锂离子电池极片表面处理系统的制作方法
1.本实用新型涉及一种锂离子电池极片表面处理系统。
背景技术:
2.锂离子电池是由锂电池发展过来的,它的显著优点是电池组装之后无需充电,相较于锂电池,具备使用寿命长、价格便宜、无记忆效应等特点。锂离子电池主要是由具有不同高低电势的正负极、起到热保险与高抗刺穿作用的隔膜、含有溶解锂盐的电解液、具备防爆断电功能的钢皮或铁皮组成,具有充电与放电两种工作模式。在充电过程中,具有高电势的正极释放锂离子经过隔膜在电解液中运动到负极,负极的材料一般为石墨系,独特的层状结构可使锂离子更好地嵌入;放电过程则与充电过程相反,锂离子从负极脱嵌,再次运动回正极。
3.锂离子电池具备的循环寿命长、快速充电、电压高、比能量大和良好的安全性能的优点得以让它广泛应用在汽车、储能、智能3c产品等领域,其负极的石墨涂层对抑制电池热效应、降低电池内阻、降低制造成本、提高电池的寿命起着不可或缺的作用。在当前锂离子电池工艺制程下,通过对锂离子电池表面涂层进行处理,形成小孔或是凹槽,能提高锂离子电池极片对电解液的吸收速度和存储能力,使电解液在锂离子电池内部分布更加均匀,进而提升了锂离子电池的容量发挥并改善锂离子电池容量一致性以及循环性能。在处理过程中,目前开发出来的解决方案包含机械处理和利用机械轴控制激光头移动来实现对极片打孔处理,这些方式操作复杂,处理质量难以达到较高的稳定性和可靠性,而且由于当前在解决方案中运动控制速度较低,导致在对大面积电池极片进行处理需要极大数量的设备才能满足终端客户产能需求,进而导致成本过高无法实际使用量产。
技术实现要素:
4.本实用新型涉及一种锂离子电池极片表面处理系统,至少可解决现有技术的部分缺陷。
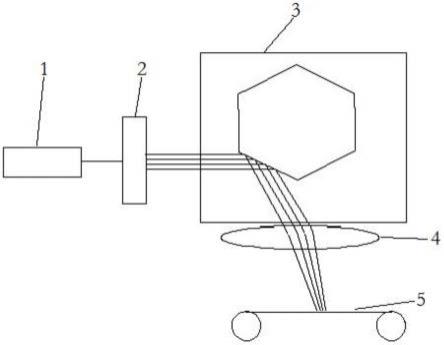
5.本实用新型涉及一种锂离子电池极片表面处理系统,包括激光器,还包括能够将单束激光分光形成为多束激光的分光镜、用于将激光光束反射偏转的转镜以及用于将激光束聚焦到电池极片表面的聚焦透镜;所述分光镜布置在所述激光器的激光出射路径上;所述转镜包括多面棱镜以及用于驱动所述多面棱镜绕自身轴线旋转的旋转驱动机构,所述多面棱镜布置在所述分光镜的出光路径上;所述聚焦透镜布置在所述转镜的出光路径上。
6.作为实施方式之一,所述激光器采用连续激光器,并且在所述电池极片的正上方布置有激光隔断器以使激光选择性地通过。
7.作为实施方式之一,所述激光隔断器包括中部开窗的隔断片以及设于所述隔断片的窗口区内的多个隔断条,各所述隔断条沿电池极片表面上的激光运行方向间隔排列。
8.作为实施方式之一,所述隔断条采用在所述隔断片上绕丝的方式形成。
9.作为实施方式之一,所述隔断条为铜条、钼条、钨条或高温合金丝。
10.作为实施方式之一,该锂离子电池极片表面处理系统还包括用于夹持电池极片并使电池极片表面平整的夹具。
11.作为实施方式之一,所述夹具采用过辊式夹具;
12.所述过辊式夹具包括两组过辊,所述聚焦透镜的聚焦位置位于两组过辊所限定的夹持平面上;
13.或者,所述过辊式夹具包括一组适于电池极片包覆的过辊,所述聚焦透镜的聚焦位置位于所述过辊的表面。
14.作为实施方式之一,所述多面棱镜的面数为8~30面。
15.作为实施方式之一,所述旋转驱动机构采用电机。
16.作为实施方式之一,该锂离子电池极片表面处理系统,还包括吹气机构,所述吹气机构的吹气位置覆盖激光加工位置。
17.本实用新型至少具有如下有益效果:
