用新型背面立体图。
13.图3为第二油管夹紧机构、第三油管夹紧机构和第二驱动机构配合的立体图。
14.图4为第二油管夹紧机构、第三油管夹紧机构和第二驱动机构配合的仰视图。
15.图5为第一油管夹紧机构与第一驱动机构配合的示意图。
16.图6为泵体上料机构示意图。
具体实施方式
17.下面结合说明书附图对本实用新型作进一步说明。
18.如图1、2所示,一种燃油泵插管机,包括第一油管夹紧机构1、驱动第一油管夹紧机构1水平移动的第一驱动机构4、第二油管夹紧机构2、第三油管夹紧机构3、驱动第二油管夹紧机构2和第三油管夹紧机构3升降的第二驱动机构7和泵体上料机构5。
19.如图5所示,所述第一油管夹紧机构1设在装配工位的一侧,用于将第一油管装配到泵体8水平设置的第一油管接头81上。第一油管夹紧机构1包括第一固定夹14、与第一固定夹14配合的第一活动夹13、第一连杆机构12和第一夹爪气缸11,所述第一夹爪气缸11通过第一连杆机构12驱动第一活动夹13。所述第一固定夹14的内侧设有防滑螺旋纹,与第一油管的纹路相同,第一油管放在第一固定夹14内通过纹路相嵌不会掉落。
20.如图5所示,所述第一驱动机构4包括第一驱动气缸41、第一滑轨42和与第一滑轨42滑动配合的第一滑座43,所述第一驱动气缸41的伸缩杆与第一滑座43连接,所述第一油管夹紧机构1安装在第一滑座43上,第一驱动气缸41推动第一滑座43和第一油管夹紧机构1连同第一油管靠近泵体8实现插接装配。
21.如图3、4所示,所述第二油管夹紧机构2与第三油管夹紧机构3呈左右等高设置,第一油管夹紧机构1和第三油管夹紧机构3设在装配工位的上方,用于将第二油管和第三油管装配到竖直设置的第二油管接头82和第三油管接头83上。所述第二油管夹紧机构2包括第二固定夹24、与第二固定夹24配合的第二活动夹23、第二连杆机构22和第二夹爪气缸21,所述第二夹爪气缸21通过第二连杆机构22驱动第二活动夹23。所述第三油管夹紧机构3包括第三固定夹34、与第三固定夹34配合的第三活动夹33、第三连杆机构32和第三夹爪气缸31,所述第三夹爪气缸31通过第三连杆机构32驱动第三活动夹33。第二固定夹24和第三固定夹34的内侧设有防滑螺旋纹,分别与第二油管和第三油管的纹路相同,第二油管放在第二固定夹24内通过纹路相嵌不会掉落,第三油管放在第三固定夹34内通过纹路相嵌不会掉落。
22.如图3所示,所述第二驱动机构7包括第二驱动气缸71、竖直设置的第二滑轨72和与第二滑轨72滑动配合的第二滑座73,所述第二驱动气缸71的伸缩杆与第二滑座73连接。所述第二夹爪气缸21、第二固定夹24、第三夹爪气缸31和第三固定夹34安装在第二滑座73上;第二驱动气缸71驱动第二滑座73,第二滑座73带动第二油管夹紧机构2连同第二油管以及第三油管夹紧机构3连同第三油管同步上下移动,实现与泵体8的第二油管接头82和第三油管接头83插接装配。
23.如图6所示,所述泵体上料机构5包括第三驱动气缸51、第三滑轨52、与第三滑轨52滑动配合的第三滑座53和设在第三滑座53上的泵体固定座54,所述第三驱动气缸51与第三滑座53连接;泵体固定座54设有供泵体8插入的插槽,插槽具有防呆功能,确保泵体8上料位置的一致,当泵体8安装在泵体固定座54上后,第三驱动气缸51将第三滑座53连同泵体8推送至装配工位,等到油管插接装配。
24.如图6所示,所述第三滑座53上设有校正机构6,所述校正机构6包括校正夹爪62和驱动校正夹爪62的第四夹爪气缸61;所述校正夹爪62上设有两个校正孔,当校正夹爪62合上后,能够将泵体8上部的第二油管接头82和第三油管接头83夹持摆正,使第二油管和第三油管能够准确插入。
25.本实用新型原理:将第一油管放置在第一固定夹14内,将第二油管放置在第二固定夹24内,将第三油管放置在第三固定夹34内;第一夹爪气缸11驱动第一活动夹13将第一油管夹紧,第二夹爪气缸21驱动第二活动夹23将第二油管夹紧,第三夹爪气缸31驱动第三活动夹33将第三油管夹紧;第一驱动机构4驱动第一油管夹紧机构1连同第一油管水平移动并插入泵体8横向设置的第一油管接头81上,同时,第二驱动机构7驱动第二油管夹紧机构2连同第二油管以及第三油管夹紧机构3连通第三油管一起向下移动并插入泵体8两个竖向设置的第二油管接头82和第三油管接头83上。本实用新型采用半自动设备将油管插入泵体8上,有助于提升装配效率和产品一致性;另外,本设备能依次将三根油管装配到泵体8上,装配效率得到进一步提升。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1