压接端子冷镦成型模组的制作方法
1.本实用新型属于冷镦成型技术领域,尤其涉及压接端子冷镦成型模组。
背景技术:
2.电器元件的接线柱或者接线端子排上接线柱的,是经过螺丝带压口压紧固定的压接端子。压接端子是用于实现电气连接的一种配件产品,工业上划分属于连接器。随着工业自动话程度的提升以及越发严格、精确的工业控制要求,接线端子的需求量逐渐加大。
3.现有的压接端子通常是采用车削加工成型的生产方式制造,该种方式不仅原材料消耗大,成本高昂,同时加工效率低下且生产后产品的稳定性一般,无法满足消费者的使用需求。
技术实现要素:
4.本实用新型的目的在于至少解决现有技术中存在的技术问题之一,提供一种能够减少原材料消耗量,提高工作效率且提高产品质量的压接端子冷镦成型模组。
5.本实用新型的目的之一采用如下技术方案实现:
6.压接端子冷镦成型模组,包括:
7.镦孔模具,设有镦孔阶梯孔以及用于冲孔的冲棒,所述镦孔模具合模时,能够挤压工件一端收缩形成二级圆柱阶梯结构,另一端内部形成孔;
8.束杆模具,设有束杆阶梯孔以及所述冲棒,所述束杆模具合模时,能够挤压工件使第一级圆柱的部分直径缩小并使其长度延长最终形成三级圆柱阶梯结构;
9.减径模具,设有减径阶梯孔以及所述冲棒,所述减径模具合模时,能够缩小工件形成孔一端的外圆直径并形成四级圆柱阶梯结构;
10.成型法兰模具,设有成型法兰阶梯孔以及所述冲棒,所述成型法兰模具合模时,能够挤压工件使直径最大的一级圆柱的侧壁形成两相对设置的平面;
11.工件依次经过所述镦孔模具、束杆模具、减径模具和成型法兰模具进行加工。
12.进一步地,还包括整形模具,设有整形孔以及设有定位凸起,所述整形模具合模时,工件能够形成定位所述冲棒的定位孔。
13.进一步地,所述镦孔模具、束杆模具、减径模具、成型法兰模具均设有用于顶出工件的卸料件,所述卸料件设置于各模具的成型孔内且能够沿着开合模方向移动。
14.进一步地,所述卸料件套装于所述冲棒外部,所述卸料件与所述冲棒能够发生相对移动。
15.进一步地,还包括驱动所述卸料件移动的三根顶针,三根顶针环绕着所述卸料件周向间隔设置。
16.进一步地,还设有用于使所述卸料件复位的复位件。
17.进一步地,所述镦孔阶梯孔、束杆阶梯孔、减径阶梯孔和成型法兰阶梯孔中位于相邻两级孔的连接处均设有导向面。
18.进一步地,所述导向面为环状斜面或环状弧形面。
19.相比现有技术,本实用新型的有益效果在于:
20.本实用新型的压接端子冷镦成型模组在压接端子时,可先截取一圆柱形工件,之后再通过镦孔模具冷镦形成孔,然后通过束杆模具和减径模具两个模具分别进行加工实现对两端的缩径以形成四级圆柱阶梯结构,最后再通过成型法兰模具挤压形成法兰结构便完成了压接端子的冷镦成型,通过上述加工方式以及该模组加工,不仅能够减少原材料消耗量,减少成本的投入,同时还能够提高工作效率且提高产品质量,满足工业生产以及消费者的需要。
附图说明
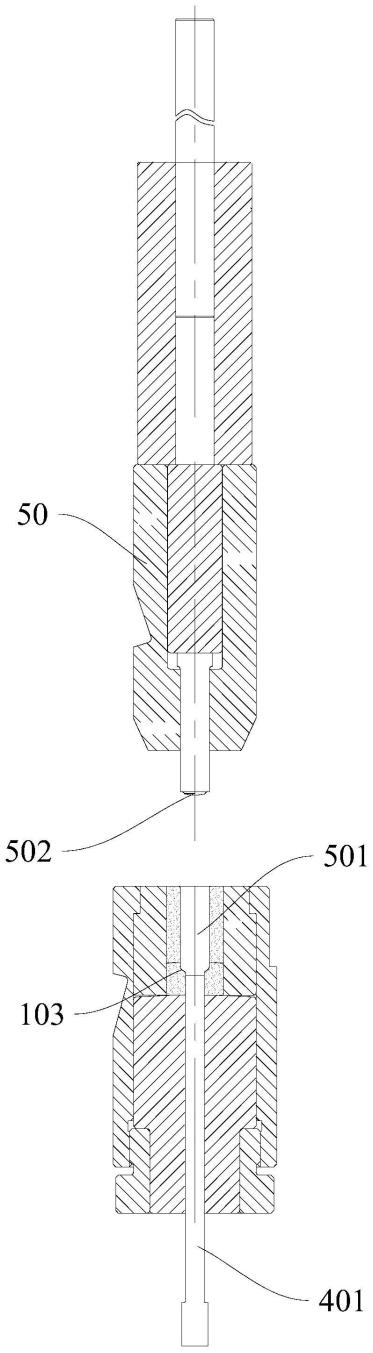
21.图1是本实用新型整形模具优选实施方式的剖视图;
22.图2是本实用新型工件经过整形模具冷镦后的半剖视图;
23.图3是本实用新型镦孔模具优选实施方式的剖视图;
24.图4是本实用新型工件经过镦孔模具冷镦后的半剖视图;
