石油钻机耳座的自动化焊接系统的制作方法
1.本实用新型涉及一种自动化焊接技术领域,更具体地说,它涉及一种石油钻机耳座的自动化焊接系统。
背景技术:
2.焊接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术。焊接产品比铆接件、铸件和锻件重量轻,密封性和牢固度好,已成为现代工业中不可缺少的加工工艺方法。
3.石油钻机耳座在石油钻机钢结构中起着重要的连接作用,如图5所示,耳座11由底板111和两个尺寸形状相同的耳板112焊接而成,耳板112上开设有销孔113,两个耳板112相背的侧面上对称焊接有安装环114,安装环114与销孔113直径相同且同轴设置;由于石油钻机在工作中不仅时刻承受着风载等外部载荷的作用,而且还承受着转盘或顶驱在工作时的振动力的作用,因此石油钻机的各个组成部分的焊接要求很高,针对耳座的焊接,需要做到焊接位置饱满、过渡位置圆滑,因此,对传统的人工焊接方式提出了很大的挑战,采用传统的人工气保焊的焊接方法不仅焊接难度大、效率低,而且人工焊接的可重复性低,焊接精度和质量不稳定。
4.目前,公开号为cn112247463a的中国专利申请公开了一种焊接渣包耳轴座辅助工装及焊接工艺,它包括夹紧装置、变位器、翻转架等结构,能够实现焊接渣包耳轴座的快速高效焊接;同时,可应用焊接机器人与变位器设备进行联动,实现气保焊接部分的全自动焊接。
5.上述方案与传统的焊接工艺相比,提高了焊接效率,但是,仍然存在以下不足:一方面,翻转架仅能在水平轴线上实现360
°
翻转,无法在竖直轴线上进行旋转,焊接可能存在死角,不能很好的满足石油钻机耳座焊接位置饱满和过渡圆滑的焊接要求;另一方面,装件卸料时,焊接设备的利用率低,影响焊接效率。
技术实现要素:
6.针对现有技术存在的不足,本实用新型的目的在于提供一种石油钻机耳座的自动化焊接系统,其优点是全自动焊接,操作简单、方便,焊接设备的利用率高、效率高、焊接质量稳定,能够实现石油钻机耳座焊接位置饱满和过渡圆滑的要求。
7.为实现上述目的,本实用新型提供了如下技术方案:
8.一种石油钻机耳座的自动化焊接系统,包括安装平台和依次设置于所述安装平台上的焊接机构和用于翻转焊接工件的变位器,其中:所述变位器包括箱体和转动设置于所述箱体的l形的翻转板,所述翻转板的远离所述箱体的一端转动设置有回转盘,所述翻转板可沿水平的轴线方向翻转180
°
,所述回转盘可沿竖直的轴线方向旋转360
°
,所述变位器设置两组;所述焊接机构包括用于执行焊接动作的焊接装置和夹持机构;其中:所述焊接装置设置于所述安装平台,两组所述变位器对称设置于所述焊接装置的两侧;所述夹持机构包
括设置于所述回转盘的用于夹持底板的底板夹紧组件、用于定位耳板和安装环的耳板定位组件,所述耳板定位组件设置于所述底板夹紧组件上。
9.通过上述技术方案,设置变位器既能使工件沿水平轴线翻转,也能沿竖直轴线旋转,实现全方位无死角焊接,确保底板和耳板之间的焊缝饱满、过渡圆滑;两组变位器对称设置在焊接装置的两侧,焊接装置可以在两个变位器之间循环焊接,实现双工位循环工作,例如:第一组工位自动焊接,第二组工位装件卸料,第二组工位自动焊接,第一组工位装件卸料,提高焊接效率;夹持机构的结构根据焊接产品的结构定制设计,夹持稳定、布局合理、方便焊接;本方案可以实现全自动焊接,焊接质量稳定、效率高。
10.进一步的,所述焊接装置上设置有水冷焊枪,所述水冷焊枪贴近所述回转盘。
11.其有益效果在于:通过焊接装置执行焊接动作,重复定位精度可以达到
±
0.08mm,焊接质量稳定,并且,焊接装置具有快速切焊控制功能,可提高切焊效率,其摆动方向、幅度、停留时间,可在切焊过程中实时调整,实用性强;水冷焊枪的设置,具有冷却功能,可提高焊枪的耐久性,延长焊接装置的使用寿命。
