机床的挠曲补偿装置以及包括该装置的机床的制作方法
1.本发明涉及一种机床的挠曲补偿装置以及包括该装置的机床,更具体地,在移送鞍座和滑枕主轴的过程中横轨上发生挠曲时,可通过液压实时补偿挠曲,来提高加工精度的机床的挠曲补偿装置以及包括该装置的机床。
背景技术:
2.一般,机床是指通过各种切削加工方法或非切削加工方法利用适当的刀具将金属/非金属的工件加工成所需的形状及尺寸为目的而使用的机械。
3.诸如车削中心、立式/卧式加工中心、门式加工中心、开关匝、放电加工机、卧式式nc钻孔机、cnc车床、复合加工机等多种种类的机床在多种工业现场根据相应作业的用途被广为使用。
4.机床中的复合加工机是指采用车削加工和钻孔加工、攻螺纹加工、铣削加工等执行加工形态不同的各种加工的多功能自动换刀装置(atc)和装有刀库的车削中心。在复合加工机中,在进行装载或交换加工所需的刀具时,工作人员将刀具手动安装在刀库上。
5.一般,目前使用的多种机床具备适用数控(numerical control,nc)或cnc(computerized numerical control)技术的控制台。这种控制台具备多种功能开关或按钮以及监视器。
6.另外,机床,具备:移送台,用于放置工件即材料,并移送用于加工的工件;托盘,加工前准备工件;主轴,与刀具或工件相结合而旋转;尾座,在加工过程中支撑工件等;防震装置等。
7.一般,在机床中,移送台、刀架、主轴、尾座、防震装置等具备沿移送轴移送的移送单元以执行各种加工。
8.另外,一般,为了执行各种加工,机床使用多个刀具,并且,使用容纳保管多个刀具的刀具保管场所形态的刀库或转塔。
9.为了执行各种加工,所述机床使用多个刀具,并且,使用容纳保管多个刀具的刀具保管场所形态的刀库。
10.另外,一般,为了提高机床的生产性,机床具备自动换刀装置(atc,automatic tool changer),所述自动换刀装置通过数控部的命令,将特定的刀具从刀库中提取或重新容纳。
11.另外,一般,为了最小化非加工时间,机床具备自动托盘交换装置(apc,automatic palette changer)。自动托盘交换装置(apc)将托盘在工件加工领域和工件设置领域之间进行自动交换。在托盘可以装载工件。
12.另外,一般,机床,按加工方法,大体分为车削中心(turning center)和加工中心(machining center)。一般,在车削中心,工件进行旋转,在加工中心,刀具进行旋转的同时执行工件的加工。
13.一般,加工中心(machining center)是指具备自动换刀装置等,通过更换各种类
型的刀具进行可在车床、铣床、钻床、镗床等中执行的各种加工的机床,大致分为枢轴垂直安装的立式(vertical)加工中心和卧式(horizontal)加工中心。
14.一般,门式加工中心(double column type machine center)是大型机床的一种,与负责简单的加工的车床装置不同,是指通过交换多个头部附件(head attachment)直接加工三维形状的装置。
15.这种门式加工中心,可以在滑枕主轴的下端可拆卸地安装各种头部附件(head attachment),以在各种空间和角度上加工各种形状的工件。
16.如此,现有机床,特别是门式加工中心,在沿横轨在垂直方向上左右移送鞍座和滑枕主轴等相对较重的物体的结构时,会发生挠曲。
17.具体地,如图1所示,当鞍座和滑枕主轴位于横轨的左侧a或右侧c时,与位于横轨的中心b时相比,发生更多的挠曲。由于横轨在垂直方向上延长设置于一对立柱上,并且没有支撑横轨的支撑件,因此,在横轨的中央发生的挠曲最大,而在横轨的左右两侧发生的挠曲相对较小。
