复合激光焊接系统的制作方法
1.本实用新型属于激光焊接技术领域,具体涉及复合激光焊接系统。
背景技术:
2.激光因其密度高、精度高、适应性强等优点而作为焊接的能量之一被广泛应用于汽车、船舶、航空航天、国防等领域。
3.在应用激光实施单热源焊接过程中,其具有能量转换效率和利用率低的问题,且在焊缝部位极易产生气孔、疏松、裂纹和凹陷等。
4.综上,现有技术中的复合激光焊接系统都未能够实现有效防止气孔、疏松、裂纹和凹陷等问题的产生。因此,急需研发一种复合激光焊接系统以解决上述技术问题。
技术实现要素:
5.本实用新型的目的在于提供一种复合激光焊接系统,应用复合激光焊接系统焊接被焊工件,能够有效避免被焊工件产生气孔、疏松、裂纹和凹陷。
6.针对上述技术问题,本实用新型提供了一种激光复合焊接系统。
7.具体来说,本实用新型的激光复合焊接系统包括激光焊接模块和激光预热模块,所述激光焊接模块按预定角度和速度发射出的激光光束与激光预热模块发射出的激光光束耦合以实施焊接,所述激光预热模块用于预热焊缝并辅助激光焊接模块焊接,所述激光预热模块包括第一高反射镜元件,所述激光预热模块用于供激光光束穿射并射出至激光监测模块以跟踪监控焊缝,所述激光监测模块包括第二高反射镜元件;
8.所述激光预热模块两侧分别设置有激光焊接模块和激光监测模块,所述激光监测模块的下端接口位于激光预热模块左侧,所述激光焊接模块的下端接口位于激光预热模块的右侧。
9.所述激光预热模块两侧分别设置有激光焊接模块和激光监测模块,所述激光监测模块位于激光预热模块中下部,所述激光预热模块一端与激光焊接模块对应端相平齐。
10.优选的,所述第一高反射镜元件与激光预热模块的轴线成45
°±5°
设置,所述第一高反射镜元件与第二高反射镜元件平行设置。
11.优选的,所述激光预热模块用于接收光纤激光器发射出的激光光束并射出至第一高反射镜元件。
12.优选的,所述第一高反射镜元件用于反射激光光束至高透镜,所述高透镜用于供激光光束穿射并射出至焊缝以实现焊接。
13.优选的,所述高透镜与第一高反射镜元件垂直设置。
14.优选的,所述激光焊接模块用于接收光纤激光器发射出的激光光束并射出至扫瞄镜元件,所述激光焊接模块的的下端接口位于高透镜元件205的右侧。
15.优选的,所述扫瞄镜元件设置在转动驱动构件上,所述转动驱动构件用于驱使扫描镜元件以一定速度和角度射出激光光束。
16.优选的,所述光纤激光器为固体光纤激光器。
17.优选的,所述激光监测模块用于接收第一高反射镜元件反射的激光光束并射出至ccd元件,所述ccd元件用于实时跟踪监测焊缝;所述激光监测模块的下端接口位于第一高反射镜元件204的左侧。
18.优选的,所述激光预热模块接收到的激光光束为450nm激光光束,所述激光焊接模块接收到的激光光束为1064nm激光光束,所述激光监测模块接收到的激光光束为530nm的激光光束。
19.有益效果在于:本实用新型焊接系统通过激光预热模块对焊缝实施预热,且激光预热模块发射出的激光光束与激光焊接模块按照需求角度和速度发射出的激光光束耦合以实现焊缝焊接,其具有三个作用,分别为:(1)提高激光的转化效率和利用率;(2)提高焊接头的焊接速度和灵活度;(3)减少乃至消除气孔、裂纹和变形。
附图说明
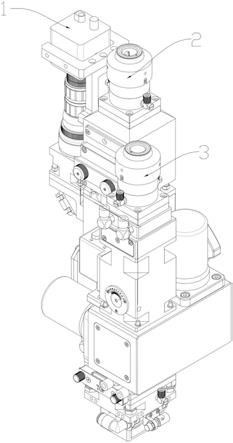
20.图1是应用本实用新型复合激光焊接系统的焊接头的立体图;
21.图2是应用本实用新型复合激光焊接系统的焊接头的平面示意图;
22.图3是应用本实用新型复合激光焊接系统的焊接头的激光光束走向示意图。
23.附图标记:1-激光监测模块;101-ccd元件;102-第二高反射镜元件;2-激光预热模块;201-第一激光输入元件;202-第一保护镜元件;203-第一扩束准直元件;204-第一高反射镜元件;205-高透镜元件;206-聚焦镜元件;207-第二保护镜元件;3-激光焊接模块;301-第二激光输入元件;302-第三保护镜元件;303-第二扩束准直元件;304-扫瞄镜元件。
