一种用于液压机的高压成型控制系统的制作方法
1.本实用新型涉及液压设备技术领域,具体为一种用于液压机的高压成型控制系统。
背景技术:
2.随着技术进步,缠绕型高压液压机的使用越来越广泛,这种机型特点是压力吨位大,模具/工件接触面积却很小,导致单位面积的压应力非常高,所以对模具的材料性能要求很高。当在成型中出现了意外,如材料意外破裂时,裂开的锋利边缘容易对模具造成表面的划伤;甚至在模具安全性设计不足时,过高的压应力导致模具爆裂,造成大量的模具维修费用,费时费力;甚至有可能模具爆裂,碎片飞溅,威胁到操作者的人身安全。
技术实现要素:
3.本实用新型的目的在于提出一种用于液压机的高压成型控制系统,旨在解决现有技术中无法及时监控冲压过程是否异常,可能造成模具爆裂、威胁人身安全的技术问题。
4.为实现上述目的,本实用新型提出一种用于液压机的高压成型控制系统,包括用于压制工件的压制油缸、用于监测所述压制油缸压力的压力传感器、液压装置和plc控制器,所述液压装置与所述压制油缸相互连通以对所述压制油缸进行供油或回油;所述plc控制器包括数据接收模块、数据计算模块、数据对比模块和控制模块,所述数据接收模块与所述压力传感器数据连接,所述数据计算模块分别与所述数据接收模块和所述数据对比模块数据连接,所述控制模块与所述液压装置数据连接;
5.所述数据计算模块用于计算单位时间t内所述压制油缸的压力差
△
p1并将计算结果发送至所述数据对比模块,所述数据对比模块将压力差
△
p1与理论压力差
△
p2进行对比,所述控制模块根据所述数据对比模块的对比结果控制所述液压装置。
6.优选地,所述plc控制器还包括设定模块,所述设定模块与所述数据对比模块数据连接,所述设定模块用于设定
△
p1和
△
p2之间的允许偏差值
△
p3。可避免由于合理状态下带来的误差影响控制系统的正常运行,从而影响生产过程。
7.优选地,单位时间t为0.2s~0.6s。避免单次检测结果的意义不大,且耗能较高;同时也能避免不能及时判断出压制油缸的压力变化是否正常。
8.优选地,所述plc控制器还包括数据判断模块,所述数据判断模块分别与所述数据接收模块和所述控制模块数据连接,所述数据判断模块用于判断所述压制油缸的压力值是否大于0。设置数据判断模块,能更好判断出压力传感器是否故障,不仅避免由于压力传感的故障对压力差计算造成影响,而且还能提高控制系统的安全性。
9.优选地,还包括报警装置,所述报警装置与所述控制模块数据连接。通过设置报警装置,可更加快速、直观地反应液压机的故障状态,使工作人员第一时间作出安全保护措施,保证人身安全,同时及时通知工作人员进行处理、以排除故障。
10.优选地,还包括用于监测所述压制油缸位移的位移传感器,所述位移传感器与所
述数据接收模块数据连接。不仅可判断在成型过程中压力和位移是否达到设定值,还可获知压制过程处于哪个阶段;当压力和位移未达到设定值时,还可进行故障报警,提示工作人员进行检修,保证设备正常运行、避免出现生产意外。
11.优选地,还包括用于对压制油缸进行增压的增压器,所述增压器设置在所述压制油缸与所述液压装置之间的管路上。可增加压制油缸对工件的压力以及提高压制油缸的响应速度。
12.优选地,还包括泄压阀,所述泄压阀设置在所述压制油缸与所述液压装置之间的管路上。设置泄压阀可使进油、回油顺畅进行,互不干扰,保证效率。
13.优选地,还包括机架和模具,所述模具包括上模和下模,所述上模与所述压制油缸的输出端连接,所述下模设置在所述机架上、且位于所述上模的正下方。
14.优选地,所述压制油缸包括缸体和可活动都设置在所述缸体内的活塞杆,所述活塞杆将所述缸体内部间隔成互不连通的压力腔和回油腔,所述压力腔和所述回油腔分别与所述液压装置相互连通;所述活塞杆的一端延伸至所述缸体外部并与所述上模连接。
15.本实用新型一种用于液压机的高压成型控制系统,至少具有以下有益效果:通过设置压力传感器实时监测压制油缸的压力,利用plc控制器对压制油缸在单位时间内的压力变化进行计算、对比并根据结果控制压制油缸动作,可及时监控冲压过程是否异常,有效避免在压制过程中由于各种问题造成冲压过程异常从而损坏模具,更重要的是能避免模具爆裂、碎片飞溅、威胁操作者的人身安全。
