一种非圆形容器防浪板自动成型拼装设备的制作方法
1.本实用新型涉及一种自动成型设备,尤其是涉及一种非圆形容器防浪板自动成型拼装设备。
背景技术:
2.一般钢制非圆形容器均为运输液体,如运油车、洒水车等,这些容器在运输过程中,为防止刹车时液体对容器的冲击,容器内部需要设计安装多道防浪板,防浪板的结构形式如图7所示,需要在波浪形隔板圆周拼焊一圈加强圈板。目前加强圈板和波浪形隔板圆周间的焊接生产均为手工制作,生产效率低、工人劳动强度大。
技术实现要素:
3.本实用新型旨在至少在一定程度上解决相关技术中的技术问题之一。为此,本实用新型提出一种非圆形容器防浪板自动成型拼装设备。
4.本实用新型解决其技术问题所采用的技术方案是:一种非圆形容器防浪板自动成型拼装设备,包括气动上压紧总成、气动侧面压轮总成、驱动旋转总成和带卷板总成;
5.所述驱动旋转总成设置在水平放置的波浪形隔板底端,且驱动波浪形隔板转动;
6.所述气动上压紧总成设置在波浪形隔板顶端上,用于压紧波浪形隔板,且保持波浪形隔板在驱动旋转总成的驱动下能够转动;
7.所述带卷板总成和所述气动侧面压轮总成分别位于波浪形隔板侧面;所述带卷板总成中的带卷板贴合在波浪形隔板外圈上,所述气动侧面压轮总成用于将带卷板和波浪形隔板的外圈间压紧。
8.在本实用新型的一个实施例中,所述驱动旋转总成设置在底框支架上,且所述驱动旋转总成连接波浪形隔板中心位置处。
9.在本实用新型的一个实施例中,所述气动上压紧总成压紧波浪形隔板后,保持气动上压紧总成与波浪形隔板间无相对运动。
10.在本实用新型的一个实施例中,所述气动上压紧总成包括上压紧气缸,所述上压紧气缸底端依次设有压紧转动轴承机构、压紧底板调节架和压紧底刀板,所述压紧底板调节架上还设有压紧辅助杆。
11.在本实用新型的一个实施例中,所述气动侧面压轮总成包括侧面压紧气缸、滑块滑轨机构、滑台和压轮,所述侧面压紧气缸设置在滑块滑轨机构一侧,所述滑块滑轨机构上匹配的设有滑台,所述滑台顶端上设有压轮;
12.所述压轮的高度和所述波浪形隔板的高度匹配设置。
13.在本实用新型的一个实施例中,所述带卷板总成包括带卷板旋转支架,所述带卷板旋转支架上绕设有带卷板。
14.本实用新型的有益效果是:本拼装设备无需对加强圈板预先卷制成型,加强圈板为自动成型,点焊拼装过程简单,生产效率高,工人劳动强度小,省时省力。
附图说明
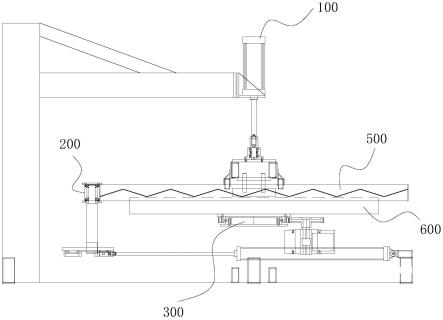
15.图1是本实用新型结构示意图;
16.图2是带卷板总成与波浪形隔板位置结构示意图;
17.图3是气动上压紧总成结构示意图;
18.图4是图3侧视图;
19.图5是气动侧面压轮总成结构示意图;
20.图6是图俯视图;
21.图7波浪形隔板结构示意图;
22.图中:100.气动上压紧总成;101.上压紧气缸;102.压紧转动轴承机构;103.压紧底板调节架;104.带动压紧底刀板;105.压紧辅助杆;200.气动侧面压轮总成;201.侧面压紧气缸;202.滑块滑轨机构;203.滑台;204.压轮;300.驱动旋转总成;400.带卷板总成;401.带卷板;402.带卷板旋转支架;500.波浪形隔板;600.底框支架。
具体实施方式
23.下面详细描述本实用新型的实施方式,所述实施方式的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施方式是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
24.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个所述特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
25.如图1至图6所示一种非圆形容器防浪板自动成型拼装设备,包括气动上压紧总成100、气动侧面压轮总成200、驱动旋转总成300和带卷板总成400;
26.首先将波浪形隔板水平设置,将驱动旋转总成300设置在水平放置的波浪形隔板500底端,且通过驱动旋转总成300驱动波浪形隔板500转动;
27.气动上压紧总成100设置在波浪形隔板500顶端上,用于压紧波浪形隔板500,避免波浪形隔板在驱动旋转总成驱动旋转过程中发生晃动或位移,气动上压紧总成压紧波浪形隔板后,保持气动上压紧总成100与波浪形隔板500间无相对运动为压紧标准,气动上压紧总成在压紧波浪形隔板的同时也要保持波浪形隔板500在驱动旋转总成300的驱动下能够转动,这样才能实现驱动旋转总成300带动波浪形隔板转动的动作;
