一种多用型加工零件中心校正器的制作方法
1.本实用新型涉及机械零部件加工技术领域,具体涉及一种多用型加工零件中心校正器。
背景技术:
2.在机械加工领域,在圆柱型工件加工过中心轴线的工序时,需在圆柱体工件待加工表面,找准中心最高点,划线,敲样冲眼,再将工件安装到夹具上,加工前按照所划线做初步校正,并试切削后再次校正,无误后证实加工,工序多而复杂。因圆柱体外部画处的最高点实际并非完全准确,加之圆柱体在安装过程中容易沿外圆处左右滚动。所以在加工时对正该点时精度不高全靠操纵者经验及手感,眼睛的准确,有时会产生偏差。
技术实现要素:
3.本实用新型解决现有技术不足,提供一种结构简单,加工制作成本低,实现快速准确对圆柱体加工工件中心轴线校正找中心的操作,操作简单,实用可靠,矫正精准度高的多用型加工零件中心校正器,使刀具中心与零件中心重合,实现快速校正找中心的操作,精度远高于普通划线找正,误差小,过程及结果较为直观。
4.本实用新型解决其技术问题所采用的技术方案为:
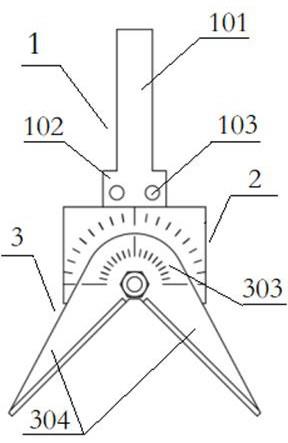
5.本实用新型一种多用型加工零件中心校正器,包括有安装头、基准块和矫正部件,矫正部件转动连接在基准块下部,安装头固定连接在基准块顶面上,安装头上部连接在钻床或铣床的夹头内,矫正部件包括固定端头和燕尾状的刀口,燕尾状的刀口设有两个,两个燕尾状的刀口设在固定端头下端,两个燕尾状的刀口之间形成夹角,两个燕尾状的刀口伸出基准块下端,矫正部件与基准块的转动轴与安装头的中心轴共线,两个燕尾状的刀口之间的夹角的端点与安装头的中心轴共线。
6.需要钻孔的管子连接在两个燕尾状的刀口之间,注意管子的外径要小于两个燕尾状的刀口之间的最大水平间距,由于矫正部件与基准块的转动轴与安装头的中心轴共线,两个燕尾状的刀口之间夹角的端点与安装头的中心轴共线,所以确保了钻床或铣床的夹头中心对应管子的中心,对应完毕后升起钻床或铣床的夹头将本装置拆下更换为钻头后进行钻孔,保证了钻孔位置在管子的中心线上,提高加工精准度,提高工作效率,若使用时两个燕尾状的刀口之间夹角的端点与安装头的中心轴不共线,可通过转动矫正部件方式进行调节,方便使用。
7.所述的基准块上设有定位孔ⅰ,定位孔ⅰ中心与安装头的中心轴共线,所述的固定端头上部设有定位孔ⅱ,定位孔ⅱ设在两个燕尾状的刀口之间的夹角的端点上方,定位孔ⅱ与定位孔ⅰ同轴,定位孔ⅱ与定位孔ⅰ通过螺栓螺母连接。
8.定位孔ⅱ与定位孔ⅰ的设置方便基准块和矫正部件的装卸同时更够满足矫正部件的转动要求。
9.所述的基准块顶面上设有固定部,固定部上设有安装孔ⅰ,所述的安装头包括有固
定柱体和固定底座,固定底座连接在固定柱体底端,固定底座上设有安装孔ⅱ,安装孔ⅱ与安装孔ⅰ同轴,安装孔ⅱ与安装孔ⅰ通过螺栓螺母连接。安装孔ⅱ与安装孔ⅰ的设置方便基准块和安装头的装卸。
10.所述的安装孔ⅰ在固定部上设有多个,所述的安装孔ⅱ在固定底座上设有多个,多个安装孔ⅰ与多个安装孔ⅱ一一对应,多个安装孔ⅰ与多个安装孔ⅱ均通过螺栓螺母连接。多个安装孔ⅱ与安装孔ⅰ提高了基准块和安装头的装配稳定性,方式在使用时基准块和安装头发现相对转动和位移,保证后续使用稳定。
11.所述的两个燕尾状的刀口之间形成的夹角为90
°
。两个燕尾状的刀口之间90
°
的夹角使两个燕尾状的刀口可适用于更多外径大小的管件,两个燕尾状的刀口之间的夹角过小则只能适用于较小外径的管件,还需要更大的使用空间,若两个燕尾状的刀口之间的夹角过大,则不方便操作时进行观察,同样也需要更大的使用空间。