18.本实用新型采用分光+转镜+聚焦透镜的组合,分光产生的多束激光能在电池极片上同时加工,能显著地提高加工效率;采用转镜完成多束激光的偏转,没有各种处理延时,转镜的线速度显著地高于常规的激光振镜偏转线速度,激光加工效率能够得到明显的提升,结合上述分光方式,使得加工效率得以成几何倍数增加;因此,本处理系统能够可靠地完成在电池极片上打孔或刻槽的需求,具有较低的加工成本和极高的加工效率,可实现锂离子电池极片的量产,尤其是大面积电池极片的量产。
附图说明
19.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
20.图1为本实用新型实施例提供的锂离子电池极片表面处理系统的结构示意图;
21.图2为本实用新型实施例提供的锂离子电池极片表面处理系统的结构示意图。
具体实施方式
22.下面对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
23.实施例一
24.如图1,本实用新型实施例提供一种锂离子电池极片表面处理方法,包括:
25.通过夹具夹持电池极片5并使电池极片5表面平整;
26.激光器1出射激光,将单束激光分光形成为多束激光,通过转镜3将所述多束激光导引至聚焦透镜4,由聚焦透镜4将所述多束激光分别聚焦到电池极片5表面,在所述电池极片5上形成多个孔或槽。
27.优选地,上述夹具采用过辊式夹具。在其中一个实施例中,采用双过辊结构,通过
两组过辊的张力将电池极片5拉伸平整,并且使极片底部腾空;在另外的实施例中,采用单过辊结构,将电池极片5包覆在过辊表面,可以达到使电池极片5表面平整的目的,过辊的直径优选为在50~500mm范围内。
28.在另外的实施例中,也可采用真空吸附夹具,该真空吸附夹具的具体结构此处不作赘述。
29.上述激光器1优选为采用红外激光器1,激光波长为700~1500nm,可获得良好的加工效果。
30.优选地,通过分光镜2将单束激光进行分光处理。在其中一个实施例中,采用doe(difractive optical element,衍射光学元件)分光镜2,其显然与上述激光器1所产生的激光波长相匹配;优选地,该分光镜2的分光光束数量为2~10束,可根据电池极片5的规格等因素进行确定。
31.在其中一个实施例中,上述转镜3采用多面棱镜,其在高速电机驱动下可以绕自身轴线高速旋转,可以实现激光在电池极片5上的偏转,可以形成连续加工;该多面棱镜优选为采用规则形状的棱柱结构,面数优选为在8~30面,本实施例中,采用12面棱镜,根据需要,电机转速可达200~400m/s。优选地,该多面棱镜的各面棱镜镜面均为反射面;对于常规的棱镜产品,激光在多面棱镜交界处(即两面棱镜镜面相交处)有发散现象,可能会导致每面棱镜镜面的开始加工和结束加工部分的效果不好,针对这种现象,可以在转镜3的壳体内增加一个由电机控制的偏转反射镜片,通过软件控制在相关位置进行激光补偿处理,来实现整体效果的一致性。
32.在其中一个实施例中,上述聚焦透镜4采用水冷透镜。可选地,聚焦透镜4的孔径范围为10~30mm,焦距范围为100~420mm;本实施例中,透镜孔径为20mm左右,焦距为220~260mm。优选地,从聚焦透镜4出射的各激光束相互平行,以便在电池极片5表面得到分布规律且均匀的孔或槽。
