工件冲孔送料机构的制作方法
1.本实用新型涉及集装箱配件加工技术领域,具体涉及一种工件冲孔送料机构。
背景技术:
2.集装箱的配件在冲孔加工过程中,需先通过送料机构将配件输送至模具的型腔内,再进行冲孔。现有的送料机构包括机架及安装于机架上的输送轨道和推杆,输送轨道位于模具与推杆之间,推杆用于连接气缸且与模具型腔对位,当配件进行冲孔加工时,将多个配件依序放在输送轨道上,输送轨道将配件依序输送至与型腔对应的位置,然后推杆向前运动并将配件推到型腔内即可进行冲孔加工。然而,因配件在输送过程中极易发生偏转(与正常位置不符),所以,当推杆将配件推到型腔内时,配件极易发生与型腔不对位的情况,即现有的送料机构定位精度低。
技术实现要素:
3.针对现有技术的不足,本实用新型的目的提供一种可提高定位精度的工件冲孔送料机构。
4.为实现上述目的,本实用新型采用如下技术方案:
5.工件冲孔送料机构,用于将工件输送至模具型腔内,包括:
6.机架;
7.安装于所述机架上的分料结构,其包括固定于所述机架上的横滑轨,所述横滑轨具有沿所述工件冲孔送料机构的横向方向延伸的送料槽,所述送料槽内部具有用于容纳所述工件的中转空间,所述中转空间与所述模具型腔对应且所述中转空间内设有用于挡在所述工件后端外的第一限位块及用于挡在所述工件外侧壁外的第二限位块,所述第二限位块位于所述第一限位块的前方且位于所述第一限位块沿所述工件冲孔送料机构的纵长方向的一侧;
8.推料结构,安装于所述机架上且位于所述分料结构的后方,所述推料结构包括可相对运动地连接于所述机架上且与所述中转空间对应的推杆,所述推杆的前端设有用于与所述工件后端配合的推动部,所述推杆带动所述推动部向前运动并伸入至所述中转空间内以将所述工件推到所述模具型腔内。
9.进一步地,所述第一限位块具有用于接触所述工件后端的端面且沿所述横向方向延伸的第一限位平面,所述第二限位块具有用于接触所述工件外侧壁且沿所述纵长方向延伸的第二限位平面,所述第二限位平面与所述第一限位平面形成一夹角。
10.进一步地,所述第一限位块与所述第二限位块分别固定于所述送料槽与所述中转空间对应的相邻两内侧壁且位于所述推杆的下方,且所述第一限位平面与所述工件后端的端面形状相适配,所述第二限位面与所述工件外侧壁的形状相适配。
11.进一步地,所述送料槽靠近所述中转空间的一端设有一定位座,所述定位座靠近所述中转空间的外侧壁凸伸凸有所述第二限位块,所述第二限位块具有用于接触所述工件
外侧壁的限位端,所述限位端伸入所述中转空间内。
12.进一步地,所述推料结构包括固定于所述机架上且与所述中转空间对应的纵滑轨,所述纵滑轨位于所述横滑轨的后方且沿所述纵长方向延伸,所述推杆可滑动地连接于所述纵滑轨上,且所述推动部的端面与所述工件后端的端面形状相适配。
13.进一步地,所述横滑轨沿所述横向方向的外侧壁向内开设有穿过所述中转空间且与所述模具型腔对应的推料槽,所述推料槽沿所述纵长方向延伸至所述横滑轨外且与所述推杆滑动配合。
14.进一步地,所述分料结构包括相对滑动地连接于所述送料槽内的滑块及连接于所述滑块靠近所述中转空间的送料端的分料块,所述分料块用于放置所述工件且在所述滑块的带动下运动至所述中转空间。
15.进一步地,所述分料结构包括与所述滑块远离所述中转空间的连接端连接的第一气缸连接及位于所述送料槽上方且固定于所述滑块上的第二气缸,所述第二气缸的推杆上连接有摆动臂,所述分料块与所述摆动臂连接且具有用于放置所述工件的分料槽,当分料块运动至所述中转空间时,所述摆动臂带动所述分料块向上摆动到所述分料槽与所述推杆等高的位置。
16.进一步地,包括用于将所述工件输送至所述横滑轨且位于所述分料结构后方的输送带,所述输送带与所述推料结构分别对应所述送料槽的两端,当所述分料块复位时,所述摆动臂带动所述分料块向下摆动至所述分料槽与所述输送带等高的位置。
17.进一步地,所述分料结构有两组,两组所述分料结构沿所述横向方向并排设置,所述推料结构有两组,一组所述推料结构与一所述中转空间对应设置,所述工件冲孔送料机构还包括安装于所述机架上的第三气缸,所述第三气缸位于两组所述推料结构之间且与两组所述推料结构的所述推杆连接。