12.所述的固定端头顶面为圆弧,固定端头侧面设有刻度线,所述的基准块侧面设有刻度线,基准块的刻度线设在固定端头的刻度线上方。
13.基准块的刻度线和固定端头的刻度线的设置方便在使用时对轴线是否对齐进行观察,提高本设备的使用便利性,固定端头顶面为圆弧的设置有效防止固定端头阻挡基准块的刻度线。
14.所述的基准块的刻度线为圆弧刻度线。
15.所述的固定端头的刻度线为圆弧刻度线。
16.圆弧刻度线的设置类似于现有技术的量角器,更加方便观察,提高使用便利性。
17.本实用新型的有益效果是:
18.1)需要钻孔的管子连接在两个燕尾状的刀口之间,注意管子的外径要小于两个燕尾状的刀口之间的最大水平间距,由于矫正部件与基准块的转动轴与安装头的中心轴共线,两个燕尾状的刀口之间夹角的端点与安装头的中心轴共线,所以确保了钻床或铣床的夹头中心对应管子的中心,对应完毕后升起钻床或铣床的夹头将本装置拆下更换为钻头后进行钻孔,保证了钻孔位置在管子的中心线上,提高加工精准度,提高工作效率,若使用时两个燕尾状的刀口之间夹角的端点与安装头的中心轴不共线,可通过转动矫正部件方式进行调节,方便使用;
19.2)定位孔ⅱ与定位孔ⅰ的设置方便基准块和矫正部件的装卸同时更够满足矫正部件的转动要求;
20.3)多个安装孔ⅱ与安装孔ⅰ提高了基准块和安装头的装配稳定性,方式在使用时基准块和安装头发现相对转动和位移,保证后续使用稳定;
21.4)两个燕尾状的刀口之间90
°
的夹角使两个燕尾状的刀口可适用于更多外径大小的管件,两个燕尾状的刀口之间的夹角过小则只能适用于较小外径的管件,还需要更大的使用空间,若两个燕尾状的刀口之间的夹角过大,则不方便操作时进行观察,同样也需要更大的使用空间;
22.5)基准块的刻度线和固定端头的刻度线的设置方便在使用时对轴线是否对齐进行观察,提高本设备的使用便利性,固定端头顶面为圆弧的设置有效防止固定端头阻挡基准块的刻度线;
23.6)圆弧刻度线的设置类似于现有技术的量角器,更加方便观察,提高使用便利性。
附图说明
24.图1为本实用新型的结构示意图。
25.图2为本实用新型中安装头的主视图。
26.图3为本实用新型中安装头的侧视图。
27.图4为本实用新型中基准块的结构示意图。
28.图5为本实用新型中矫正部件的结构示意图。
29.图6为本实用新型背景技术中的传统矫正、找正装置的结构示意图。
30.图7为本实用新型的使用状态图。
31.图中:安装头1、固定柱体101、固定底座102、安装孔ⅱ103、基准块2、定位孔ⅰ201、固定部202、安装孔ⅰ203、矫正部件3、定位孔ⅱ301、螺栓302、固定端头303、燕尾状的刀口304。
具体实施方式
32.以下将结合附图1-7对本实用新型做进一步的说明。
33.本实用新型一种多用型加工零件中心校正器,包括有安装头1、基准块2和矫正部件3,矫正部件3转动连接在基准块2下部,安装头1固定连接在基准块2顶面上,安装头1上部连接在钻床或铣床的夹头内,矫正部件3包括固定端头303和燕尾状的刀口304,燕尾状的刀口304设有两个,两个燕尾状的刀口304设在固定端头303下端,两个燕尾状的刀口304之间形成夹角,两个燕尾状的刀口304伸出基准块2下端,矫正部件3与基准块2的转动轴与安装头1的中心轴共线,两个燕尾状的刀口304之间的夹角的端点与安装头1的中心轴共线。需要钻孔的管子连接在两个燕尾状的刀口304之间,注意管子的外径要小于两个燕尾状的刀口304之间的最大水平间距,由于矫正部件3与基准块2的转动轴与安装头1的中心轴共线,两个燕尾状的刀口304之间的夹角的端点与安装头1的中心轴共线,所以确保了钻床或铣床的夹头中心对应管子的中心,对应完毕后升起钻床或铣床的夹头将本装置拆下更换为钻头后继续钻孔,保证了钻孔位置在管子的中心线上,提高加工精准度,提高工作效率,若使用时两个燕尾状的刀口304之间的夹角的端点与安装头1的中心轴不共线,可通过转动矫正部件3方式进行调节,方便使用。
