一种高精度合模组装机的制作方法
1.本实用新型属于合模技术领域,具体涉及一种高精度合模组装机。
背景技术:
2.在合模机的运行过程中,输送机构主要负责输送注塑产品,由于从输送起点到输送终点,存在一定距离,输送机构运输的距离越长,其产生的误差累积也越大,这种误差,将会导致最终的上料位置出现一定的偏差,注塑产品的抓取点发生改变,进而导致合模精度降低,产品合格率下降;此外现有的合模组装机无法批量输送批量合模、且自动化程度较低,拉低了生产效率。
技术实现要素:
3.针对上述背景技术所提出的问题,本实用新型的目的是:旨在提供一种高精度合模组装机。
4.为实现上述技术目的,本实用新型采用的技术方案如下:
5.一种高精度合模组装机,包括注塑机、机械手以及合模机;所述注塑机设有出料口以及待捡区,所述待捡区位于出料口前方;
6.所述机械手设有取料器;
7.所述合模机分为上料合模区以及控制卸货区,所述上料合模区在上,所述控制卸货区在下,所述上料合模区设有输送机构、合模左机、合模右机、与输送机构配合的料盘、上料到位传感器,所述输送机构位于合模左机以及合模右机的下方,所述合模左机以及合模右机通过若干横向支撑柱对称吊装,所述控制卸货区设有卸料箱,所述卸料箱为漏斗形,所述合模左机位于卸料箱的正上方,所述上料到位传感器位于输送机构的起始端;
8.所述合模左机与合模右机结构相同,所述合模左机从上至下依次设有顶板、中板、下板,所述顶板上方安装有气缸,所述气缸的输出端与中板连接,所述顶板两侧设有连接座,一侧所述的连接座连接有电机,另一侧所述的连接座与横向支撑柱铰接,所述顶板和中板之间连接有导向杆,所述中板四角的上方安装有导向套筒,所述下板的四角设有可与导向套筒相匹配的导向柱,所述导向柱伸入导向套筒内部,所述导向柱的外圈连接有弹簧,所述下板设有若干吸料槽以及气路,所述气路与吸料槽相通;
9.所述输送机构设有起点感应器、终点感应器、中段传感器,所述起点感应器位置对应输送起点,所述终点感应器位置对应输送终点,所述中段传感器位置对应误差清零点,所述误差清零点和输送终点之间设有物料二次终点,所述物料二次终点位于合模右机的正下方;
10.所述料盘与输送机构相匹配,所述料盘中下方设有挡片,所述料盘上方设有球托,所述球托的数量是合模左机中吸料槽数量的两倍。
11.进一步限定,所述注塑机、合模机呈l形布置,所述机械手位于注塑机和合模机的上方,这样的结构设计,使得注塑、取料、合模的工作空间分布更为合理,节省生产用地的同
时,也缩短了物料的运输距离。
12.进一步限定,所述机械手为四自由度机械手,所述机械手具备x轴、y轴、z轴以及关于x轴旋转的自由度,这样的结构设计,通过机械手x轴、y轴、z轴的自由度,来定位到空间的某一点,通过x轴旋转的自由度来便于取料器取料和上料。
13.进一步限定,所述上料合模区设有若干铝合金支柱,所述铝合金支柱之间连接有透明防护玻璃,所述铝合金支柱以及透明防护玻璃合围形成了合模工作空间,所述输送机构、合模左机、合模右机、料盘均位于合模工作空间内部,这样的结构设计,通过铝合金支柱以及透明防护玻璃来提供保护,同时通过透明防护玻璃便于操作者观察。
14.进一步限定,所述控制卸货区包括仪器柜、急停按钮以及控制箱,所述控制箱位于卸料箱和仪器柜之间,所述卸料箱外侧设有透明防护玻璃,这样的结构设计,通过仪器柜来安装各种电气元件,通过控制箱来提供自动控制功能,通过急停按钮紧急停止合模组装机,避免意外情况发生时,机器持续运转。
15.本实用新型的有益效果:
16.1.在合模过程中,由于输送机构在误差清零点,重新清零计数,去除了输送起点到误差清零点这一段行程所累积的误差,进而提高了输送机构的运输精度,以及料盘的到位精度,使得注塑产品能够以较高的精度完成上料位置的确定,最终提高了合模精度,以及产品合格率;
17.2.合模组装机自动化程度较高,不需要人工上下料,为全自动产品,一次上料,能够进行批量合模,提高了合模以及生产效率。
附图说明
18.本实用新型可以通过附图给出的非限定性实施例进一步说明;
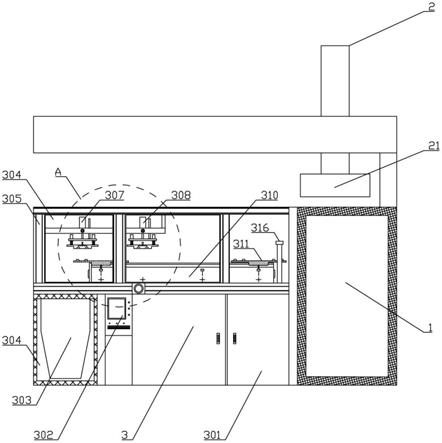
19.图1为本实用新型一种高精度合模组装机实施例的结构示意图(图中示出了料盘在两极限位置的状态);
20.图2为本实用新型一种高精度合模组装机实施例的位置分布图;