18.如此,现有机床,特别是门式加工中心中,若在移送鞍座和滑枕主轴的过程中发生挠曲,则滑枕主轴前端的刀具位置不断地变化,因此,导致垂直方向直线度(y轴直线度)变差,而加工精度下降,不良品的发生率增加,加工费用增加的问题。
19.为了解决这种问题,现有机床通过凸面加工来完善横轨,但是,刚性因加工条件、工作人员的技能而异,因此,存在难以保持横轨的恒定且可靠的质量,而可靠性降低的问题。
20.此外,现有机床,为了补偿横轨的挠曲而设置了各种挠曲补偿装置,但是,由于挠曲补偿装置具备各种软件或硬件,因此,存在结构复杂、制造费用增加,设置需要大量时间的问题。
21.此外,现有挠曲补偿装置及包括该装置的机床,由于在挠曲补偿装置的安装和设置上耗费大量时间和费用,且非加工时间增加,因此,存在机床的生产性降低,给工作人员带来不便的问题。
22.此外,现有挠曲补偿装置及包括该装置的机床,由于不能有效地响应于从挠曲补偿装置的安装位置和门式加工中心随时拆装的各种附件,因此,存在互换性降低,维护及更换需要大量费用和时间,并且可靠性和稳定性降低的问题。
23.结果,在机床,特别是门式加工中心等大型机床中,迫切需要开发一种机床的挠曲补偿装置以及包括该装置的机床,所述机床,在移送鞍座和滑枕主轴的过程中横轨上发生挠曲时,通过液压实时补偿挠曲,并且,如更换附件,可在各种条件下使用,并容易设置,通过小型化节俭制造费用及安装时间,最大限度地减少维护费用,提高准确性及稳定性。
技术实现要素:
24.技术课题
25.本发明是为了解决上述问题而提出的,其目的在于,提供一种机床的挠曲补偿装置以及包括该装置的机床,在移送鞍座和滑枕主轴的过程中横轨上发生挠曲时,随着作用于缸体部的负载增加,通过流路部将储藏在腔室部的液压回收至补偿部,相反地,若作用于缸体部的负载减小,则将储藏在补偿部的液压通过流路部传递至腔室部以补偿横轨的挠
曲,来实时简单且准确地提高y轴直线度,从而,可以提高加工精度,极大化机床的稳定性及可靠性,最小化非加工时间,提高机床的生产性,通过挠曲补偿装置的小型化,极大化空间利用度及设置方便性,挠曲补偿装置,通过闭环液压操作方式提高响应性及可靠性,而不是利用受控方式或机械驱动方式,而且,如更换附件等,负载变化时,可通过简单地改变补偿部的填充压力来增加互换性,节约制造费用及维护费用,谋求工作人员的便利性。
26.技术方案
27.为了达成本发明的目的,根据本发明的机床的挠曲补偿装置,其中,可以包括:底座部;外壳部,在内部具备中空部,联接于所述底座部;缸体部,可上下移动地设置于所述中空部;支撑部,贯穿所述缸体部延长形成,一侧联接于床身或立柱,另一侧联接于所述底座部;流路部,一侧贯穿所述外壳部的一部分而设置;以及补偿部,设置成与所述流路部的另一侧相连通,以通过所述流路部根据所述缸体部的负载回收或供给所述外壳部和所述缸体部之间的液压。
28.而且,根据本发明的机床的挠曲补偿装置的优选其他实施例,机床的挠曲补偿装置的所述底座部可以包括:安置部,在所述底座部的上部向内侧凹陷形成;以及安装部,在所述底座部的下部向外突出形成。
29.而且,根据本发明的机床的挠曲补偿装置的优选其他实施例,机床的挠曲补偿装置的所述外壳部,可通过螺丝可调整高度地联接于所述安置部。
30.而且,根据本发明的机床的挠曲补偿装置的优选其他实施例,机床的挠曲补偿装置的所述外壳部,可以包括向所述中空部的内部呈阶梯状的卡止凸台,所述缸体部包括向所述缸体部的外侧突出,并向高度方向延伸的凸缘部。
31.而且,根据本发明的机床的挠曲补偿装置的优选其他实施例,机床的挠曲补偿装置,可以是在所述中空部的内部的所述凸缘部的下端与所述卡止凸台之间形成有腔室部,由于所述流路部的一侧与所述腔室部相连通,因此,当所述缸体部的负载增加时,所述补偿部通过所述流路部回收所述腔室部的液压,当所述缸体部的负载减小时,所述补偿部通过所述流路部向所述腔室部供给液压。