25.图5是本实用新型束杆模具优选实施方式的剖视图;
26.图6是本实用新型工件经过束杆模具冷镦后的半剖视图;
27.图7是本实用新型减径模具优选实施方式的剖视图;
28.图8是本实用新型工件经过减径模具冷镦后的半剖视图;
29.图9是本实用新型成型法兰模具优选实施方式的剖视图;
30.图10是本实用新型工件经过成型法兰模具冷镦后的半剖视图和俯视图。
31.其中,图中各附图标记:
32.10、镦孔模具;101、镦孔阶梯孔;102、冲棒;103、导向面;20、束杆模具;201、束杆阶梯孔;30、减径模具;301、减径阶梯孔;40、成型法兰模具;401、卸料件;402、复位件;403、顶针;404、成型法兰阶梯孔;50、整形模具;501、整形孔;502、定位凸起;71、定位孔;72、孔。
具体实施方式
33.下面,结合附图以及具体实施方式,对本实用新型做进二步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
34.本实用新型参照图3-图10所示,包括镦孔模具10,设有镦孔阶梯孔101以及用于冲孔的冲棒102,所述镦孔模具10合模时,能够挤压工件一端收缩形成二级圆柱阶梯结构,另一端内部形成孔72;束杆模具20,设有束杆阶梯孔201以及所述冲棒102,所述束杆模具20合模时,能够挤压工件使第一级圆柱的部分直径缩小并使其长度延长最终形成三级圆柱阶梯结构;减径模具30,设有减径阶梯孔301以及所述冲棒102,所述减径模具30合模时,能够缩小工件形成孔72一端的外圆直径并形成四级圆柱阶梯结构;成型法兰模具40,设有成型法兰阶梯孔404以及所述冲棒102,所述成型法兰模具40合模时,能够挤压工件使直径最大的一级圆柱的侧壁形成两相对设置的平面;工件依次经过所述镦孔模具10、束杆模具20、减径模具30和成型法兰模具40进行加工。本方案加工在压接端子时,可先截取一圆柱形工件,之后再通过镦孔模具10冷镦形成孔72,然后通过束杆模具20和减径模具30两个模具分别进行
加工实现对两端的缩径以形成四级圆柱阶梯结构,最后再通过成型法兰模具40挤压形成法兰结构便完成了压接端子的冷镦成型,通过上述加工方式以及该模组加工,不仅能够减少原材料消耗量,减少成本的投入,同时还能够提高工作效率且提高产品质量,满足工业生产以及消费者的需要。
35.本实施例中的工件最后成型是多级阶梯结构,因此对应设置在模具上的阶梯孔既可分别设置在各个模具的上下模中,也可在其中一个设置阶梯孔,而在另一个模具中圆柱孔,能保证冷镦后形成多级阶梯结构即可。
36.作为本实用新型的优选实施例,其还可具有以下附加技术特征:
37.本实施例中,参照图1-图2所示,还包括整形模具50,设有整形孔501以及设有定位凸起502,所述整形模具50合模时,工件能够形成定位所述冲棒102的定位孔71。通过整形模具50的设置,能够对工件的后续的镦孔以及形状进行预加工,其中整形孔501能够提前对工件进行整形,使得工件能够更好的变形形成后续的目标形状,而定位凸起502更是能够在工件上形成定位孔71,方便后续冲棒102的加工以及孔位更加精准。同时由于工件最开始是通过切断的方式获取的,设备剪料机构剪料材料时,断面会发生切和拉断两种端面纹理,因此断面外观会与原料外观会有明显差异。而且经过镦粗模具的加工后,中间的镦粗部上也会生成若干裂缝,因此通过整形模具50的设置便能够消减工件外观上的差异,使得工件成型后外观不会有缺陷。