18.本实用新型工件冲孔送料机构通过在中转空间内设置用于挡在工件后端外的第一限位块及用于挡在工件外侧壁外的第二限位块,从而使得工件在横向方向被第一限位块限位且在纵长方向被第二限位块限位,达到提高定位精度的目的,当工件被输送到中转空间时,可防止工件发生偏转。且本实用新型工件冲孔送料机构通过在推杆的前端设置用于与工件后端配合的推动部,使得工件被推到模具型腔的过程中被推动部在横向方向和纵长方向限位,从而提高定位精度,可防止其发生偏转,确保工件被推动部推到模具型腔内时其位置与型腔对位。
附图说明
19.图1为本实用新型工件冲孔送料机构的俯视图;
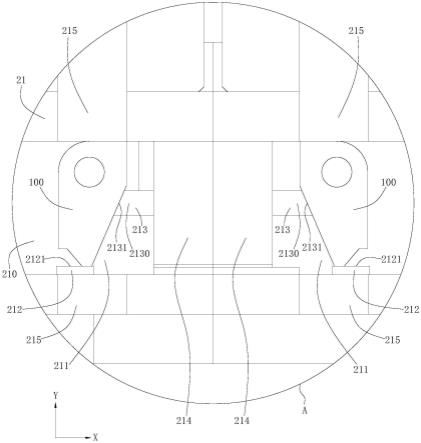
20.图2为图1的a部局部放大图;
21.图3为图1的动作过程图;
22.图4为图3的b部局部放大图;
23.图5为图1前视图的局部示意图;
24.图6为图5的动作过程图。
具体实施方式
25.下面,结合附图和具体实施方式,对本实用新型作进一步描述:
26.如图1至图6所示,本实用新型提供一种工件冲孔送料机构,其与冲床对接,用于在工件100进行冲孔加工时将工件100输送至安装于冲床上的冲压模具的模具型腔6内,在本实施例中,工件冲孔送料机构定义有横向方向x及与横向方向x垂直的纵长方向y,工件100为集装箱锁杆上的耳片(配件)。工件冲孔送料机构包括机架1、分料结构2、推料结构3及输送带4,分料结构2、推料结构3及输送带4均安装于机架1上。
27.如图1、图2所示,分料结构2包括固定于机架1上的横滑轨21,横滑轨21位于冲压模具的后方且具有沿横向方向x延伸的送料槽210,送料槽210内部具有用于容纳工件100的中转空间211,中转空间211与模具型腔6对应且中转空间211内设有用于挡在工件100后端外的第一限位块212及用于挡在工件100外侧壁外的第二限位块213,第二限位块213位于第一限位块212的前方且位于第一限位块212沿纵长方向y的一侧。具体地,送料槽210靠近中转空间211的一端设有一定位座214,定位座214靠近中转空间211的外侧壁凸伸凸有第二限位块213,第二限位块213具有用于接触工件100外侧壁的限位端2130,限位端2130伸入中转空间211内。通过在中转空间211设置第一限位块212和第二限位块213,从而使得工件100在横向方向x被第一限位块212限位且在纵长方向y被第二限位块213限位,达到提高定位精度的目的,当工件100被输送到中转空间211时,可防止工件100发生偏转。
28.如图1、图2所示,具体地,第一限位块212具有用于接触工件100后端的端面且沿横向方向x延伸的第一限位平面2121,第二限位块213具有用于接触工件100外侧壁且沿纵长方向y延伸的第二限位平面2131,第二限位平面2131与第一限位平面2121形成一夹角。第一限位块212与第二限位块213分别通过螺钉或者螺栓等方式固定于送料槽210与中转空间211对应的相邻两内侧壁且位于推杆31的下方以让位推杆31,且第一限位平面2121与工件100后端的端面形状相适配,第二限位面与工件100外侧壁的形状相适配。第一限位平面2121和第二限位平面2131的设计,实现在横向方向x和纵长方向y限位工件100。
29.如图1、图2所示,横滑轨21沿横向方向x的外侧壁向内开设有穿过中转空间211的推料槽215,推料槽215与模具型腔6对应且沿纵长方向y延伸至横滑轨21外以在前后方向分别形成推料出口和推料入口,推料入口供推杆31进入中转空间211内以推动工件100,推料出口供推杆31从中转空间211内伸出以将工件100从中转空间211内推出。如图1、图5所示,为了实现自动化输送工件100,分料结构2包括相对滑动地连接于送料槽210内的滑块216及连接于滑块216靠近中转空间211的送料端(未标号)的分料块22,分料块22用于放置工件100且在滑块216的带动下运动至中转空间211(如图6所示)。