12.进一步的,所述底板夹紧组件包括设置于所述回转盘的支撑座和设置于所述支撑座的压紧快夹,所述支撑座的表面设置垂直向内凹陷的限位槽,所述底板设置于所述限位槽内,所述压紧快夹贴合所述底板的上表面;所述耳板定位组件包括垂直设置于所述支撑座的支撑板、滑移设置于所述支撑板的定位柱,两组所述支撑板沿所述支撑座的长度方向对称设置,所述定位柱的两端分别与两组所述支撑板的相对的侧面抵接,所述定位柱上设置有定位凸台,所述定位凸台贴合耳板的相对的两个侧面,所述定位凸台的尺寸大于安装环的尺寸,所述安装环、所述销孔与所述定位柱同轴设置。
13.其有益效果在于:通过设置底板夹紧组件和耳板定位组件对石油钻机耳座的各个组成部分进行夹持,底板放置在限位槽内,通过压紧快夹夹紧固定,结构简单,定位稳定,回转盘无需翻转即可完成底板上连接的工件的焊接,提高焊接效率;耳板和安装环通过定位柱、定位凸台、支撑板的相互配合实现位置的精确定位,定位柱与支撑板滑移连接,方便调整耳板的放置位置,结构合理、对焊接位置的遮挡少,在不影响焊接的同时,拆装便捷。
14.进一步的,所述水冷焊枪内设置防撞传感器。
15.其有益效果在于:水冷焊枪内设置碰撞传感器,发生碰撞后,焊接机器人停止运动,减少了碰撞时对焊枪及焊接机器人的损伤。
16.进一步的,所述安装平台上设置有清枪装置,所述清枪装置设置在所述焊接装置的侧面。
17.其有益效果在于:焊接装置上的水冷焊枪由于长时间工作会粘附飞溅,不及时清理可影响焊接质量和焊接效率,清枪装置具有喷油和清除焊渣的功能,当焊枪到达清枪装置的清嘴位时,清枪装置锁定焊枪后,可对焊枪的喷嘴内部粘附的飞溅进行清理,提高焊接的质量,将该装置设置在焊接装置的一侧,便于焊接装置以最舒适的姿态进行清枪动作,提高自动化焊接系统的工作效率。
18.进一步的,所述安装平台上靠近所述回转盘的一端可拆卸设置双层不锈钢的无动力辊道。
19.其有益效果在于:无动力辊道依靠重力输送工件,无动力消耗,可减轻搬运、装卸等工作的强度、提高工作效率,可单独使用,也可任意组合使用,结构简单、安装灵活,不论
工件轻重、大小,都可方便地搬运,成本低;双层结构,下层存放工件,上层可存放和移动工件,实用性强。
20.进一步的,所述安装平台的四周可拆卸设置安全围栏,所述安全围栏包括框形骨架、设置于所述骨架的铝塑板和透明的防弧光板,所述防弧光板设置于所述铝塑板的上方。
21.其有益效果在于:安全围栏采用铝型材搭建骨架,上部分采用透明的防弧光板,可隔离光线的伤害,营造安全健康的工作环境,同时方便操作人员在操作区域外,对焊接过程监控;下部分采用铝塑板进行防护,整体造型美观,外观整洁,方便监控。
22.进一步的,所述安装平台上与所述无动力辊道相对的一侧设置焊接电源,所述焊接电源分别与所述焊接装置、所述变位器之间电连接。
23.其有益效果在于:焊接电源具有高性能处理器和高速总线,数据交换快速,可以为焊接装置和变位器提供动力电源和数据交换,确保焊接系统工作的稳定性。
24.进一步的,所述安装平台上设置对焊接过程进行控制的控制装置,所述控制装置设置于所述焊接电源的一侧,所述控制装置分别与所述焊接装置、所述变位器、所述焊接电源之间电连接。
25.其有益效果在于:控制装置能够实现自动化焊接系统的焊接过程的逻辑控制,通过内置的通讯模块完成对焊接机器人、焊接电源等设备的信息指令交互,实现信号采集、逻辑、流程控制,并对数据进行实时分析处理,同时具有报警提示,安全防护报警等功能。
26.综上所述,本实用新型具有以下有益效果:
27.1. 本方案通过设置变位器,使焊接工件可同时沿水平的轴线方向180
°
和沿竖直的轴线方向360
°
