一种堆焊装置的制作方法
1.本实用新型专利涉及焊接装置,具体地说是涉及一种堆焊装置。
背景技术:
2.堆焊是指用焊接的方法将具有一定性能的材料堆敷在焊件表面上的一种工艺方法。其目的不是连接焊件,而是为了在焊件表面获得具有耐磨耐热耐腐蚀等特殊性能的熔敷金属层,或是为了恢复或增加焊件的尺寸。堆焊方法在制造和修理中得到广泛的应用。
3.在现有技术中,一般的堆焊装置其适用范围窄,无法适用于不同形状、不同长度的工件。中国专利文献公开了一种“小管径内壁堆焊装置”(公开号cn204397135u,公开日2015年06月17日),该技术披露了一种小管径内壁堆焊装置,包括堆焊底座、工件滑座、工件固定座、旋转卡盘和卡盘驱动电机,堆焊底座上相对安装有两个配合使用的管件支撑装置和滑座驱动装置;还包括焊接滑座、焊枪立柱、焊枪、焊枪升降装置、焊枪升降微调装置和焊枪摇摆装置,焊接滑座上还设有弧压控制装置和送丝装置;还设有堆焊控制台;卡盘驱动电机可以带动管件旋转,以实现管件内壁的密封堆焊;焊枪升降装置和焊枪升降微调装置可以调整焊枪的高度,弧压控制装置可以实时检测弧压,进而自动调节焊接距离,而堆焊控制台可以通过编程控制送丝速度、旋转速度、变道位置等的自动调节,本装置实现了小管径管内壁的自动化堆焊,提高了堆焊的效率和质量。其结构为一体,其工件的长度被限制,只能适用于小管径管内壁的堆焊。同时其焊枪只能上下移动,不能进行角度调整,进一步限制了其使用方位。特别是涉及一些管状阀体内部不规则面、闸形以及圆锥外环面等等的焊接作业时,现有的堆焊装置往往只能适用其中一种。同时在阀体内壁堆焊焊接技术中,目前通常采用的手段还是通过人工焊接完成。在操作过程中,由于堆焊位置较深,且使用范围狭窄,兼容性差,对焊接周期及成本影响极大,不利于阀体内壁的焊接作业。
技术实现要素:
4.本实用新型的目的在于:针对现有技术的不足,提供一种适用范围广、能连续堆焊作业、操作位置不受限的堆焊装置。
5.本实用新型的技术目的通过下述技术方案实现:
6.一种堆焊装置,包括用于控制工件移动/转动的运动进给机构以及位置可调的焊枪机构;所述运动进给机构与所述焊枪机构为分体式结构,且相对设置;所述运动进给机构的旋转卡盘用于安装工件的一侧与所述焊枪机构的焊枪相对,且所述焊枪朝向所述旋转卡盘延伸。
7.所述运动进给机构包括设有轴向轨道的底座、与轴向轨道相配合的履带式行车、设置在履带式行车上的卡盘安装台以及安装在卡盘安装台一侧的旋转卡盘;所述旋转卡盘通过安装在卡盘安装台另一侧的电机驱动。
8.所述焊枪机构包括设有十字行走轨道的焊枪支架以及能沿十字行走轨道移动的焊接机头,所述焊枪机构通过堆焊控制装置进行焊接参数输出与控制。
9.所述焊枪支架还包括安装所述十字行走轨道的底座,所述十字行走轨道包括具有滑槽的竖向轨道和横向轨道,所述横向轨道通过与竖向轨道的滑槽配合能沿着竖向轨道上下移动。
10.所述横向轨道设有与滑槽相配合的滑块部,且所述滑块部上下两端与设置在滑槽内的链条连接,其链条通过设置在滑槽上下两端的齿轮驱动,带动所述横向轨道上下移动。
11.所述横向轨道呈l型,其包括驱动部与横向导向部,所述横向轨道的驱动部包括链条以及与链条配合的转动齿轮,所述横向轨道的链条上设置有呈凹凸状的链接块,且所述链接块与横向导向部间隙配合;所述焊接机头设有与链接块相应的凸起状卡接部,所述焊接机头通过凸起状卡接部与焊枪支架环套连接。
12.所述焊接机头通过所述链接块具有 90
°
范围的转动空隙,转到所需角度,通过背部的定位销紧固。
13.所述运动进给机构还包括用于承托工件的支撑助力装置。
14.所述支撑助力装置包括底座以及设置在底座上与工件抵接的辅助支撑轮,所述辅助支撑轮能轴向转动活动安装在所述底座上。
15.与现有技术相比,本实用新型的有益效果是:
16.1. 本实用新型的堆焊装置包括焊枪机构和运动进给机构,两者之间为分体式结构且相对设置,采用该技术措施能根据现场需求调整运动进给机构和焊枪机构之间的距离,能适用于多种不同的管状工件的堆焊,例如很长的小直径细管等。同时采用此结构能适用于如阀体内壁堆焊作业,特别是涉及一些管状阀体内部不规则面、高温阀体内壁、小直径阀体内壁等的焊接作业。本实用新型具有工件安装方便,能连续堆焊作业,适用范围广,操作位置不受限等功能。本实用新型发明很大程度解决了阀体内壁位置受限堆焊操作困难,甚至由于位置的局限性而不能人工操作的难题。极大地提升工作效率,节约生产成本。
17.2. 本实用新型的横向轨道设有与滑槽相配合的滑块部,且滑块部上下两端与设置在滑槽内的链条连接,其链条通过设置在滑槽上下两端的齿轮驱动,带动横向轨道上下移动。滑槽为t型滑槽,对应的滑块部也呈t型。采用该技术,结构简单,使用方便。
18.3. 本实用新型的焊机机头采用环套的方式卡装在横梁链接块部分,这个链接块是凸凹结构卡在里面,依靠链条带动链接块并通过横向导向部实现左右移动。采用该技术措施,能方便的调整焊接机头在焊枪支架的上下/前后移动。
19.4. 本实用新型的焊枪机头通过链接块能在十字行走轨道达到上下/前后移动,并设置了一个90
°
范围的转动空隙(以水平方向为基准向上转动45
°
以及向下转动45
°
),手动转到所需角度,即可手动的方式将背部的定位销紧固即可。采用此结构能进一步提高堆焊机焊接的范围,能适用于圆锥外环面等其它结构的堆焊,其使用方便、适用范围广。
20.5. 本实用新型的运动进给机构还包括用于承托工件的支撑助力装置。通过设置用于承托工件的支撑助力装置,在堆焊的过程中能提高焊接的稳定性,从而提高焊接工件的加工质量。
附图说明
21.图1 为运动进给机构1的结构示意图;
22.图2 为焊枪机构2的结构示意图;
23.图3为焊枪支架3十字行走轨道的结构示意图;
24.图4 为图3中a-a向的齿轮313结构示意图;
25.图5 为图3中俯视图;
26.图6为焊接机头4与横向轨道32的装配示意图;
27.附图标记:1—运动进给机构;11—底座;12—履带式行车;13—卡盘安装台;14—旋转卡盘;15—支撑助力装置;151—底座;152—辅助支撑轮;16—电机;17—配电箱;2—焊枪机构;3—焊枪支架;31—竖向轨道;311—滑槽;312—链条;313—齿轮;32—横向轨道;321—链条;322—驱动齿轮;323—链接块;324—定位销;325—横向导向部;326—滑块部; 33—底座;4—焊接机头;41—送丝装置;42—保护气体送气管线盘;43—焊枪;44—卡接部;5—工件;6—调速装置;7—堆焊控制装置。
具体实施方式
28.下面结合附图描述本实用新型的具体实施例:
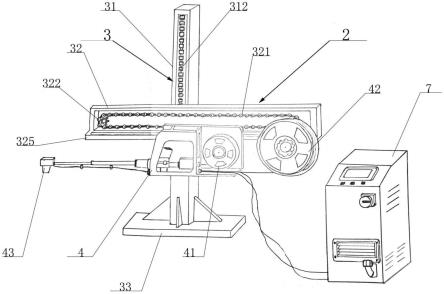
29.如图1—图6所示,一种堆焊装置,包括用于控制工件5移动/转动的运动进给机构1以及位置可调的焊枪机构2。在实际使用时,运动进给机构1和焊枪机构2为分体式,其之间的距离可以根据实际需求调整。
30.如图1所示,具体地,运动进给机构1包括设有轴向轨道的底座11、与轴向轨道相配合的履带式行车12、设置在履带式行车12上的卡盘安装台13以及安装在卡盘安装台13一侧的旋转卡盘14;旋转卡盘14通过安装在卡盘安装台13另一侧的电机16驱动;运动进给机构1通过电机16和配电箱17与用于控制旋转卡盘14和履带式行车12的调速装置6连接。在实际使用时,调速装置6为智能调速装置6,其能根据实际需要匀速旋转,其为成熟的现有技术,此处不再赘述。
31.如图2所示,焊枪机构2包括设有十字行走轨道的焊枪支架3以及能沿十字行走轨道移动的焊接机头4。焊接机头4上设置有位于焊接机头4的本体一侧的送丝装置41、保护气体送气管线盘42以及设置在另一侧的焊枪43。在实际使用时,运动进给机构1的旋转卡盘14与焊枪机构2的焊枪43相对设置,且焊枪43朝向旋转卡盘14延伸。焊枪机构2通过堆焊控制装置7进行焊接参数输出与控制。还可考虑在焊枪43的端部设置距离感应器,并通过控制芯片智能调整其距离,从而使堆焊能智能控制。