32.而且,根据本发明的机床的挠曲补偿装置的优选其他实施例,机床的挠曲补偿装置,可以是具备贯穿形成的开放部,所述开放部用于使所述缸体部可上下移动,并具备联接于所述外壳部的上部的盖部,以引导所述缸体部的上下移动。
33.而且,根据本发明的机床的挠曲补偿装置的优选其他实施例,机床的挠曲补偿装置,还可以包括密封部,所述密封部设置在所述凸缘部和所述气缸部的下部,以防止所述腔室部的液压泄漏。
34.而且,根据本发明的机床的挠曲补偿装置的优选其他实施例,机床的挠曲补偿装置,还可以包括设置在所述盖部和所述凸缘部的上部之间的阻尼器。
35.而且,根据本发明的机床的挠曲补偿装置的优选其他实施例,机床的挠曲补偿装置,还可以包括:容纳部,以阶梯状凹陷形成于所述床身或所述立柱的内侧,使得与联接于所述床身或所述立柱的所述支撑部的一侧相邻接;帽部,可拆装地联接于所述容纳部的上部;以及缓冲部,设置于所述帽部和所述容纳部之间。
36.而且,为了达成本发明的其他目的,根据本发明的机床,其中,可以包括:床身;工作台,可沿所述床身移送地设置在所述床身的上部;一对立柱,在所述床身的两侧沿高度方
向延伸;横轨,被设置成可沿所述一对立柱移送;鞍座,被设置成可沿所述横轨垂直移送;滑枕主轴,被设置成可沿所述鞍座移送;以及设置在所述床身的下部或所述立柱的根据权利要求1至9中任一项所述的挠曲补偿装置,在移送所述鞍座及所述滑枕主轴的过程中,横轨上发生挠曲时,所述挠曲补偿装置通过液压实时补偿挠曲。
37.而且,根据本发明的机床的优选其他实施例,机床的所述挠曲补偿装置,可以在所述一对立柱的前方下部在垂直方向上相互面对地设置有多个。
38.而且,根据本发明的机床的优选其他实施例,机床的所述挠曲补偿装置,可以在每个立柱的前方下部在垂直方向上并列设置有多个。
39.发明效果
40.根据本发明的机床的挠曲补偿装置以及包括该装置的机床,在移送鞍座和滑枕主轴部的过程中横轨上发生挠曲时,随着作用于缸体部的负载增加,通过流路部将储藏在腔室部的液压回收至补偿部,相反地,若作用于缸体部的负载减小,则将储藏在补偿部的液压通过流路部传递至腔室部以补偿横轨的挠曲,来实时简单且准确地提高y轴直线度,从而,具有可以提高加工精度,极大化机床的稳定性及可靠性的效果。
41.而且,根据本发明的机床的挠曲补偿装置以及包括该装置的机床,通过所述挠曲补偿装置由闭环液压系统而构成,实现挠曲补偿装置的小型化,从而,极大化空间利用度及设置方便性,通过液压操作方式而不是受控方式,可以提高响应性及可靠性。
42.此外,根据本发明的机床的挠曲补偿装置以及包括该装置的机床,通过所述挠曲补偿装置由闭环液压系统而构成,从而,具有如更换附件等,负载变化时,通过简单地改变补偿部的填充压力,可以增加互换性,并可以节约制造费用及维护费用的效果。
43.此外,根据本发明的机床的挠曲补偿装置以及包括该装置的机床,通过所述挠曲补偿装置由闭环液压系统而构成,而不是利用现有的受控方式或复杂的结构方式,从而,具有可以谋求工作人员的方便性,最小化非加工时间,提高机床的生产性的效果。
附图说明
44.图1示出现有机床的根据鞍座和滑枕主轴的位置在横轨y轴的每个区间发生挠曲的曲线图。
45.图2示出包括根据本发明的机床的挠曲补偿装置的机床的立体图。
46.图3示出包括根据本发明的机床的挠曲补偿装置的机床的主视图。
47.图4是图3的d部份放大图。
48.图5是示出根据本发明的机床的挠曲补偿装置通过一个补偿部连接的模块形式的概念图。
49.图6是示出根据本发明的机床的挠曲补偿装置的截面图。
50.图7是用于说明根据本发明的机床的挠曲补偿装置的动作状态概念的图。
