一种减速伞扭簧的弯型工装的制作方法
1.本实用新型涉及一种减速伞扭簧的弯型工装,属于航空装备技术领域。
背景技术:
2.减速伞是飞机减小着陆时滑跑速度的重要工具,减速伞上每个零件的制造精度直接决定了减速伞能否及时有效打开,进而直接决定了飞机降落过程的安全性。扭簧作为飞机减速伞上的重要零件,由于该产品的安装部位特殊、外形复杂且尺寸精度要求较高,在制造过程中无法采用自动化的弯形设备进行制造。目前,减速伞扭簧只能采用手工弯形、校形的方式来制造,存在生产效率低、制造精度差和报废率高等问题。
技术实现要素:
3.有鉴于此,本实用新型的目的在于提供一种减速伞扭簧的弯型工装。
4.为实现上述目的,本实用新型的技术方案如下:
5.一种减速伞扭簧的弯型工装,包括夹具、夹具板、上芯轴、下芯轴和定位销钉;
6.夹具用于对夹具板进行夹紧;
7.夹具板的厚度与扭簧支臂两端之间的距离相等,夹具板的两侧边上分别开有大校形弧面和小校形弧面,大校形弧面和小校形弧面的弧度与扭簧支臂弧度相匹配,大校形弧面用于成型扭簧支臂,小校形弧面用于对成型后的扭簧支臂进行限位;
8.夹具板上靠近小校形弧面的位置处开有销钉安装孔,定位销钉通过销钉安装孔与夹具板固定连接;销钉安装孔的位置保证扭簧支臂末端绕过定位销钉形成的弧线满足扭簧支臂的曲率半径设计要求;
9.夹具板上还开有芯轴安装孔,上芯轴和下芯轴通过芯轴安装孔与夹具板固定连接,上芯轴和下芯轴分别用于缠绕成型扭簧主体。
10.进一步的,所述上芯轴由外径依次减小的圆柱段、过渡段和外螺纹段组成;所述下芯轴为圆柱结构,一端加工有与外螺纹段相配合的内螺纹;所述芯轴安装孔的内径自上而下依次与上芯轴的圆柱段、过渡段、外螺纹段和下芯轴的外径相配合。
11.进一步的,所述上芯轴的过渡段外径为8~12mm,长度为3~5mm,外螺纹段的长度为4~8mm。
12.进一步的,所述定位销钉与销钉安装孔过盈配合。
13.进一步的,所述夹具为虎钳。
14.进一步的,所述夹具板、上芯轴、下芯轴和定位销钉的材质均为45#钢。
15.有益效果
16.本实用新型提供的减速伞扭簧的弯型工装,通过对夹具板、上芯轴、下芯轴和定位销钉的结构尺寸及相对位置进行设计,可有效保证手工弯制成型的扭簧尺寸精度,提高生产效率。其中,夹具板的结构尺寸既能保证弹簧两端面之间的间距,又能保障两端面之间的平行度;夹具板上大、小校形弧面的尺寸可有效保证扭簧支撑的尺寸精度;上、下芯轴的结
构尺寸可有效保证扭簧主体的结构尺寸,定位销钉的位置可有效保证扭簧支臂与扭簧主体间的变形精度。
17.上、下芯轴设计成为螺栓连接方式,定位销钉与夹具板之间过盈配合,均可保证扭簧成型的尺寸精度,且安装、拆卸灵活。
18.夹具板、上芯轴、下芯轴和定位销钉均采用45#钢作为制作材料,可以保证弯形工装的刚度。
附图说明
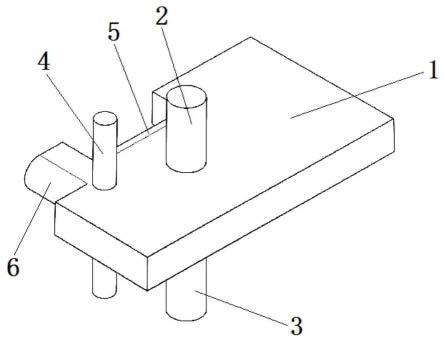
19.图1为本实用新型中弯形工装的结构示意图。
20.图2为本实用新型中夹具板的结构示意图。
21.图3为本实用新型实施例1中扭簧的结构尺寸图。
22.图4为本实用新型实施例1中夹具板的结构尺寸图。
23.图5为本实用新型实施例1中上芯轴的结构尺寸图。
24.图6为本实用新型实施例1中下芯轴的结构尺寸图。
25.图7为本实用新型实施例1中定位销钉的结构尺寸图。
26.其中,1-夹具板,2-上芯轴,3-下芯轴,4-定位销钉,5-大校形弧面,6-小校形弧面,7-扭簧主体,8-扭簧支臂。