32.在实际使用时,通过堆焊控制装置7能控制焊接机头4的送丝以及保护气体,其还能控制焊接机头4的整体上下/前后移动。采用相对设置、分体式的焊枪机构2与运动进给机构1,能根据现场需求调整运动进给机构1和焊枪机构2之间的距离,能适用于多种不同的管状工件的堆焊,例如很长的小直径细管等。
33.具体地,将工件5安装在旋转卡盘14上后,通过调速装置6,一边堆焊一边旋转,同时,还能通过履带式行车12带动工件5向前/向后移动。对应设置的焊枪43也能根据堆焊需求,在十字行走轨道的焊枪支架3移动。采用此结构能适用于如阀体内壁堆焊作业,特别是涉及一些管状阀体内部不规则面、高温阀体内壁、小直径阀体内壁等的焊接作业。本实用新型具有工件5安装方便,能连续堆焊作业,适用范围广,操作位置不受限等功能。本实用新型发明很大程度解决了阀体内壁位置受限堆焊操作困难,甚至由于位置的局限性而不能人工操作的难题。极大地提升工作效率,节约生产成本。
34.如图2、图3、图4所示,焊枪支架3包括底座33和安装在底座33上的十字行走轨道,十字行走轨道包括具有滑槽311的竖向轨道31和横向轨道32,横向轨道32通过与竖向轨道31的滑槽311配合能沿着竖向轨道31上下移动。
35.具体地,横向轨道32设有与滑槽311相配合的滑块部326,且滑块部326上下两端与设置在滑槽311内的链条312连接,其链条312通过设置在滑槽311上下两端的齿轮313驱动,带动横向轨道32上下移动。在实际使用时,滑槽311为t型滑槽311,对应的滑块部326也呈t型。采用该技术,结构简单,使用方便。
36.横向轨道32呈l型,其包括驱动部与横向导向部325;驱动部为垂直部分,横向导向部325为水平部分。横向轨道32的驱动部包括链条321以及与链条321配合的转动齿轮313,横向轨道32的链条321上设置有呈凹凸状的链接块323,且链接块323与横向导向部325间隙配合,焊接机头4设有与链接块323相应的凸起状卡接部44,焊接机头4通过凸起状卡接部44与焊枪支架3环套连接。焊机机头4采用环套的方式卡装在横梁链接块323部分,这个链接块323是凸凹结构卡在里面,依靠链条321带动链接块323并通过横向导向部325实现左右移动。采用该技术措施,能方便的调整焊接机头4在焊枪支架3的上下/前后移动。
37.在实际使用时,焊枪43机头通过链接块323能在十字行走轨道达到上下/前后移动,并设置了一个90
°
范围的转动空隙(以水平方向为基准向上转动45
°
以及向下转动45
°
),手动转到所需角度,即可手动的方式将背部的定位销324紧固即可。采用此结构能进一步提高堆焊机焊接的范围,能适用于圆锥外环面等其它结构的堆焊,其使用方便、适用范围广。
38.如图1所示,运动进给机构1还包括用于承托工件5的支撑助力装置15。在实际使用时,支撑助力装置15安装在履带式行车12上且与工件5位置对应。由于工件5存在直径不同、长短不同的问题,通过设置用于承托工件5的支撑助力装置15,在堆焊的过程中能提高焊接的稳定性,从而提高焊接工件5的加工质量。
39.具体地,支撑助力装置15包括底座151以及设置在底座上与工件5抵接的辅助支撑轮152,辅助支撑轮152能轴向转动活动安装在底座上。在实际使用时,采用活动的辅助支撑轮152,能使辅助支撑轮152在起到支撑的作用的情况下,随工件5一起转动,从而使工件5更稳定的转动。
40.以上实施例的技术方案仅用以说明本实用新型,而非对其限制。尽管参照前述实施例的技术方案对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型具体技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1