51.图8是示出在包括根据本发明的机床的挠曲补偿装置的机床中根据鞍座和滑枕主轴的移送的位置状态。
52.图9是示出在根据本发明的机床的挠曲补偿装置及包括该装置的机床中,对根据鞍座和滑枕主轴的位置在横轨y轴的每个区间发生的挠曲进行挠曲补偿的曲线图。
具体实施方式
53.下面,参考根据本发明的实施例的机床的挠曲补偿装置及包括该装置的机床的图进行详细说明。以下介绍的实施例是为了向本领域的技术人员能充分传达本发明的思想而举例提供的。因此,本发明并不局限于以下所说明的实施例,可以具体化为其他的形态。并且,在图中,为了方便可放大工作台示装置的大小及厚度等。整个说明书中,相同的符号工作台示相同的构成要素。
54.本发明的优点、特征以及达成这些的技术等通过附图及后述的实施例将会明确。但是,本发明并不限定于以下的实施例,可体现为其他各种各样的形态。本实施例使本发明的公开更加完整,并且,对本发明所属领域的技术人员提供完整的发明范畴。在整个说明书中,相同的符号工作台示相同的构成要素。为了明确说明,图中的层及区域的尺寸及相对尺寸可放大工作台示。
55.本说明书中使用的术语是用来说明实施例的,并不限定本发明。本说明书中没有特别提及时,单数形态还包括复数形态。说明书中使用的“包括(comprise)”及/或“由~组成(comprising)”意味着所提及的构成要素、步骤、动作及/或元件并不排除一个以上的其他的构成要素、步骤、动作/及元件的存在或附加。
56.以下所使用术语的定义如下。“水平方向”是指同一构件上的横向,即图2、图3及图8中的x轴方向,“垂直方向”是指与水平方向正交,同一构件上的纵向,即图2、图3及图8中的y轴方向,“高度方向”是指与水平方向及垂直方向正交,同一构件上的上下方向,即图2、图3及图8中的z轴方向.另外,“上方(上部)”是指“高度方向”上的上方,即图2、图3及图8中朝向z轴的上方的方向,“下方(下部)”是指“高度方向”上的下方,即图2、图3及图8中朝向z轴的下方的方向。另外,“前面(前方)”是在指同一构件上的“水平方向”的前面,即在图2、图3及图8中在横轨设置有鞍座及滑枕主轴的方向的面,“后面(后方)”是在指同一构件上的“水平方向”的后面,即在图2、图3及图8中能看到十字滑座的方向的相反面。“内部(内侧)”是指在同一构件上相对靠近中心的一侧,即图2至图8中的内侧,“外部(外侧)”是指在同一构件上相对远离中心的一侧,即图2至图8中的外侧。
57.参照图2至图9,对本发明的机床的挠曲补偿装置8及具备该装置的机床1进行说明。如图2、图3及图8所示,包括本发明的机床的挠曲补偿装置8的机床1,包括:床身2、工作台3、一对立柱4、横轨5、鞍座6、滑枕主轴7及挠曲补偿装置8。
58.床身2设置于地面。此外,所述床身2可以设置在已用混凝土等完成基础施工的地面的基础部上。
59.工作台3,可沿床身在水平方向(x轴方向)上水平移动地设置在床身2的上部。
60.一对立柱4在床身4的垂直方向(y轴方向)的两侧相互面对地向高度方向(z轴方向)延长设置。
61.横轨5以可沿一对立柱在高度方向上上下移动地设置在一对立柱上。
62.鞍座6可沿横轨在垂直方向上垂直移送地设置在横轨上。即,通过驱动驱动部,沿横轨在垂直方向上左右移送鞍座。
63.滑枕主轴7可沿鞍座在高度方向上上下移动地设置在鞍座上。即,通过驱动驱动部沿鞍座在高度方向上上下移送滑枕主轴。
64.挠曲补偿装置8在床身的下部或一对立柱的下部至少设置有一个以上,用于在移
送鞍座或滑枕主轴的过程中横轨上发生挠曲时,通过液压实时补偿横轨的挠曲,来提高y轴的直线度。