21.图3为本实用新型一种高精度合模组装机实施例中a处的放大图;
22.图4为本实用新型一种高精度合模组装机实施例中合模左机的结构示意图;
23.图5为本实用新型一种高精度合模组装机实施例中输送机构和料盘的配合示意图;
24.图6为本实用新型一种高精度合模组装机实施例中料盘的结构示意图;
25.主要元件符号说明如下:
26.注塑机1、出料口11、待捡区12;
27.机械手2、取料器21;
28.合模机3;
29.仪器柜301、控制箱302、卸料箱303、透明防护玻璃304、铝合金支柱305、合模工作空间306;
30.合模左机307、气缸3071、顶板3072、连接座3073、电机3074、导向杆3075、中板3076、导向套筒3077、导向柱3078、弹簧3079、下板3080、吸料槽3081、气路3082;
31.合模右机308;
32.急停按钮309、输送机构310、料盘311、球托3112、挡片3114、横向支撑柱312、终点感应器313、起点感应器314、中段传感器315、上料到位传感器316;
33.输送起点s、输送终点e、误差清零点rs、物料二次终点m。
具体实施方式
34.为了使本领域的技术人员可以更好地理解本实用新型,下面结合附图和实施例对本实用新型技术方案进一步说明。
35.如图1-6所示,本实用新型的一种高精度合模组装机,包括注塑机1、机械手2以及合模机3;注塑机1设有出料口11以及待捡区12,待捡区12位于出料口11前方;
36.机械手2设有取料器21;
37.合模机3分为上料合模区以及控制卸货区,上料合模区在上,控制卸货区在下,上料合模区设有输送机构310、合模左机307、合模右机308、与输送机构310配合的料盘311、上料到位传感器316,输送机构310位于合模左机307以及合模右机308的下方,合模左机307以及合模右机308通过若干横向支撑柱312对称吊装,控制卸货区设有卸料箱303,卸料箱303为漏斗形,合模左机307位于卸料箱303的正上方,上料到位传感器316位于输送机构310的起始端;
38.合模左机307与合模右机308结构相同,合模左机307从上至下依次设有顶板3072、中板3076、下板3080,顶板3072上方安装有气缸3071,气缸3071的输出端与中板3076连接,顶板3072两侧设有连接座3073,一侧的连接座3073连接有电机3074,另一侧的连接座3073与横向支撑柱312铰接,顶板3072和中板3076之间连接有导向杆3075,中板3076四角的上方安装有导向套筒3077,下板3080的四角设有可与导向套筒3077相匹配的导向柱3078,导向柱3078伸入导向套筒3077内部,导向柱3078的外圈连接有弹簧3079,下板3080设有若干吸料槽3081以及气路3082,气路3082与吸料槽3081相通;
39.输送机构310设有起点感应器314、终点感应器313、中段传感器315,起点感应器314位置对应输送起点s,终点感应器313位置对应输送终点e,中段传感器315位置对应误差清零点rs,误差清零点rs和输送终点e之间设有物料二次终点m,物料二次终点m位于合模右机308的正下方;
40.料盘311与输送机构310相匹配,料盘311中下方设有挡片3114,料盘311上方设有的球托3112,球托3112的数量是合模左机307中吸料槽3081数量的两倍。
41.本案实施中,整个作业工程如下,
42.第一,注塑机1生产注塑产品,并在出料口11完成出料;
43.第二,机械手2在待捡区12等待出料完成,通过取料器21完成取料,机械手2取料完成后,运动至输送起点s的正上方,此时料盘311也停留在输送起点s,等待上料;
44.第三,机械手2到位后,取料器21遮挡住上料到位传感器316,对是否在正确位置上料做出检测,取料器21将注塑产品放至料盘311的球托3112上,上料到位传感器316接收到信号后,开始读秒,读秒设定时间,输送机构310开始启动,带动料盘311向输送终点e方向运动;
45.第四,料盘311运动到误差清零点rs时,中段传感器315被触发,输送机构310停止,停顿设定时间后,输送机构310重新启动,并驱动料盘311运动设定距离,在这个过程中,由
