一种快速定位CNC夹具组件的制作方法
一种快速定位cnc夹具组件
技术领域
1.本实用新型涉及cnc夹具应用技术领域,特别是一种快速定位cnc夹具组件。
背景技术:
2.随着社会经济的快速发展,cnc夹具在装置生产的过程中起到越来越大的作用,cnc夹具是指机械制造过程中用来固定加工对象,使之占有正确的位置。
3.目前,cnc加工工件一般都是装夹在普通虎钳之上,然而对于能用在普通虎钳装夹的零件,在外形上大多有着限制,不能广范的应用于大多数零件,有许多模具镶件因形体尺寸较小,须用到普通虎钳夹持进行加工,普通虎钳夹持时需要使用校表校平校直零件和使用分中棒碰数,才能确保被加工零件的平面度及加工取数坐标值,零件装夹辅助的时间耗时过多,零件的综合加工效率低下。
技术实现要素:
4.为了克服现有技术的上述缺点,本实用新型的目的是提供一种实现零件多件同时快速定位校正,有效减少被加工零件的装夹待机时间,提高机床加工效率。
5.本实用新型解决其技术问题所采用的技术方案是:
6.一种快速定位cnc夹具组件,包括虎钳主体、安装在虎钳主体上的挡块机构和固定连接在虎钳主体两侧的定位机构,所述定位机构设有侧定位块和侧定位块固定座,所述侧定位块与所述侧定位块固定座连接,所述侧定位块顶部一侧安装有侧定位销,所述挡块机构设有固定挡块、活动挡块和定距垫挡块,所述侧定位块固定座安装在虎钳主体两侧。
7.作为本实用新型的进一步改进:所述侧定位块固定座通过固定螺丝安装在虎钳主体两侧,所述侧定位块固定座设有滑槽,所述侧定位块设有向内侧凸起的滑块,所述滑槽的形状与滑块的形状一致,所述侧定位块通过滑槽和滑块配合与所述侧定位块固定座连接,所述侧定位块的内侧与所述侧定位块固定座贴合连接,所述滑槽和滑块呈t形结构。
8.作为本实用新型的进一步改进:所述侧定位块上装配有第二止位销和若干个侧定位销,所述第二止位销和若干个侧定位销分布在侧定位块的顶部两侧,所述侧定位块外侧设有侧定位推拉柄,所述侧定位推拉柄与侧定位块固定连接。
9.作为本实用新型的进一步改进:所述侧定位固定座外侧固定连接有第一止位销和第三止位销,所述第一止位销和第三止位销分布在侧定位固定座的外侧两侧,所述第一止位销和第三止位销之间设有第二止位销,所述第一止位销和第三止位销与第二止位销的延展朝向互相垂直。
10.作为本实用新型的进一步改进:所述虎钳主体设有活动端和固定端,所述固定挡块通过固定螺丝与虎钳主体的固定端连接,所述侧定位块固定座通过固定螺丝安装在虎钳主体的固定端两侧,所述活动挡块通过固定螺丝与虎钳主体的活动端连接,所述定距垫挡块设于固定挡块和活动挡块之间。
11.作为本实用新型的进一步改进:所述固定挡块与活动挡块的侧面截面形状呈台阶
形状,所述定距垫挡块的侧面截面呈凸字形。
12.作为本实用新型的进一步改进:所述固定挡块与活动挡块等高设置,所述固定挡块和活动挡块的台阶高度与定距垫挡块的的台阶高度一致。
13.与现有技术相比,本实用新型的有益效果是:
14.1.本实用新型的虎钳快速定位cnc夹具组件,加工零件能够在不使用传统工具校表和分中棒的情况下,达到快速定位及进行加工坐标取数的目的,进而提升加工效率,节省了工件校正及分中取数这一系列操作步骤,极大的降低操作者劳动强度,辅助工具的减少,对现场管理也有一定效果的提升。
15.2.本实用新型解决传统虎钳单次单工件夹持问题,实现同时对多个加工零件进行快速校正定位加工的效果。
附图说明
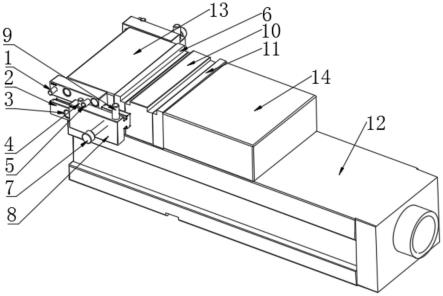
16.图1为本实用新型的结构示意图。
17.图2为本实用新型的俯视透视图。
18.图3为本实用新型装夹状态示意图。
19.图4为本实用新型的侧剖视图回退状态示意图
20.图5为本实用新型的正剖视图。
具体实施方式
21.现结合附图说明与工作原理对本实用新型进一步说明:
22.本实用新型的详细描述:
23.一种快速定位cnc夹具组件,包括虎钳主体12、安装在虎钳主体12上的挡块机构和固定连接在虎钳主体12两侧的定位机构,所述定位机构设有侧定位块8和侧定位块固定座2,所述侧定位块8与所述侧定位块固定座2连接,所述侧定位块8顶部一侧安装有侧定位销9,所述挡块机构设有固定挡块6、活动挡块11和定距垫挡块10,所述侧定位块固定座8安装在虎钳主体12两侧。