具体实施方式
24.为了使本实用新型要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
25.需要说明的是,本技术的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本技术的实施例。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其他步骤或单元。
26.在本技术中,术语“上”、“下”、“左”、“右”、“前”、“后”、“顶”、“底”、“内”、“外”、“中”、“竖直”、“水平”、“横向”、“纵向”等指示的方位或位置关系为基于附图所示的方位或位置关系。这些术语主要是为了更好地描述本技术及其实施例,并非用于限定所指示的装置、元件或组成部分必须具有特定方位,或以特定方位进行构造和操作。并且,上述部分术语除了可以用于表示方位或位置关系以外,还可能用于表示其他含义,例如术语“上”在某些情况下也可能用于表示某种依附关系或连接关系。对于本领域普通技术人员而言,可以根据具体情况理解这些术语在本技术中的具体含义。另外,术语“多个”的含义应为两个以及两个以上。
27.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本技术。
28.实施例
29.参见图1所示,本实施例中,所述激光复合焊接系统包括激光监测模块1、激光预热模块2、激光焊接模块3和焊接喷嘴,所述焊接喷嘴固定安装在激光预热模块2一端。所述激光预热模块2用于将发射出的450nm激光光束与激光焊接模块3发射出的1064nm激光光束耦合并聚焦在焊接头上,以及耦合的激光光束共同作用于被焊工件,其具有两个作用,分别为:(1)使被焊工件预热到合适的焊接温度,从而提高被焊工件的激光吸收率,遂能够在一定程度上提高激光能量的利用率;(2)降低被焊工件的冷却速度,从而拉长被焊工件焊缝部位凝固乃至固态冷却过程的时长,遂能够改善焊缝部位的微观组织形态、提高焊接强度、减少或者消除气孔、裂纹的产生、防止薄壁工件产生形变。所述焊接监测模块1用于接收led光源发射的绿色激光光束以实施实时跟踪监测焊缝,所述led光源发射出的绿色激光光束经激光预热模块2被焊接监测模块1接收,所述焊接监测模块2内具有ccd工业相机,所述ccd工业相机上设置有用于与电脑、ipad、手机等连接的接口,以便于通过电脑、ipad、手机等屏幕查看焊接的质量。
30.本实施例中,所述激光预热模块2两侧分别设置有激光焊接模块3和激光监测模块1,所述激光监测模块的下端接口位于激光预热模块左侧,所述激光焊接模块的下端接口位于激光预热模块的右侧。
31.参见图2和图3所示,本实施例中,所述激光预热模块2包括第一激光输入元件201、第一保护镜元件202、第一扩束准直元件203、第一高反射镜元件204、高透镜元件205、聚焦镜元件206和第二保护镜元件207,所述第一激光输入元件201用于接收光纤激光器发射出的激光光束并将穿射过其的激光光束发射至第一保护镜元件202,所述激光光束为蓝色450nm的激光光束,所述蓝色450nm激光光束作为感应热光源之一用于供被焊工件预热。
32.本实施例中,所述第一保护镜元件202用于供450nm激光光束穿射并射出至第一扩束准直元件203,以及将聚焦镜元件206与外界隔离开来,目的是为了保护聚焦镜元件206免受返渣和灰尘等污染物的侵染。所述第一扩束准直元件203用于将450nm激光光束转变成450nm平行激光光束并射出至第一高反射镜元件204,所述第一扩束准直元件203包括扩束镜片,所述第一扩束准直元件203通过调节扩束镜片相对于激光复合焊接系统的水平位置以实现450nm平行激光光束与焊接喷嘴同轴。