28.带卷板总成400和气动侧面压轮总成200分别位于波浪形隔板500侧面;带卷板总成400中的带卷板401贴合在波浪形隔板500外圈上,驱动旋转总成驱动波浪形隔板转动的过程中,驱动旋转总成也将带卷板缠绕在波浪形隔板外圈上,实现带卷板缠绕在波浪形隔
板外圈上;气动侧面压轮总成200用于将带卷板401和波浪形隔板500的外圈间压紧,便于后续在连接压紧处焊接。本技术中的带卷板总成400包括带卷板旋转支架402,带卷板旋转支架402上绕设有带卷板401。
29.本技术还包括焊接总成,焊接总成设置在气动侧面压轮总成一侧,用于将带卷板和波浪形隔板外圈间贴合的部分焊接。
30.本技术的工作过程为:首先,将驱动旋转总成300设置在底框支架600上,将波浪形隔板500吊装水平设置在驱动旋转总成300顶端处,且使得驱动旋转总成300连接波浪形隔板500中心位置处,便于驱动旋转总成300能稳定的驱动波浪形隔板500的转动;
31.然后,将气动上压紧总成100压紧波浪形隔板500,此时波浪形隔板500被压紧在驱动旋转总成300上,保持驱动旋转总成和波浪形隔板间无相对运动;人工将带卷板401拉入至波浪形隔板500与气动侧面压轮总成200之间;
32.开启自动工作状态,气动侧面压轮总成200将带卷板401与波浪形隔板500压紧,在压紧点处点焊带卷板401与波浪形隔板500。点动操作驱动旋转总成300作2-3
°
旋转,波浪形隔板500会随驱动旋转总成300旋转,气动侧面压轮总成200会在气缸的作用下将带卷板401成型并与波浪形隔板500贴实,点焊压实点;
33.重复点动操作驱动旋转总成300作2-3
°
旋转,直至带卷板401与波浪形隔板500完成一周点焊,最后人工切割带卷板401的连接处,完成波浪形隔板圆周的带卷板拼装,即完成在波浪形隔板圆周设置加强筋圈的工序。
34.气动上压紧总成100包括上压紧气缸101,上压紧气缸101底端依次设有压紧转动轴承机构102、压紧底板调节架103和压紧底刀板104,压紧底板调节架103上还设有压紧辅助杆105。通过上压紧气缸101实现对波浪形隔板的压紧,且压紧转动轴承机构102的设置在上压紧气缸对波浪形隔板500压紧后,也能使得压紧底板调节架103随着驱动旋转总成、波浪形隔板的转动而转动,带动压紧底刀板104和压紧辅助杆105的转动,保持气动上压紧总成时刻对波浪形隔板的压紧。
35.气动侧面压轮总成200包括侧面压紧气缸201、滑块滑轨机构202、滑台203和压轮204,侧面压紧气缸201设置在滑块滑轨机构202一侧,滑块滑轨机构202上匹配的设有滑台203,滑台203顶端上设有压轮204;由于波浪形隔板为非圆形,且各个型号的波浪形隔板大小也不相同,为了使得气动侧面压轮总成能保持将波浪形隔板与带卷板紧密压实,气动侧面压轮总成中的压轮与波浪形隔板圆周间的间距可调整;具体地,通过滑台203沿滑块滑轨机构202移动带动滑台上的压轮204的水平移动,从而实现压轮与波浪形隔板圆周间的间距调整,以适应各种尺寸型号的波浪形隔板与加强筋板间的拼装;
36.为了使得压轮对波浪形隔板和带卷板压轮间的压紧,将压轮的高度设置成与波浪形隔板的高度匹配。
37.本拼装设备无需对加强圈板预先卷制成型,加强圈板为自动成型,点焊拼装过程简单,生产效率高,工人劳动强度小,省时省力。
38.在本说明书的描述中,参考术语“一个实施方式”、“某些实施方式”、“示意性实施方式”、“示例”、“具体示例”或“一些示例”等的描述意指结合所述实施方式或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施方式或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施方式或示例。而且,描述的具体特
征、结构、材料或者特点可以在任何的一个或多个实施方式或示例中以合适的方式结合。
39.综上所述,虽然本实用新型已以优选实施例揭露如上,但上述优选实施例并非用以限制本实用新型,本领域的普通技术人员,在不脱离本实用新型的精神和范围内,均可做各种更动与润饰,因此本实用新型的保护范围以权利要求界定的范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1