附图说明
16.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
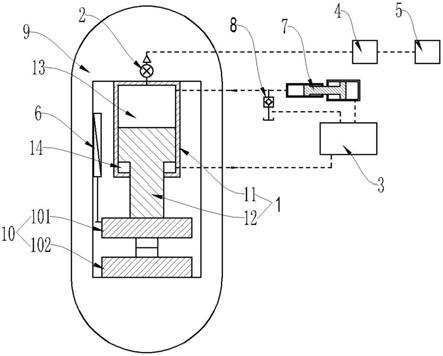
17.图1为本实用新型高压成型控制系统的结构示意图;
18.图2为本实用新型plc控制的框架结构示意图。
19.附图中:1-压制油缸、11-缸体、12-活塞杆、13-压力腔、14-回油腔、2-压力传感器、3-液压装置、4-plc控制器、41-数据接收模块、42-数据计算模块、43-数据对比模块、44-控制模块、45-设定模块、46-数据判断模块、5-报警装置、6-位移传感器、7-增压器、8-泄压阀、9-机架、10-模具、101-上模、102-下模。
20.本实用新型目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.需要说明,若本实用新型实施例中有涉及方向性指示(诸如上、下、左、右、前、后
……
),则该方向性指示仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对
位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
23.另外,若本实用新型实施例中有涉及“第一”、“第二”等的描述,则该“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
24.如图1至图2所示,一种用于液压机的高压成型控制系统,包括用于压制工件的压制油缸1、用于监测所述压制油缸1压力的压力传感器2、液压装置3和plc控制器4,所述液压装置3与所述压制油缸1相互连通以对所述压制油缸1进行供油或回油;所述plc控制器4包括数据接收模块41、数据计算模块42、数据对比模块43和控制模块44,所述数据接收模块41与所述压力传感器2数据连接,所述数据计算模块42分别与所述数据接收模块41和所述数据对比模块43数据连接,所述控制模块44与所述液压装置3数据连接;
25.所述数据计算模块42用于计算单位时间t内所述压制油缸1的压力差
△
p1并将计算结果发送至所述数据对比模块43,所述数据对比模块43将压力差
△
p1与理论压力差
△
p2进行对比,所述控制模块44根据所述数据对比模块43的对比结果控制所述液压装置3。
26.压制油缸1用于压制工件,即通过向压制油缸1内部供油或回油(这里所述的回油是指排出压制油缸1内部的油液,使压制油缸1的活塞杆12运动以压制工件;压力传感器2与压制油缸1的缸体11内部相互连通以实时监测压制油缸1的压力;液压装置3用于向压制油缸1内部供油、或承接从压制油缸1内排出的油液,液压装置3一般包括储存有液压油的储油箱和用于将液压油泵入压制油缸1的油泵;plc控制器4用于监控压制油缸1。具体地,plc控制器4包括数据接收模块41、数据计算模块42、数据对比模块43和控制模块44,其中数据接收模块41与压力传感器2通过数据线实现数据连接,数据接收模块41可接收压力传感器2监测到的压制油缸1的压力数据并将该数据发送给数据对比模块43;数据计算模块42与数据接收模块41和数据对比模块43数据连接,数据计算模块42接收压制油缸1的压力数据,并计算单位时间t内压制油缸1的压力差
△
p1(
△
p1为单位时间t内首尾两个时间点实际所测得的压力的差值),接着数据计算模块42将
△
p1发送至数据对比模块43;数据对比模块43上设有单位时间t内压制油缸1的理论压力差
△
p2(
△
p2为单位时间t内首尾两个时间点理论上的压力的差值),数据对比模块43将
△
p1和
△
p2进行对比,得出对比结果(具体指
△
p1和
△
p2之间的差值)并将对比结果发送至控制模块44;控制模块44跟具对比结果来控制液压装置3进而控制压制油缸1。比如,当