旋转,实现无死角焊接,具有焊接精度高、质量稳定,焊接位置饱满和过渡圆滑等优点;
28.2.本方案通过焊接机器人搭配两组变位机的焊接方式,实现双工位循环焊接,第一组工位自动焊接,第二组工位装件卸料,第二组工位自动焊接,第一组工位装件卸料,依次循环操作使焊接系统内的各个装置的利用率最大化,提高焊接效率;
29.3. 本方案通过设置焊接机构、控制装置、清枪装置、焊接电源等结构,保证焊接工作的全自动完成,各组成部分相互之间的位置、控制方式合理,人性化设计,操作简单、方便,工作效率高。
附图说明
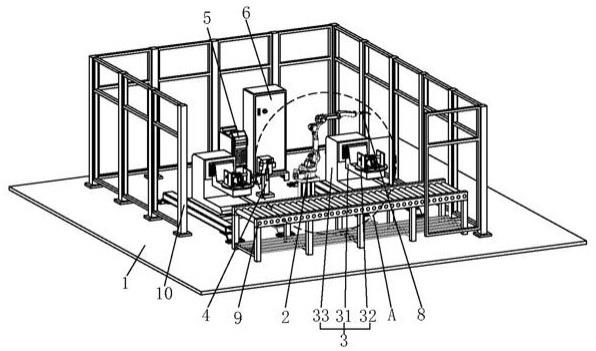
30.图1是本方案的整体的结构示意图;
31.图2是本方案的整体的俯视图;
32.图3是图1的a部分的放大示意图;
33.图4是本方案的夹持机构的结构示意图;
34.图5是背景技术中的耳座的结构示意图。
35.图中:1、安装平台;2、焊接装置;3、变位器;31、翻转板;32、回转盘;33、箱体;4、清枪装置;5、焊接电源;6、控制装置;7、夹持机构;71、底板夹紧组件;711、支撑座;712、压紧快夹;713、限位槽;72、耳板定位组件;721、支撑板;722、定位柱;723、导向滑槽;724、调节螺杆;8、水冷焊枪;9、无动力辊道;10、安全围栏;11、耳座;111、底板;112、耳板;113、销孔;114、安装环。
具体实施方式
36.下面结合附图及实施例,对本实用新型进行详细描述。
37.本具体实施例仅仅是对本实用新型的解释,其并不是对本实用新型的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本实用新型的权利要求范围内都受到专利法的保护。
38.实施例:
39.如图1和图2所示,一种石油钻机耳座的自动化焊接系统,包括安装平台1,安装平台1上设置有焊接机构、变位器3、清枪装置4、焊接电源5和控制装置6。
40.变位器3包括箱体33和转动设置在箱体33侧面的l形的翻转板31,箱体33的底部连接在安装平台1上,翻转板31的一端连接在箱体33的侧面,翻转板31的远离箱体33的一端转动设置有回转盘32,翻转板31可沿水平的轴线方向翻转180
°
,回转盘32可沿竖直的轴线方向旋转360
°
,本实施例中,翻转板31和回转盘32分别与电机的转轴连接,通过电机的驱动来实现相应的翻转动作,变位器3的数量设置两组,便于实现双工位的循环焊接。
41.如图3所示,焊接机构包括焊接装置2和夹持机构7,焊接装置2的作用是执行焊接动作,夹持机构7的作用是对焊接工件进行夹持;焊接装置2安装在安装平台1上,两组变位器3对称设置在焊接装置2的两侧,本实施例中的焊接装置2采用焊接机器人,焊接机器人上安装有水冷焊枪8,具有冷却效果,可提高焊枪的导电嘴的耐久性,水冷焊枪8贴近回转盘32,可对安装在回转盘32上的工件进行焊接,水冷焊枪8内设置防撞传感器,可减少碰撞时机器人的损伤,优选的焊接机器人为安川电机(中国)有限公司生产的弧焊机器人。
42.如图4所示,夹持机构7包括底板夹紧组件71和耳板定位组件72,底板夹紧组件71的作用是对底板111进行夹持,耳板定位组件72的作用是对耳板112和安装环114进行定位;底板夹紧组件71包括支撑座711和压紧快夹712,支撑座711与回转盘32采用螺栓连接,支撑座711的上表面设置有垂直向内凹陷的限位槽713,底板111放置在限位槽713内,两组压紧快夹712沿底板111的宽度方向对称设置在底板111的两侧,压紧快夹712的夹持部位贴合底板111的上表面,将底板111固定在支撑座711上的限位槽713内。