65.如上所述,根据本发明的机床的挠曲补偿装置以及包括该装置的机床,在移送鞍座和滑枕主轴部的过程中横轨上发生挠曲时,随着作用于缸体部的负载增加,通过流路部将储藏在腔室部的液压回收至补偿部,相反地,若作用于缸体部的负载减小,则将储藏在补偿部的液压通过流路部传递至腔室部以补偿横轨的挠曲,来实时简单且准确地提高y轴直线度,从而,可以提高加工精度,极大化机床的稳定性及可靠性,并提高响应性及可靠性。
66.如图2、3、4及8所示,包括本发明的机床的挠曲补偿装置的机床1中,挠曲补偿装置8可以在一对立柱4的前方下部向垂直方向互相面对地设置有多个。即,以床身为准,可以在左侧立柱的前方下部设置一个挠度补偿装置,并且,可以在右侧立柱的前方下部以与垂直方向相面对地设置一个挠度补偿装置。
67.此外,如图2、3、4及8所示,包括本发明的机床的挠曲补偿装置的机床1中,挠曲补偿装置8可以在每个立柱的前方下部向垂直方向平行地设置有多个。即,以床身为准,多个挠度补偿装置在左侧立柱的前方下部在垂直方向上相邻且平行地设置2个以上。
68.即,横轨设置在一对立柱上,而作为重物的鞍座和滑枕主轴只安装在横轨的前方,在此状态下,向垂直方向和高度方向移送时,由于横轨的中央没有支撑部分,因此发生挠曲,为了支撑横轨,在与床身相邻的一对立柱的下部可以设置多个挠度补偿装置。另外,可根据负载分布或机床的种类及尺寸,以各种位置和形态设置在床身或立柱上。
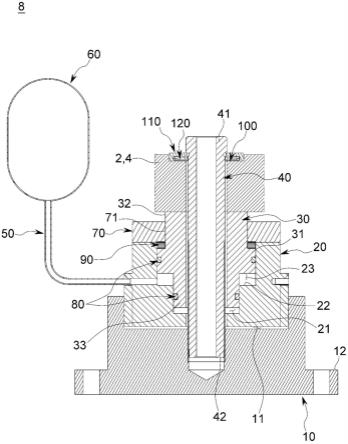
69.如图4至图7所示,根据本发明的机床的挠曲补偿装置8,包括底座部10、外壳部20、缸体部30、支撑部40、流路部50及补偿部60。
70.底座部10起到固定和支撑布置有外壳部、缸体部、支撑部的挠曲补偿装置的功能。优选地,所述底座部10整体形成为圆筒形,并且包括安置部11及安装部12。
71.安置部11在底座部10的上部向内凹陷形成。即,安置部11在底座部的上部中央以预定的直径和高度凹入形成,以提供安装外壳部的空间。
72.安装部12在底座部10的下部向外侧沿着底座部的外缘径向突出形成。所述安装部通过地脚螺栓或灌浆工作将底座部牢固地固定在安装有大型机床即门式加工中心的地面的已完成混凝土基础工程的部分,从而提高稳定性。此外,由于在维护或拆卸过程中只需卸下地脚螺栓等即可轻松拆卸,因此可以减少安装和维护时间,并实现小型化。
73.外壳部20在内部具备中空部21,并且联接于底座部10。具体地,外壳部20通过螺丝可调整高度地联接于安置部11。即,在外壳20的下部外周面和安置部的内周面形成有一对内外螺纹,从而,通过螺丝结合,将外壳部可拆卸地联接至底座部的安置部,根据地面的梯度或倾斜度容易调整挠度补偿装置的基本水平,从而,可以谋求工作人员的便利性,并提高设备的稳定性及可靠性。另外,外壳部20整体形成为内部贯穿的中空圆筒形,从而,形成挠曲补偿装置的外形。
74.缸体部30可在高度方向上上下移动地设置在外壳部的中空部21。即,缸体部30,随着鞍座及滑枕主轴的移送,通过施加于缸体部30的负载在高度方向上可上下移动地插入设置在外壳部的中空部21。尽管不限于此,缸体部形成为具有预定的直径的圆筒棒形。
75.支撑部40贯穿缸体部30并向高度方向延伸。此外,支撑部的一侧联接于床身2或立柱4的下部,支撑部的另一侧穿过底座部的一部分并联接于底座部。即,支撑部40起到牢固
地固定和支撑床身或立柱与底座部的功能,从而,在移送鞍座和滑枕主轴的过程中负载增加时,可以稳定地补偿挠曲。尽管不必限于此,支撑部可以由螺栓、铆钉等形成。此外,所述支撑部在其外周面具备螺纹,并通过螺丝可容易拆装地连接于床身或立柱及底座部。
76.流路部50安装成一侧贯穿外壳部的一部分,另一侧与补偿部的储藏部相连通。即,在移送鞍座及滑枕主轴的过程中负载增加或减小时,根据缸体部的高度方向的上下移动,流路部执行将储藏在腔室部的液压传递至补偿部或者将填充在补偿部的储藏部的液压重新传递至腔室部的功能。