△
p1和
△
p2之间的差值为零或者接近零时,表示压制油缸1实际的压力变化与理论上的压力变化一致或几乎一致,此时可推断压制油缸1运作正常,压制工件的过程正常;如果
△
p1和
△
p2之间的差值较大或超出一定范围,则表示压制油缸1实际的压力变化与理论上的压力变化偏差较大,此时可推断压制油缸1的运作存在异常,压制工件的动作异常,则需要控制模块44对压制油缸1停止供油或进行泄压,以停止压制油缸1对工件继续压制。
27.本技术方案,通过设置压力传感器2实时监测压制油缸1的压力,利用plc控制器4对压制油缸1在单位时间内的压力变化进行计算、对比并根据结果控制压制油缸1动作,可及时监控冲压过程是否异常,有效避免在压制过程中由于各种问题造成冲压过程异常从而
损坏模具10,更重要的是能避免模具10爆裂、碎片飞溅、威胁操作者的人身安全。
28.进一步地,所述plc控制器4还包括设定模块45,所述设定模块45与所述数据对比模块43数据连接,所述设定模块45用于设定
△
p1和
△
p2之间的允许偏差值
△
p3。
29.允许偏差值
△
p3是指在单位时间t内,压制油缸1实际的压力差
△
p1与理论上应该达到的压力差
△
p2之间所能允许的偏差。由于监控的单位时间t内的数值,且在实际生产过程中可能会存在一些不可避免的误差,因此在判断单位时间t内压制油缸1的的压力差
△
p1是否正常时,不一定要求实际值与理论值完全相同,而且两者之间的差距在一定范围内即可认为压制油缸1处于正常状态;设定模块45可设定允许偏差值
△
p3,当
△
p1和
△
p2之间的差值在允许偏差值
△
p3以内时,则认定压制油缸1处于正常状态;因此可避免由于合理状态下带来的误差影响控制系统的正常运行,从而影响生产过程。在实际生产过程中,不断测量单位时间t内压制油缸1的压力差,因此,即使在前一个单位时间t内未检测出异常,在下一个单位时间t内同样可检测出异常,保证生产的安全性。
30.进一步地,单位时间t为0.2s~0.6s。如果单位时间t设定得过短,则单次检测结果的意义不大,且耗能较高;如果单位时间t设定得过程,则不能及时判断出压制油缸1的压力变化是否正常;因此单位时间t为0.2s~0.6s可有效避免上述两种情况。应当注意的是,单位时间t的具体设定应充分考虑压制油缸1的压力变化速度,如果压力变化速度较快,单位时间t的设定值应小一些,如果压力变化速度较慢,则单位时间t的设定值可大一些。
31.进一步地,所述plc控制器4还包括数据判断模块46,所述数据判断模块46分别与所述数据接收模块41和所述控制模块44数据连接,所述数据判断模块46用于判断所述压制油缸1的压力值是否大于0。
32.液压装置3中的油泵是单向运转,且控制系统采用的压力传感器2是正向压力传感器2,因此压力传感器2反馈的压力值应当大于0;当出现压力值小于0时,说明压力传感器2故障,设备应停机报警,要求相关技术人员进行分析、解决。因此,在plc控制器4内设置数据判断模块46,通过数据接收模块41将压力值发送至数据判断模块46,并由数据判断模块46判断压力值是否大于0,当压力值小于0时,控制模块44则控制液压装置3停止工作以使压制油缸1停机。设置数据判断模块46,能更好判断出压力传感器2是否故障,不仅避免由于压力传感的故障对压力差计算造成影响,而且还能提高控制系统的安全性。
33.进一步地,还包括报警装置5,所述报警装置5与所述控制模块44数据连接。
34.报警装置5用于在单位时间t内压制油缸1的压力变化出现异常时向外界发出报警信号,还用于在压力传感器2故障(即数据判断模块46判断出压力传感器2反馈的压力值小于0)时向外界发出报警信号。数据对比模块43对单位时间t内压制油缸1的实际压力差
△
p1与理论压力差
△
p2进行对比后,如果出现异常(不相等,或者超出允许偏差值
△