33.本实施例中,所述第一高反射镜元件204用于反射450nm平行激光光束至高透镜205,所述激光监测模块1的下端接口位于第一高反射镜元件204的左侧,所述激光焊接模块3的下端接口位于高透镜元件205的右侧。所述高透镜205用于供450nm激光光束穿射并射出至聚光镜元件206,所述聚光镜元件206用于将450nm平行激光光束聚焦成一个符合焊接要求的微小光斑,所述第二保护镜元件207用于将聚焦镜元件206与外界隔离开来并供微小光斑穿射,以及射出至被焊工件上,所述微小光斑用于供被焊工件实施预热,目的是为了提高被焊工件对激光的吸收率,从而提高焊接强度并减少乃至消除气孔和/或者裂纹的产生,以及防止薄壁被焊工件发生形变。
34.参见图2和图3所示,本实施例中,待被焊工件预热一段时间后,通过激光预热模块2辅助激光焊接模块3实施焊接,所述激光焊接元件3包括第二激光输入元件301、第三保护
镜元件302、第二扩束准直模块303和扫描镜模块304,所述第二激光输入元件301用于接收光纤激光器发射出的激光光束并射出至第三保护镜元件302,所述激光光束为1064nm激光光束。所述第三保护镜元件302用于供1064nm激光光束穿射并射出至第二扩束准直模块303。所述第二扩束准直模块303用于将1064nm激光光束转变成1064nm平行激光光束并射出至扫瞄镜元件304,所述扫瞄镜元件304固定安装在转动驱动构件上。为了使该激光头结构更为简单,优选的,所述转动驱动构件可以为转动电机,所述转动电机用于接收控制模块发出的位置信息信号和/或者速度信息信号以改变角速度和/或者摆动一定角度,从而改变1064nm平行激光光束的发射速度和/或者射出角度,遂能够实现高度、灵活焊接被焊工件上的焊缝。
35.本实施例中,所述控制模块用于将位置信息信号转换为电压信息信号,所述电压信息信号用于输入转动电机以实现控制转动电机。
36.本实施例中,所述扫瞄镜元件304用于将1064nm激光光束射出至高透镜205,所述高透镜205用于将1064nm激光光束反射至聚焦镜元件206,所述聚焦镜元件206用于将1064nm激光光束与450nm激光光束耦合并聚焦成一个符合焊接要求的微小光斑,以及射出至第二保护镜元件207,所述第二保护镜元件207用于将聚焦镜元件206与外界隔离开来并供微小光斑穿射,以及射出至被焊工件以达到焊接被焊工件的目的。
37.参见图2和图3所示,本实施例中,在复合激光焊接系统预热及焊接被焊工件的过程中,通过激光监测模块1实施实时监测,所述激光监测模块1用于接收led光源发射出的530nm的激光光束,所述530nm激光光束的颜色为绿色,所述530nm的激光光束依次穿射过第二保护镜元件207和聚焦镜元件206并射出至高透镜205,所述高透镜205用于供530nm的激光光束穿射并射出至第一高反射镜元件204,所述第一高反射镜元件204用于反射530nm的激光光束至激光监测模块1,所述激光监测模块1包括ccd元件101和第二高反射镜元件102,所述第二高反射镜元件102用于接收530nm的激光光束并反射至ccd元件101,所述ccd元件101包括过滤镜片,所述530nm的激光光束穿透过过滤镜片至ccd元件的感应区域,所述ccd元件随应用有复合激光焊接系统的激光焊接头运动以实现跟踪监控焊缝。
38.优选的,所述第一高反射镜元件204和第二高反射镜元件102均为45
°±5°
高反射镜元件。所述高反射镜元件的优点是反射率能够达到99.5%以上,从而使电脑显示屏上的成像清晰可见。
39.可选的,所述光纤激光器均为固体光纤激光器,所述固体光纤激光器具有体积小、使用方便、输出功率大的特点。
40.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1