24.所述侧定位块固定座2通过固定螺丝3安装在虎钳主体12两侧,所述侧定位块固定座2设有滑槽,所述侧定位块8设有向内侧凸起的滑块,所述滑槽的形状与滑块的形状一致,所述侧定位块8通过滑槽和滑块配合与所述侧定位块固定座2连接,所述滑槽和滑块呈t形结构,所述侧定位块8的内侧与所述侧定位块固定座2贴合连接,所述侧定位块8上装配有第二止位销4和若干个侧定位销9,所述第二止位销4和若干个侧定位销9分布在侧定位块8的顶部两侧,所述侧定位块8外侧设有侧定位推拉柄7,所述侧定位推拉柄7与侧定位块8固定连接,所述侧定位固定座2外侧固定连接有第一止位销1和第三止位销5,所述第一止位销1和第三止位销5分布在侧定位固定座2的外侧两侧,所述第一止位销1和第三止位销5之间设有第二止位销4,所述第一止位销1和第三止位销5与第二止位销4的延展朝向互相垂直。
25.所述虎钳主体12设有活动端14和固定端13,所述固定挡块6通过固定螺丝3与虎钳主体12的固定端连接,所述侧定位块固定座2通过固定螺丝3安装在虎钳主体12的固定端13两侧,所述活动挡块11通过固定螺丝3与虎钳主体12的活动端14连接,所述定距垫挡块10设于固定挡块6和活动挡块之间11,所述固定挡块6与活动挡块11的侧面截面形状呈台阶形
状,所述定距垫挡块10的侧面截面呈凸字形,所述固定挡块6与活动挡块11等高设置,所述固定挡块6和活动挡块11的台阶高度与定距垫挡块10的的台阶高度一致。
26.本实用新型的工作原理:
27.本实用新型是通过增加虎钳侧定位块与虎钳的固定端形成直角坐标,实现虎钳加工零件的快速校正及快速定位。
28.本实用新型中,把侧向定位销10的内侧最高点定义为装夹加工零件的x边基准,虎钳钳口的固定挡块6定义为加工零件的y基准边,两者相交形成加工零件的xy直角取数基准边,虎钳钳口的固定挡块6设计有台阶面作为零件加工深度基准面,并设计有等距凸字形垫挡块9组件,从而可实现虎钳同时对多个加工件进行快速校正定位加工。
29.参照图2-3,侧定位块固定座2通过至少四颗固定螺丝3安装于虎钳主体侧面;侧定位块8与侧定位块固定座2通过加工成滑配的t形槽结构,侧定位块8可以在侧定位块固定座2进行线性的推拉活动;推动退位时,第一止位销1与第二止位销4互为作用限制侧定位块8的退位距离,第二止位销4与第三止位销5互为作用限制侧定位块8的行程距离,止位销起保护防止侧定位块过行程而导致的掉落风险;零件装夹使用时,通过侧定位推拉柄拉侧定位块8拉出一段距离行程后,其上安装的侧定位销10与固定挡块6的相交直角形成直角坐标值,虎钳长期固定于机床时,此坐标即可随着固定,被加工零件装夹时靠住固定挡块6与侧定位销10,平稳放置于台阶上,锁紧虎钳活动端,以实现被加工零件的快速定位及加工坐标取数;凸形定距垫挡块9制作为标准尺寸,多件夹持加工时,根据虎钳行程放置有凸形定距垫挡块9,被加工零件同时靠住固定挡块6、侧定位销10、凸形定距垫挡块9,平稳放置于台阶上,锁紧虎钳的活动端14,工件夹紧后再推动侧定位块8回位,实现多工件的快速定位加工。
30.参照图2-3,当工件a、工件b
……
左上角为加工基准时,定位机构包括定位a装置和定位b装置,定位a装置和定位b装置对称安装在虎钳两侧,定位a装置的活动构件侧定位块8抽拉出来与工件基准紧贴,两者形成直角过数基准坐标,定位b装置呈回退闭合状态,避免与工件右端干涉,工件锁紧回后,定位a装置的活动构件侧定位块8再回退闭合于侧定位块固定座2内,避免工件外形加工时与加工刀具发生碰撞;当工件a、工件b
……
右上角为加工基准时,定位b装置的活动构件侧定位块8抽拉出来与工件基准紧贴,两者形成直角过数基准坐标,定位a装置呈回退闭合状态,避免与工件右端干涉,工件锁紧回后,定位b装置的活动构件侧定位块8再回退闭合于侧定位块固定座2内,避免工件外形加工时与加工刀具发生碰撞。
31.参照图2-3,当同一虎钳进行多个工件装夹时,根据虎钳开口行程与工件的宽度放置凸字形定距垫挡块9(制作时作整数值的标准尺寸宽度)作为工件之间的间隙垫块。
32.综上所述,本领域的普通技术人员阅读本实用新型文件后,根据本实用新型的技术方案和技术构思无需创造性脑力劳动而作出其他各种相应的变换方案,均属于本实用新型所保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1