30.如图5、图6所示,分料结构2还包括与滑块216远离中转空间211的连接端2161连接的第一气缸23连接及位于送料槽210上方且固定于滑块216上的第二气缸24,第一气缸23推动滑块216沿送料槽210滑动以带动第二气缸24沿送料槽210运动,第二气缸24的推杆31上连接有摆动臂25,分料块22与摆动臂25连接且具有用于放置工件100的分料槽221,分料槽221前后贯穿分料块22且分料槽221的开口朝向中转空间211,当分料块22运动至中转空间211时,摆动臂25带动分料块22向上摆动到分料槽221与推杆31等高的位置,此时,推杆31从推料入口进入分料槽221内将工件100从推料出口推出。如图1所示,为了提高生产效率,分料结构2有两组,两组分料结构2沿横向方向x并排设置,推料结构3有两组,一组推料结构3
与一中转空间211对应设置,工件冲孔送料机构还包括安装于机架1上的第三气缸5,第三气缸5位于两组推料结构3之间且与两组推料结构3的推杆31连接。通过设置第三气缸5,从而可同时驱动推杆31在前后方向运动。
31.如图3、图4所示,推料结构3位于分料结构2的后方,其包括可相对运动地连接于机架1上且与中转空间211对应的推杆31,具体地,推杆31与推料槽215滑动配合,且推杆31的前端设有用于与工件100后端配合的推动部311,推杆31带动推动部311向前运动并伸入至中转空间211内以将工件100推到模具型腔6内。通过在推杆31的前端设置用于与工件100后端配合的推动部311,使得工件100被推到模具型腔6的过程中被推动部311在横向方向x和纵长方向y限位,从而提高定位精度,可防止其发生偏转,确保工件100被推动部311推到模具型腔6内时其位置与型腔对位。在本实施例中,推料结构3包括固定于机架1上且与中转空间211对应的纵滑轨310,纵滑轨310位于横滑轨21的后方且沿纵长方向y延伸,推杆31可滑动地连接于纵滑轨310上,且推动部311的端面与工件100后端的端面形状相适配。
32.如图1、图2所示,输送带4位于分料结构2后方且与推料结构3分别对应送料槽210的两端,输送带4用于将工件100输送至横滑轨21上的分料块22的分料槽221内,当分料块22复位时,摆动臂25带动分料块22向下摆动至分料槽221与输送带4等高的位置。
33.当工件100进行冲孔时,将工件100依序放置于输送带4上,输送带4向前运动带动工件100运动到与分料块22对接的位置,与此同时,第二气缸24通过摆动臂25驱动分料块22向下运动至分料槽221与输送带4等高的位置(如图5所示),此时,分料块22未凸出于送料槽210的顶面,而工件100则被位于其后方的另一工件100向前推到分料槽221内,分料块22拾取到工件100后被第一气缸23沿着送料槽210且朝向中转空间211推动,当分料块22被推动到中转空间211时,第一限位块212及第二限位块213分别在横向方向x和纵长方向y将工件100调整到正常的位置,接着,第二气缸24驱动分料块22向上运动至分料槽221与推杆31等高的位置(如图6所示),然后推杆31被第三气缸5驱动向前运动且从推料入口滑动至分料槽221内,再将工件100从推料出口推到模具型腔6内,此时,完成工件100的输送。
34.本实用新型工件冲孔送料机构通过在中转空间内设置用于挡在工件后端外的第一限位块及用于挡在工件外侧壁外的第二限位块,从而使得工件在横向方向被第一限位块限位且在纵长方向被第二限位块限位,达到提高定位精度的目的,当工件被输送到中转空间时,可防止工件发生偏转。且本实用新型工件冲孔送料机构通过在推杆的前端设置用于与工件后端配合的推动部,使得工件被推到模具型腔的过程中被推动部在横向方向和纵长方向限位,从而提高定位精度,可防止其发生偏转,确保工件被推动部推到模具型腔内时其位置与型腔对位。
35.以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1