33.在其中一个实施例中,上述激光器1采用连续激光器1。其中,优选为通过该连续激光器1在所述电池极片5上形成多条线状槽,各线状槽是相互平行、并排间隔分布的连续槽(排列方向垂直于槽长方向);该连续激光器1的功率优选为在1000~6000w范围内,激光器1芯径优选为在10~50μm范围内。进一步地,通过上述连续激光器1能够兼顾地实现在电池极片5上打孔或刻槽效果,具体地:所述激光器1采用连续激光器1,并且在所述电池极片5的正上方布置激光隔断器6以使激光选择性地通过,以致在所述电池极片5上形成多组刻蚀结构,所述刻蚀结构包括并排间隔分布的多个刻蚀单元(显然地,每组刻蚀结构中的各刻蚀单元沿激光束在电池极片5上的运行轨迹依次排列),该刻蚀单元为加工孔或加工槽,该加工槽为长度较短的槽体;根据激光隔断器6的隔断效果,每组刻蚀结构中的各刻蚀单元可以均为加工孔,也可以均为加工槽,也可以为加工孔和加工槽的组合,也可以理解为将上述的线状槽打断形成为上述的多个刻蚀单元。通过上述设计,能有效地提高本方法的适用范围。
34.进一步地,如图2,上述激光隔断器6包括中部开窗的隔断片以及设于所述隔断片的窗口区内的多个隔断条61,各所述隔断条61沿电池极片5表面上的激光运行方向间隔排列,所述隔断条61采用耐激光辐照并且对所用激光吸收率低的材质制成。其中,上述隔断条61可以采用在隔断片上绕丝实现;上述隔断条61可采用铜、钼、钨或高温合金丝等;隔断条61之间的间距可按照终端产品技术规格等条件来确定,以形成加工孔或加工槽。上述激光
隔断器6可以安设在夹具上,或者设置在加工台上。
35.在另外的实施例中,上述激光器1采用脉冲激光器1,也可实现上述在电池极片5上形成多组刻蚀结构的效果。该脉冲激光器1的功率优选为在50~1000w范围内,频率优选为在100~10000khz范围内。
36.进一步优选地,激光加工过程中,对加工位置处吹气以去除浮尘,避免激光加工过程中产生的灰尘对极片性能产生影响。所采用的吹气机构优选为采用风刀,吹风风速为20~40m/s。
37.本实施例提供的锂离子电池极片表面处理方法,采用分光+转镜3+聚焦透镜4的组合,分光产生的多束激光能在电池极片5上同时加工,能显著地提高加工效率;采用转镜3完成多束激光的偏转,没有各种处理延时,转镜3的线速度显著地高于常规的激光振镜偏转线速度,激光加工效率能够得到明显的提升,结合上述分光方式,使得加工效率得以成几何倍数增加;因此,上述处理方法能够可靠地完成在电池极片5上打孔或刻槽的需求,具有较低的加工成本和极高的加工效率,可实现锂离子电池极片5的量产,尤其是大面积电池极片5的量产。
38.实施例二
39.如图1,本实用新型实施例提供一种锂离子电池极片表面处理系统,包括激光器1,还包括能够将单束激光分光形成为多束激光的分光镜2、用于将激光光束反射偏转的转镜3以及用于将激光束聚焦到电池极片表面的聚焦透镜4;所述分光镜2布置在所述激光器1的激光出射路径上;所述转镜3包括多面棱镜以及用于驱动所述多面棱镜绕自身轴线旋转的旋转驱动机构,所述多面棱镜布置在所述分光镜2的出光路径上;所述聚焦透镜4布置在所述转镜3的出光路径上。
40.进一步地,该锂离子电池极片表面处理系统还包括用于夹持电池极片5并使电池极片5表面平整的夹具,以提高表面处理质量。优选地,上述夹具采用过辊式夹具。在其中一个实施例中,采用双过辊结构,通过两组过辊的张力将电池极片5拉伸平整,并且使极片底部腾空,可以理解地,聚焦透镜4的聚焦位置位于两组过辊所限定的夹持平面上;在另外的实施例中,采用单过辊结构,将电池极片5包覆在过辊表面,可以达到使电池极片5表面平整的目的,过辊的直径优选为在50~500mm范围内,可以理解地,聚焦透镜4的聚焦位置位于该过辊的表面。
41.在另外的实施例中,也可采用真空吸附夹具,该真空吸附夹具的具体结构此处不作赘述。
42.上述激光器1优选为采用红外激光器1,激光波长为700~1500nm,可获得良好的加工效果。