43.如图4所示,耳板定位组件72包括支撑板721和定位柱722,支撑板721垂直设置在支撑座711上,两组支撑板721沿支撑座711的长度方向对称设置,定位柱722滑移设置在支撑板721的侧面,定位柱722的两端分别与两组支撑板721的相对的侧面抵接,定位柱722穿过耳板112上的销孔113和安装环114,将销孔113和安装环114同轴固定;定位柱722上设置有定位凸台,定位凸台贴合两个耳板112相对的侧面设置,定位凸台的尺寸大于销孔113的尺寸;本实施例中,支撑板721的中部沿长度方向设置有导向滑槽723,定位柱722的两端设置在导向滑槽723内,导向滑槽723内设置有调节螺杆724,调节螺杆724可以在导向滑槽723内上下滑移,两组调节螺杆724分别设置在两组支撑板721相背的侧面上,调节螺杆724垂直穿过导向滑槽723并与定位柱722的两端螺栓连接,采用上述结构,需要调节定位柱722的高度时,只需拧松两组调节螺杆724,将定位柱722上下滑移到合适的高度后拧紧两组调节螺杆724即可实现定位柱722的固定,定位柱722的位置固定后,耳板112的位置即被定位。
44.焊接工件安装时,首先将底板111放置在限位槽713内,按下压紧快夹712,将底板111固定在回转盘32上;然后取两组耳板112和安装环114,先将两组耳板112的销孔113分别从定位柱722的两端套在定位柱722上,然后再将安装环114分别套在耳板112的相背的两
侧,通过螺母将安装环114与耳板112夹紧固定;接着,将定位柱722的两端放入导向滑槽723内,调节定位柱722的位置,使耳板112的底部与底板111抵接,拧紧调节螺杆724将耳板112固定,从而完成焊接工件的夹持定位。
45.如图1所示,安装平台1上设置有清枪装置4,清枪装置4安装在焊接机器人的侧面,便于及时清理焊接机器人上的焊枪,使焊接机器人获得最佳工作状态,提高焊接质量和效率,本实施例中的清枪装置4可以采用常州特尔玛科技股份有限公司的清枪器,工作原理为:当焊枪到达清枪器的清嘴位时,清枪器检测焊枪是否到位,锁定焊枪后,由气缸推动旋转刀片对焊枪的喷嘴内部粘附的飞溅进行清理。
46.如图1所示,安装平台1上通过螺栓连接有无动力辊道9,无动力辊道9设置在靠近回转盘32的一端,本实施例中的无动力辊道9为双层不锈钢无动力辊道,下层存放工件,上层可存放和移动工件。
47.如图1所示,安全围栏10通过螺栓连接在安装平台1的四周,起到防护作用,安全围栏10由“日字”形的框形骨架、和设置在骨架内的防弧光板和铝塑板组成,防弧光板为透明的材质,方便安全围栏10外的人员观察设备的运行情况,防弧光板设置在铝塑板的上方。
48.如图2所示,焊接电源5安装在安装平台1上,焊接电源5设置在与无动力辊道9相对的一侧,焊接电源5分别与焊接装置2、变位器3之间电连接,焊接电源5可以分别为焊接装置2、变位器3提供电源动力,本实施例中的焊接电源5可采用伏能士智能设备(上海)有限公司生产的tps/i 电源;安装平台1上还设置有控制装置6,控制装置6的作用是实现焊接系统内的各个组成部分之间的信号交互和焊接过程的全自动控制,控制装置6设置在焊接电源5的一侧,并且分别与焊接装置2、变位器3、焊接电源5之间电连接。
49.本实用新型的工作原理如下:
50.焊接时,首先将焊接工件固定在夹持机构7上,启动变位器3和焊接装置2,变位器3的翻转板31沿水平轴线翻转,回转盘32沿竖直轴线旋转,使得焊接工件可同时在水平轴线和竖直轴线上翻转,焊接装置2和变位器3联动对焊接工件进行焊接,实现无死角焊接,两组变位器3循环使用,第一组变位器焊接时,第二组变位器装卸工件,第二组变位器焊接时,第一组变位器装卸工件,提高设备的利用率,焊接效率高。
51.以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1