p3)时,控制模块44从数据对比模块43接收到结果后,则控制压制油缸1停止并控制报警装置5向外界发出报警信号;同样地,当数据判断模块46判断出压力传感器2反馈的压力值小于0时,控制模块44则控制压制油缸1停止并控制报警装置5向外界发出报警信号。通过设置报警装置5,可更加快速、直观地反应液压机的故障状态,使工作人员第一时间作出安全保护措施,保证人身安全,同时及时通知工作人员进行处理、以排除故障。
35.进一步地,还包括用于监测所述压制油缸1位移的位移传感器6,所述位移传感器6与所述数据接收模块41数据连接。
36.一般高压成型工艺的特点是,压制成型前段压力随着位移增加而慢慢提高,但到了后端高压成型段时,工件材料挤压程度很高,位移量变化不大,但压力升幅会很明显;当工件材料破裂时,压制压力会突然出现明显下降。根据这一特点,在压制油缸1上装备压力传感器2和位移传感器6,同时收集压力信息和位移信息,利用算法,全程监测压制压力和压制位移,进行对比分析;不仅可判断在成型过程中压力和位移是否达到设定值,还可获知压制过程处于哪个阶段;当压力和位移未达到设定值时,还可进行故障报警,提示工作人员进行检修,保证设备正常运行、避免出现生产意外。
37.进一步地,还包括用于对压制油缸1进行增压的增压器7,所述增压器7设置在所述压制油缸1与所述液压装置3之间的管路上。为了增加压制油缸1对工件的压力以及提高压制油缸1的响应速度,在液压装置3和压制油缸1之间的管理上增加增压器7,以液压装置3中油泵的压力进行倍数增加,使压制油缸1的压力增大。比如,采用1:4或1:5的增压器7进行增压加压,油泵每升高1mpa,压制油缸1会就有4mpa或5mpa(根据增压比)的增值。
38.进一步地,还包括泄压阀8,所述泄压阀8设置在所述压制油缸1与所述液压装置3之间的管路上。压制油缸1在完成一次高压成型后需退回初始状态(即泄压),在退回过程中则需将压制油缸1内的液压油排出;泄压阀8设置在压制油缸1和液压装置3之间的管路上,且具体与增压器7并联设置;泄压时,压制油缸1内的液压油经过泄压阀8排出至液压装置3的储油箱中。设置泄压阀8可使进油、回油顺畅进行,互不干扰,保证效率。
39.进一步地,还包括机架9和模具10,所述模具10包括上模101和下模102,所述上模101与所述压制油缸1的输出端连接,所述下模102设置在所述机架9上、且位于所述上模101的正下方。
40.整个液压机及高压成型系统包括机架9、模具10、压制油缸1、压力传感器2、液压装置3和plc控制器4,其中模具10包括相互对应的上模101和下模102,上模101和下模102配合时可压制出特定形状的产品;压制油缸1和位于传感器均安装在机架9上,上模101安装在压制油缸1的输出端,下模102安装在机架9上、且位于上模101的正下方,压制油缸1输出端的移动方向为竖直方向,以使上模101升降并靠近或远离下模102。
41.进一步地,所述压制油缸1包括缸体11和可活动都设置在所述缸体11内的活塞杆12,所述活塞杆12将所述缸体11内部间隔成互不连通的压力腔13和回油腔14,所述压力腔13和所述回油腔14分别与所述液压装置3相互连通;所述活塞杆12的一端延伸至所述缸体11外部并与所述上模101连接。
42.压制油缸1包括缸体11和活塞杆12,缸体11内部中空,活塞杆12由活塞和杆件组成,活塞杆12带有活塞的一端位于缸体11内、且将缸体11内部分割为压力腔13和回油腔14,压力腔13位于回油腔14的上方;活塞杆12在缸体11内沿缸体11的轴线方向移动,压力腔13和回油腔14可随着活塞杆12的移动变化体积;当活塞杆12下降时,压力腔13的体积变大、回油腔14的体积变小;当活塞杆12上升时,压力腔13的体积变小、回油腔14的体积变大。压力腔13和回油腔14分别与液压装置3相互连通,其中增压器7和泄压阀8并联设置在压力腔13与液压装置3之间的管路上;压力传感器2对应测量的压力为压力腔13内的压力。
43.以上所述仅为本实用新型的优选实施例,并非因此限制本实用新型的专利范围,凡是在本实用新型的发明构思下,利用本实用新型说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1