超声焊接系统、其使用方法及包括焊接的传导性引脚的相关工件与流程
超声焊接系统、其使用方法及包括焊接的传导性引脚的相关工件
1.相关申请的交叉引用
2.本技术要求2020年6月3日提交的美国临时专利申请号63/034,345的权益,所述美国临时专利申请的内容以引用的方式并入本文中。
技术领域
3.本发明涉及超声焊接,且更具体地涉及用于实施超声焊接操作的改进系统和方法,所述超声焊接操作包括传导性引脚焊接。
背景技术:
4.超声能量在形成两种或更多种材料之间的互连中被广泛使用。例如,焊线机(例如,球式焊接机、楔形焊接机、带状焊接机等)用于将线材或带焊接到焊接位置。然而,焊线采用相对较低的能量水平(例如,焊接力、超声能量等)。示例性的焊线机由(美国)宾夕法尼亚州华盛顿堡的kulicke and soffa industries,inc.营售。
5.某些应用涉及与线材不同的材料的联接。对于这样的应用已考虑焊接。超声焊接也是一种广泛使用的技术。超声焊接可使用超声转换器(例如,承载超声焊极(sonotrode))来将电能转换为机械移动/擦洗(例如,直线移动/擦洗、扭转移动/擦洗等)。然而,现有的超声焊接技术和设备在提供能够在成本、操作效率、灵活性、便携性和相关因素方面满足市场需求的解决方案上受限。
6.被转让给kulicke and soffa industries,inc.的国际公开号2018/187364(标题为“ultrasonic welding systems and methods of using the same”)涉及超声焊接技术的改进,并且所述国际公开的全部内容以引用的方式并入。
7.与包括超声引脚焊接(其中这样的引脚通常为焊料和/或压配合到功率模块中)的超声焊接相关地,仍然需要改进。因此,期望的是改进包括超声引脚焊接的超声焊接技术。
技术实现要素:
8.根据本发明的另一示例性实施例,提供一种超声焊接系统。超声焊接系统包括用于支撑工件的支撑结构。超声焊接系统还包括焊接头组件,所述焊接头组件包括承载超声焊极的超声转换器。超声焊接系统还包括传导性引脚供应部,所述传导性引脚供应部配置为提供用于利用超声焊极进行焊接的多个传导性引脚。
9.根据本发明的仍另一示例性实施例,提供一种操作超声焊接系统的方法。方法包括以下步骤:(a)将工件支撑在超声焊接系统的支撑结构上;以及(b)利用超声焊接系统的焊接头组件的超声焊极,将来自超声焊接系统的传导性引脚供应部的传导性引脚焊接到工件,所述传导性引脚供应部包括多个传导性引脚。
10.根据本发明的仍另一示例性实施例,提供一种工件。工件包括:基板;以及被超声焊接到基板的传导性引脚。
附图说明
11.当结合附图阅读时,从以下的详细描述最佳地理解本发明。强调的是,根据惯例,附图的各种特征不是按比例绘制的。相反,为了清楚起见,各种特征的尺寸被任意扩大或缩小。附图中包括以下这些图:
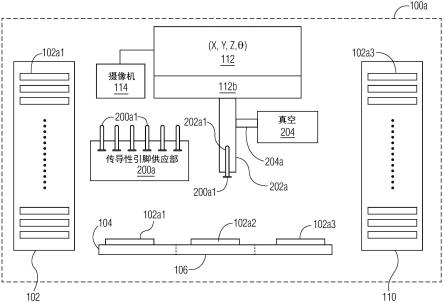
12.图1是根据本发明的示例性实施例的超声焊接系统的框图侧视图;
13.图2a是根据本发明的另一示例性实施例的另一超声焊接系统的框图侧视图;
14.图2b是图2b的超声焊接系统的超声焊极的末端部分的立体图;
15.图2c是来自图2b的超声焊接系统的传导性引脚供应部的传导性引脚的侧视图;
16.图3a是根据本发明的仍另一示例性实施例的仍另一超声焊接系统的框图侧视图;
17.图3b-3c是侧视框图视图,图示出利用图3a的超声焊接系统从传导性引脚供应部取出传导性引脚;
18.图3d是来自图3a的超声焊接系统的传导性引脚供应部的传导性引脚的侧视图;
19.图4是根据本发明的仍另一示例性实施例的仍另一超声焊接系统的框图侧视图;
20.图5是根据本发明的仍另一示例性实施例的仍另一超声焊接系统的框图侧视图;
21.图6a-6g是传导性引脚和超声焊极的不同视图,图示出与根据本发明的不同示例性实施例的键连接特征(keying feature)的对齐;以及
22.图7是根据本发明的示例性实施例的超声焊接系统的框图侧视图。
具体实施方式