77.补偿部60被设置成与流路部50的另一侧相连通,随着缸体部的负载增减,通过流路部回收或供给外壳部和缸体部之间的液压。
78.另外,外壳部20具备向中空部21的内侧呈阶梯状的卡止凸台22。即,卡止凸台22形成为在中空部21的内部朝向外壳部的中心呈水平的阶梯状,以防在后述的缸体部的凸缘部下降时发生脱离,与凸缘部的下部一起形成腔室部。
79.另外,缸体部30具备从缸体部的中心向缸体部的外侧突出并向高度方向延伸的凸缘部31。即,凸缘部31形成为从缸体部的中央部分以预定的直径向凸缘部的外侧突出,并向高度方向延伸。
80.如此,由于外壳部20具备卡止凸台,缸体部具备凸缘部,从而,形成腔室部。即,在腔室部23形成有空间,所述空间在外壳部的中空部的内部形成在凸缘部的下端和卡止凸台之间,用于储藏液压。具体地,腔室部形成为内部被贯穿,并且具有预定体积的环圈形状,用于储藏液压。
81.另外,通过流路部的一侧与腔室部相连通,在缸体部的负载增加时,补偿部通过所述流路部回收腔室部的液压。相反地,在缸体部的负载减小时,补偿部通过流路部向腔室部供给液压。
82.即,如图5所示,具体地,横轨的挠曲随着鞍座和滑枕主轴的移送而增加,并且床身或立柱对气缸部的负载如箭头所示增加时,缸体部沿高度方向下降,此时,储藏在腔室部中的液压o通过流路部移动到加强部的储藏部61。由此,随着机床的立柱的高度降低,恒定地保持y轴直线度。相反地,随着鞍座及滑枕主轴的移送,在横轨上不发生挠曲,并且,缸体部的负载减小时,缸体部沿高度方向上升,储藏在加强部的储藏部中的液压通过流路部流入腔室部。随此,随着机床的立柱的高度上升,y轴直线度保持恒定。
83.这样,根据本发明的机床的挠曲补偿装置,在移送鞍座和滑枕主轴部的过程中横轨上发生挠曲时,随着作用于缸体部的负载增加,通过流路部将储藏在腔室部的液压回收至补偿部,相反地,若作用于缸体部的负载减小,则将储藏在补偿部的液压通过流路部传递至腔室部以补偿横轨的挠曲,来实时简单且准确地提高y轴直线度,从而,可以提高加工精度,极大化机床的稳定性及可靠性,并且,通过挠曲补偿装置由闭环液压系统而构成,从而,通过挠曲补偿装置的小型化,极大化空间利用度及设置方便性,另外通过液压操作方式而不是受控方式,可以提高响应性及可靠性。
84.此外,如图6至图7所示,根据本发明的机床的挠曲补偿装置8,还可以包括盖部70、密封部80及/或阻尼器90。
85.盖部70具有贯穿形成的开放部71,所述开放部可供缸体部20沿高度方向上下移动,为了引导缸体部20的上下移动,盖部70联接于外壳部20的上部。即盖部70可拆装地联接
于外壳部的上部,使得根据随着鞍座和滑枕主轴的移送而作用于缸体部的负载量,使缸体部可容易进行上升及下降。而且,通过防止在加工过程中产生的切屑或切削油或平时灰尘或异物流入外壳部,从而,可以提高耐久性及使用寿命,最小化维护费用和时间,并通过减少非加工时间,提高生产性。
86.密封部80设置在缸体部的凸缘部31及缸体部的下部33,以防止储藏在腔室部中的液压泄漏。即,密封部80形成为o形以防止储藏在腔室部中的液压泄漏,并插入安装在与腔室部的上部相邻的凸缘部和与腔室部的下部相邻的缸体部的下部。
87.阻尼器90设置在盖部70和凸缘部的上部之间。即,阻尼器由螺旋弹簧或板簧而形成,从而,抵消补偿部的液压摆动现象,并防止缸体部、外壳部及底座部因突然的负载而损坏。
88.此外,如图6至图7所示,根据本发明的机床的挠曲补偿装置8,还可以包括容纳部100、帽部110及/或缓冲部120。
89.容纳部100被形成为向床身或立柱的内侧呈阶梯状凹陷形成,使得与联接于床身或立柱的支撑部的一侧相邻接。