于输送机构310由误差清零点rs,停止后,重新计数运动,消除了输送起点s到误差清零点rs这一段行程所累积的误差,进而提高了输送机构310的运输精度,以及料盘311的到位精度,使得注塑产品能够以较高的精度完成上料位置的确定;
46.第五,料盘311由误差清零点rs运动至输送终点e,料盘311上的挡片3114遮挡住终点感应器313,终点感应器313可以检测料盘311是否达到预定位置,同时,也是控制合模右机308以及合模左机307发生运动的信号输入;
47.第六,合模左机307上的气缸3071的输出端伸出,带动中板3076以及下板3080下移,导向杆3075在这个过程中,起导向作用;
48.第七,当下板3080下降到一定位置,导向柱3078持续进入导向套筒3077,中板3076压缩弹簧3079,吸料槽3081与注塑产品接触,气路3082排出吸料槽3081内的气体,注塑产品被吸入吸料槽3081中,此时料盘311上一半的注塑产品被合模左机307吸附走,合模左机307上移复位,弹簧3079顶出,下板3080复位,电机3074带动合模左机307相对于合模右机308翻转九十度;
49.第八,输送机构310根据预设行程,输送料盘311到物料二次终点m,合模右机308发生与合模左机307相同的操作,同样吸附剩下的注塑产品,同时相对于合模左机307翻转九十度;
50.第九,合模左机307和合模左机307中的气缸3071再次启动,使注塑产品相互挤压合拢,形成完整的注塑产品;
51.第十,合模完成后,合模左机307中的气路3082重新充满空气,不再产生吸附力,完整的注塑产品由合模左机307吸附,气缸3071收缩,电机3074复位;
52.第十一,合模左机307中的气路3082重新充满空气,完整的注塑产品由于自重掉入下方的卸料箱303;
53.第十二,输送机构310启动,带动料盘311,运动至输送起点s,起点感应器314被遮挡,检测到料盘311到位,开始等待机械手2下一次上料;
54.在合模过程中,由于输送机构310在误差清零点rs,重新清零计数,去除了输送起点s到误差清零点rs这一段行程所累积的误差,进而提高了输送机构310的运输精度,以及料盘311的到位精度,使得注塑产品能够以较高的精度完成上料位置的确定,最终提高了合模精度,以及产品合格率,此外,由于料盘311能批量上料,合模左机307以及合模右机308能够批量合模,提高了生产效率。
55.优选,注塑机1、合模机3呈l形布置,机械手2位于注塑机1和合模机3的上方,这样的结构设计,使得注塑、取料、合模的工作空间分布更为合理,节省生产用地的同时,也缩短了物料的运输距离。实际上,也可以根据具体情况具体考虑注塑机1、合模机3、机械手2其它的位置分布。
56.优选,机械手2为四自由度机械手,机械手2具备x轴、y轴、z轴以及关于x轴旋转的自由度,这样的结构设计,通过机械手2,x轴、y轴、z轴的自由度,来定位到空间的某一点,通过x轴旋转的自由度来便于取料器21取料和上料。实际上,也可以根据具体情况具体考虑机械手2其它的类型。
57.优选,上料合模区设有若干铝合金支柱305,铝合金支柱305之间连接有透明防护玻璃304,铝合金支柱305以及透明防护玻璃304合围形成了合模工作空间306,输送机构
310、合模左机307、合模右机308、料盘311均位于合模工作空间306内部,这样的结构设计,通过铝合金支柱305以及透明防护玻璃304来提供保护,同时通过透明防护玻璃304便于操作者观察。实际上,也可以根据具体情况具体考虑提供保护和便于观察的其它结构设计。
58.优选,控制卸货区包括仪器柜301、急停按钮309以及控制箱302,控制箱302位于卸料箱303和仪器柜301之间,卸料箱303外侧设有透明防护玻璃304,这样的结构设计,通过仪器柜301来安装各种电气元件,通过控制箱302来提供自动控制功能,通过急停按钮309紧急停止合模组装机,避免意外情况发生时,机器持续运转。实际上,也可以根据具体情况具体考虑控制卸货区其它的结构。
59.上述实施例仅示例性说明本实用新型的原理及其功效,而非用于限制本实用新型。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,凡所属技术领域中具有通常知识者在未脱离本实用新型所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1