43.上述分光镜2能将单束激光进行分光处理。在其中一个实施例中,采用doe(difractive optical element,衍射光学元件)分光镜2,其显然与上述激光器1所产生的激光波长相匹配;优选地,该分光镜2的分光光束数量为2~10束,可根据电池极片5的规格等因素进行确定。
44.在其中一个实施例中,上述多面棱镜通过电机驱动,即上述旋转驱动机构包括电机,优选为采用高速电机,根据需要,电机转速可达200~400m/s。上述多面棱镜在高速电机驱动下可以绕自身轴线高速旋转,可以实现激光在电池极片5上的偏转,可以形成连续加
工;该多面棱镜优选为采用规则形状的棱柱结构,面数优选为在8~30面,本实施例中,采用12面棱镜。优选地,该多面棱镜的各面棱镜镜面均为反射面;对于常规的棱镜产品,激光在多面棱镜交界处(即两面棱镜镜面相交处)有发散现象,可能会导致每面棱镜镜面的开始加工和结束加工部分的效果不好,针对这种现象,可以在转镜3的壳体内增加一个由电机控制的偏转反射镜片,通过软件控制在相关位置进行激光补偿处理,来实现整体效果的一致性。
45.在其中一个实施例中,上述聚焦透镜4采用水冷透镜。可选地,聚焦透镜4的孔径范围为10~30mm,焦距范围为100~420mm;本实施例中,透镜孔径为20mm左右,焦距为220~260mm。优选地,从聚焦透镜4出射的各激光束相互平行,以便在电池极片5表面得到分布规律且均匀的孔或槽。
46.在其中一个实施例中,上述激光器1采用连续激光器1。其中,优选为通过该连续激光器1在所述电池极片5上形成多条线状槽,各线状槽是相互平行、并排间隔分布的连续槽(排列方向垂直于槽长方向);该连续激光器1的功率优选为在1000~6000w范围内,激光器1芯径优选为在10~50μm范围内。进一步地,通过上述连续激光器1能够兼顾地实现在电池极片5上打孔或刻槽效果,具体地:所述激光器1采用连续激光器1,并且在所述电池极片5的正上方布置激光隔断器6以使激光选择性地通过,以致在所述电池极片5上形成多组刻蚀结构,所述刻蚀结构包括并排间隔分布的多个刻蚀单元(显然地,每组刻蚀结构中的各刻蚀单元沿激光束在电池极片5上的运行轨迹依次排列),该刻蚀单元为加工孔或加工槽,该加工槽为长度较短的槽体;根据激光隔断器6的隔断效果,每组刻蚀结构中的各刻蚀单元可以均为加工孔,也可以均为加工槽,也可以为加工孔和加工槽的组合,也可以理解为将上述的线状槽打断形成为上述的多个刻蚀单元。通过上述设计,能有效地提高本方法的适用范围。
47.进一步地,如图2,上述激光隔断器6包括中部开窗的隔断片以及设于所述隔断片的窗口区内的多个隔断条61,各所述隔断条61沿电池极片5表面上的激光运行方向间隔排列;上述隔断条61优选为采用耐激光辐照并且对所用激光吸收率低的材质制成,以保证使用寿命和加工效果。其中,上述隔断条61可以采用在隔断片上绕丝实现;上述隔断条61可采用铜、钼、钨或高温合金丝等;隔断条61之间的间距可按照终端产品技术规格等条件来确定,以形成加工孔或加工槽。上述激光隔断器6可以安设在夹具上,或者设置在加工台上。
48.在另外的实施例中,上述激光器1采用脉冲激光器1,也可实现上述在电池极片5上形成多组刻蚀结构的效果。该脉冲激光器1的功率优选为在50~1000w范围内,频率优选为在100~10000khz范围内。
49.进一步优选地,激光加工过程中,对加工位置处吹气以去除浮尘,避免激光加工过程中产生的灰尘对极片性能产生影响;也即上述锂离子电池极片表面处理系统还包括吹气机构,所述吹气机构的吹气位置覆盖激光加工位置。所采用的吹气机构优选为采用风刀,吹风风速为20~40m/s。
50.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1