90.帽部110可拆卸地联接于容纳部的上部,以保护容纳部的空间。
91.缓冲部120设置在帽部和容纳部之间。即,缓冲部由螺旋弹簧或板簧而形成,从而,抵消补偿部的液压摆动现象,并防止缸体部、外壳部及底座部因突然的负载而损坏。具体地,缓冲部在阻尼器中一次抵消补偿部的液压摆动现象时,第二次进一步抵消补偿部的液压摆动现象,从而,极大化挠曲补偿装置的稳定性和可靠性,增加响应性及互换性。此外,通过第二次保护如缸体部及外壳部等的挠曲补偿装置的构成元件,免受突然作用于缸体部的负载,从而,提高耐久性及使用寿命,并降低维护费用。
92.此外,如图5所示,根据需要,一个补偿部可以通过流路部以模块形式连接于多个腔室部。即,可以形成为一个流路部分歧以分别与2个腔室部相连通,或者2个以上的流路部分别连接每个腔室部和一个补偿部的模块形式。因此,通过根据机床的种类和尺寸以及所用附件的种类来变形所需的液压系统,从而,可以谋求工作人员的便利性,增加设备的互换性,并降低安装费用。
93.参考图7至图9,对本发明的机床的挠曲补偿装置及包括该装置的机床的挠曲补偿原理及效果进行说明。
94.在图8中,当鞍座和滑枕主轴移动到横轨的中央b时,由于没有横轨的支撑部分,因此横轨的挠曲相对增加,随此,床身或立柱对缸体部的负载增加。即如图7所示,具体地,若由于鞍座及滑枕主轴的移送而横轨的挠曲增加,并且床身或立柱对缸体部的负载如箭头所示增加,则缸体部沿高度方向下降,储藏在腔室部的液压o通过流路部移动到加强部的储藏部61。与此相反,向左侧a或右侧c移送鞍座及滑枕主轴时,会由立柱相对支撑,因此,相比于中央b,横轨的挠曲较少,随着对缸体部的负载减小,缸体部沿高度方向上升,储藏在加强部的液压通过流路部流入到腔室部。
95.因此,即使在鞍座和滑枕主轴从横轨的左侧a经过中央b到右侧c或连续相反地反复移送的情况下,也产生比现有横轨的刚体更大的挠曲,抵消图1中的挠曲量,从而,可以恒定地保持滑枕主轴的z轴方向前端的位置(y轴直线度)。
96.即,如图9的曲线图中的点划线所示,通过由液压运行的挠曲补偿装置、以及调整
挠曲补偿装置的安装位置、数量及液压,对应于因鞍座及滑枕主轴的移送而对缸体部的负载的增减,产生比现有横轨的刚体更大的挠曲,通过抵消图1中的挠曲量,可以始终如点划线恒定地保持滑枕主轴的z轴方向前端的位置(y轴直线度),从而,提高加工精度,极大化机床的稳定性及可靠性,而且,通过挠曲补偿装置由闭环液压系统而构成,实现挠曲补偿装置的小型化,从而,极大化空间利用度及设置方便性,而且,通过闭环液压操作方式而不是受控方式,可以提高响应性及可靠性,而且,如更换附件等,负载发生变化时,通过简单地改变补偿部的填充压力,可以增加互换性,节约制造费用及维护费用,此外,不是利用现有的受控方式或复杂的结构方式,而是由闭环液压系统而构成,从而,可以谋求工作人员的方便性,最小化非加工时间,提高机床的生产性。
97.在以上说明的本发明的详细说明中,参照本发明的优选实施例进行了说明,但是,应理解只要是本发明所属领域的普通技术人员或本发明所属领域中具有通常的知识的技术人员,在不脱离权利要求范围内所记载的本发明的思想及技术领域的范围内,可以对本发明进行多样的修改及变更。因此,本发明的技术范围并不局限于说明书的详细说明中记载的内容,而由权利要求范围而决定。
98.符号说明
99.1:机床,2:床身,3:工作台,4:立柱,5:横轨,6:鞍座,7:滑枕主轴,8:挠曲补偿装置,10:底座部,20:外壳部,30:缸体部,40:支撑部,50:流路部,60:补偿部,70:盖部,80:密封部,90:阻尼器,100:容纳部,110:帽部,120:缓冲部。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1