具体实施方式
27.下面结合具体实施例对本实用新型作进一步详细的说明。
28.如图1-2所示,一种减速伞扭簧的弯型工装,包括夹具、夹具板1、上芯轴2、下芯轴3和定位销钉4;
29.夹具用于对夹具板1进行夹紧;
30.夹具板1的厚度与扭簧支臂8两端之间的距离相等,夹具板1的两侧边上分别开有大校形弧面5和小校形弧面6,大校形弧面5和小校形弧面6的弧度与扭簧支臂8弧度相匹配,大校形弧面5用于成型扭簧支臂8,小校形弧面6用于对成型后的扭簧支臂8进行限位;
31.夹具板1上靠近小校形弧面6的位置处开有销钉安装孔,定位销钉4通过销钉安装孔与夹具板1固定连接;销钉安装孔的位置保证扭簧支臂8末端绕过定位销钉4形成的弧线满足扭簧支臂8的曲率半径设计要求;
32.夹具板1上还开有芯轴安装孔,上芯轴2和下芯轴3通过芯轴安装孔与夹具板1固定连接,上芯轴2和下芯轴3分别用于缠绕成型扭簧主体7。
33.所述上芯轴2由外径依次减小的圆柱段、过渡段和外螺纹段组成;所述下芯轴3为圆柱结构,一端加工有与外螺纹段相配合的内螺纹;所述芯轴安装孔的内径自上而下依次与上芯轴2的圆柱段、过渡段、外螺纹段和下芯轴的外径相配合。
34.所述上芯轴2的过渡段外径为8~12mm,长度为3~5mm,外螺纹段的长度为4~8mm。
35.所述定位销钉4与销钉安装孔过盈配合。
36.所述夹具为虎钳。
37.所述夹具板1、上芯轴2、下芯轴3和定位销钉4的材质均为45#钢。
38.实施例1
39.本实施例中,扭簧的结构尺寸如图3所示,选择弹簧钢丝50crva-φ2.8成型扭簧,扭簧支臂8两端的尺寸为(6
±
0.2)mm,扭簧主体7的内径为(14.1
±
0.1)mm,扭簧支臂8的曲率半径为r3,扭簧支臂8与扭簧主体7之间的变形角度为120
°
。
40.本实施例中,夹具板1的结构尺寸如图4所示,厚度为(6
±
0.1)mm,大校形弧面5的长度为32mm,小校形弧面6的长度为17.3mm,大校形弧面5和小校形弧面6的圆弧倒角均为r2.5。
41.本实施例中,上芯轴2的结构尺寸如图5所示,圆柱段的外径为13.20mm,长度为60mm;过渡段的外径为10mm,长度为4mm;外螺纹段的长度为6mm,螺纹规格为m8。上芯轴2通过车削加工一次成形。
42.本实施例中,下芯轴的结构尺寸如图6所示,外径为13.20mm,长度为60mm,内螺纹深度为15mm,内螺纹与上芯轴2的外螺纹段装配。
43.本实施例中,定位销钉4的结构尺寸如图7所示,外径为6mm,长度为15mm。
44.使用本实施例的弯形工装成型扭簧时:
45.(1)使用夹具虎钳夹紧夹具板1,按照扭簧的结构尺寸,在夹具板1的大校形弧面5处成型扭簧支臂8;
46.(2)安装上芯轴2、下芯轴3和定位销钉4,将扭簧支臂8放置于小校形弧面6处且与小校形弧面6的限位端面处,弹簧钢丝弯曲变形后贴合定位销钉4,变形角度为120
°
,曲率半径尺寸为r3;
47.(3)将弹簧钢丝的自由端分别沿上芯轴2和下芯轴3进行缠绕,成型扭簧主体7,缠绕圈数分别为10圈,得到成型后的扭簧。
48.综上所述,实用新型包括但不限于以上实施例,凡是在本实用新型的精神和原则之下进行的任何等同替换或局部改进,都将视为在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1