38.本实施例中,参照图3、图5、图7、图9所示,所述镦孔模具10、束杆模具20、减径模具30、成型法兰模具40均设有用于顶出工件的卸料件401,所述卸料件401设置于各模具的成型孔内且能够沿着开合模方向移动。当模具合模完成冷镦工作后,此时由于工件受挤压发生形变可能会挤压固定在模具的上模或下模里。通过上述卸料件401的设置,便能够在发生上述情况时,驱动卸料件401移动将工件从模具上顶出,避免工件无法进行下一步的动作,影响加工效率。同时,卸料件401可同时在上模和下模上均设置,防止工件固定在其中一者上。
39.结合上述卸料件401的设置,具体的,参照图5、图9所示,所述卸料件401套装于所述冲棒102外部,所述卸料件401与所述冲棒102能够发生相对移动。该结构是结合着本方案中具体的工件形状进行设计的,其中每个模具为了保证冷镦的过程中不会破坏最先成型的孔,因此在每个模具中都设置了与孔相适配的冲棒102,该设置虽能够保证在冷镦的过程中不会挤压孔发生变形,但是工件容易包裹着冲棒102而无法脱离,因此通过上述设置,能够在冷镦成型后,卸料件401沿着冲棒102滑动顶推外部的工件脱落。
40.结合上述卸料件401的设置,本实施例中,参照图3、图5、图9所示,还包括驱动所述卸料件401移动的三根顶针403,三根顶针403环绕着所述卸料件401周向间隔设置。通过三根顶针403的设置,能够将卸料件401的运动与模具合模的动力分隔开,最后通过三根顶针403将力均匀的传导至卸料件401上,使卸料件401能够平稳的移动并把工件顶出。
41.本实施例中,参照图3、图5、图9所示,还设有用于定位件复位的复位件402,通过复位件402的设置,在合模之后,定位件和卸料件401发生相对移动后,此时复位件402受到外力挤压处于压缩状态,而当卸料件401将工件顶出后,复位件402不再收到外力挤压便能够舒张使得定位件或卸料件401复位,以确保下次顶出动作能够顺利进行。
42.本实施例中,参照图3、图5、图9所示,所述镦孔阶梯孔101、束杆阶梯孔201、减径阶
梯孔301和成型法兰阶梯孔404中位于相邻两级孔的连接处均设有导向面103。通过上述导向面103的设置,使得工件在受到挤压时能够在导向面103的作用下更好的更快的发生形变移动至直径较小的孔中,确保工件的两端能够形成截面积更小的阶梯结构,成型效果更佳。
43.结合上述导向面103的设置,本实施例中,所述导向面103为环状斜面或环状圆弧面。对应的,不同结构的导向面103会在工件上形成圆台结构或者截面半球型结构。通过选用上述两者斜面选择,均能够给工件变形提供一定的引导和缓冲作用,使得工件既能够更快变形移动至直径较小的孔内,同时也确保工件形成阶梯结构的完整性。
44.在不出现冲突的前提下,本领域技术人员可以将上述附加技术特征自由组合以及叠加使用。
45.上述实施方式仅为本实用新型的优选实施方式,不能以此来限定本实用新型保护的范围,本领域的技术人员在本实用新型的基础上所做的任何非实质性的变化及替换均属于本实用新型所要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1