34.所述的基准块2上设有定位孔ⅰ201,定位孔ⅰ201中心与安装头1的中心轴共线,所述的固定端头303上部设有定位孔ⅱ301,定位孔ⅱ301设在两个燕尾状的刀口304之间的夹角的端点上方,定位孔ⅱ301与定位孔ⅰ201同轴,定位孔ⅱ301与定位孔ⅰ201通过螺栓螺母连接。定位孔ⅱ301与定位孔ⅰ201的设置方便基准块2和矫正部件3的装卸同时更够满足矫正部件3的转动要求。
35.所述的基准块2顶面上设有固定部202,固定部202上设有安装孔ⅰ203,所述的安装头1包括有固定柱体101和固定底座102,固定底座102连接在固定柱体101底端,固定底座102上设有安装孔ⅱ103,安装孔ⅱ103与安装孔ⅰ203同轴,安装孔ⅱ103与安装孔ⅰ203通过螺栓螺母连接。安装孔ⅱ103与安装孔ⅰ203的设置方便基准块2和固定柱体1的装卸。
36.所述的安装孔ⅰ203在固定部202上设有多个,所述的安装孔ⅱ103在固定底座102上设有多个,多个安装孔ⅰ203与多个安装孔ⅱ103一一对应,多个安装孔ⅰ203与多个安装孔ⅱ103均通过螺栓螺母连接。多个安装孔ⅱ103与安装孔ⅰ203提高了基准块2和安装头1的装
配稳定性,方式在使用时基准块2和安装头1发现相对转动和位移,保证后续使用稳定。
37.所述两个燕尾状的刀口304之间形成的夹角为90
°
。两个燕尾状的刀口304之间90
°
的夹角使两个燕尾状的刀口304可适用于更多外径大小的管件,两个燕尾状的刀口304之间的夹角过小则只能适用与较小外径的管件,还需要更大的使用空间,若两个燕尾状的刀口304之间的夹角过大,侧不方便操作时进行观察,同样也需要更大的使用空间。
38.所述的固定端头303顶面为圆弧,固定端头303侧面设有刻度线,所述的基准块2侧面设有刻度线,基准块2的刻度线设在固定端头303的刻度线上方。基准块2的刻度线和固定端头303的刻度线的设置方便在使用时对轴线是否对齐进行观察,提高本设备的使用便利性,固定端头303顶面为圆弧的设置有效防止固定端头303阻挡基准块2的刻度线。
39.所述的基准块2的刻度线为圆弧刻度线。
40.所述的固定端头303的刻度线为圆弧刻度线。圆弧刻度线的设置类似于现有技术的量角器,更加方便观察,提高使用便利性。
41.使用方法:需要钻孔的管子连接在两个燕尾状的刀口304之间,注意管子的外径要小于两个燕尾状的刀口304之间的最大水平间距,由于矫正部件3与基准块2的转动轴与固定柱体101的中心轴共线,两个燕尾状的刀口304之间夹角的端点与固定柱体101的中心轴共线,所以确保了钻床或铣床的夹头中心对应管子的中心,对应完毕后升起钻床或铣床的夹头将本装置拆下更换为钻头后进行钻孔,保证了钻孔位置在管子的中心线上,提高加工精准度,提高工作效率,可直接用燕尾状的刀口304加工工件,代表待加工零件的中心与机床主轴中心重合,校正完毕,紧固加工工件后将安装在机床上的该器具拆下,在不改变加工工件和机床左右前后位置的前提下,更换上需要的加工刀具,保证了刀具中心与加工工件的中心重合,进行后续加工。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1