23.图1图示出超声焊接系统100。超声焊接系统100包括用于提供工件102a1的输入工件供应部102,其中输入工件供应部102配置为承载多个工件102al(例如,工件供应部102可以是用于承载多个工件102al的诸如储存搬运器(magazine handler)之类的载体,或者适合于应用特定的工件的其它供应结构等)。由输入工件供应部102承载的示例性工件102a1包括功率模块、功率模块的部件、引线框架、电池模块等。工件102al从输入工件供应部102被提供(通过任何期望的运输组件,所述运输组件可被包括在物料搬运系统104、例如抓夹器组件中)到物料搬运系统104。物料搬运系统104将工件102a1(例如,利用输送机组件、利用抓夹器组件等)从输入工件供应部102移动到支撑结构106。在焊接操作期间,支撑结构106支撑工件(现在被标记为利用图5中所示的工件夹具108抵靠支撑结构106夹紧时的夹紧的工件102a2)。在焊接操作(以下针对焊接头组件112描述)之后,现在焊接的工件102a3从物料搬运系统104的在支撑结构106下游的部分移动(例如,利用输送机组件、利用抓夹器组件等)到输出工件供应部110。输出工件供应部110配置为接收由焊接头组件112处理后的焊接的工件102a3(其中焊接头组件112包括承载超声焊极202的超声转换器112b)。输出工件供应部110可以是用于承载多个焊接的工件102a3的诸如储存搬运器之类的载体、或者适合于应用特定的工件的另一供应结构。
24.超声焊接系统100包括焊接头组件112。焊接头组件包括承载超声焊极202的超声转换器112b,并且焊接头组件可沿着多条大体水平的轴线移动。在图1中所示的示例中,焊接头组件112配置为沿着超声焊接系统100的x轴线和y轴线移动。在图1中所示的示例中,焊接头组件112还配置为沿着超声焊接系统100的z轴线移动和绕着超声焊接系统100的θ轴线(轴线)移动。并非每个应用都需要所有这些运动轴线。利用焊接头组件112的运动轴线,
超声焊极202能够移动到相对于夹紧的工件102a2的正确焊接位置。摄像机114也被提供(其中摄像机可以可选地由焊接头组件112承载,或者可由超声焊接系统100的另一部分承载)用于与超声焊极202和夹紧的工件102a2之间的对齐、夹紧的工件102a2自身的部件的对齐、焊接操作后焊接部的光学检查等相关的成像操作。
25.各种类型的工件可利用超声焊接系统100(或本发明范围内的其它系统)被焊接。示例性的工件包括功率模块、引线框架和电池模块。
26.根据本发明,可在导体(例如,传导性引脚、信号连接器、传导性端子、电源端子等)上施加各种类型的超声运动。例如,超声焊极可配置为利用直线超声运动和扭转超声运动中的至少一种来将导体焊接到工件。
27.这些工件中的某些配置为接收传导性引脚。如本文中所使用的,术语“传导性引脚”是一种旨在被焊接到工件的传导性结构。传导性引脚可具有自由端(在焊接到工件之后),并且传导性引脚的本体部分可从“焊接”端大体竖直地延伸到自由端。传导性引脚的横截面可以是圆形的、方形的、矩形的或具有任何期望的横截面。术语传导性引脚还应解释为包括传导性容座或套筒(例如,管状),其中传导性容座/套筒被超声焊接到工件并配置为接收另一种传导性元件。根据本发明的某些示例性实施例,超声焊接系统100包括传导性引脚供应部200,所述传导性引脚供应部配置为提供用于利用超声焊极202进行焊接的多个传导性引脚。传导性引脚供应部的示例性配置构造包括:网格布置结构(包括以易于捡拾的方式取向的传导性引脚行列)、碗式给料机、料斗、线轴等。替代的配置构造也被考虑。传导性引脚供应部200可配置为与缓冲系统一起操作使得引脚通过分级区域(staging area)馈送、准备好被捡拾用于焊接。
28.包括传导性引脚供应部200和超声焊极202的超声焊接系统100可采取各种形式。更具体地,传导性引脚供应部200的不同配置构造、超声焊极202的不同配置构造等也被考虑。图2a-2c图示出示例性超声焊接系统100a,该超声焊接系统包括示例性配置构造的传导性引脚供应部(现在称为包括传导性引脚200al的传导性引脚供应部200a)和示例性配置构造的超声焊极(现在称为超声焊极202a,该超声焊极限定真空通道202al并经由管道204a联接到真空源204)。图3a-3c图示出示例性超声焊接系统100b,该超声焊接系统包括另一示例性配置构造的传导性引脚供应部(现在称为包括传导性引脚200bl的传导性引脚供应部200b)和示例性配置构造的超声焊极(现在称为超声焊极202b,该超声焊极适于与抓夹器致动器206和抓夹器臂206a一起工作)。图4图示出仍另一示例性超声焊接系统100c,该超声焊接系统基本上类似于超声焊接系统100b(在图3a-3c中),除了超声焊接系统100c包括抓夹器致动器208、第一抓夹器臂208a和第二抓夹器臂208b。除这里描述的(不同)之外,超声焊接系统100a、100b和100c中的每个基本上类似于以上描述的超声焊接系统100。
29.具体参考图2a-2c,超声焊极202a配置为从传导性引脚供应部200a取出传导性引脚200al,并且焊接头组件112配置为(通过它的不同运动轴线)将被取出的传导性引脚200a1朝着夹紧的工件102a2载运并将传导性引脚200a1超声焊接到夹紧的工件102a2。超声焊极202a限定经由管道204a连接到真空源204的真空通道202al,所述真空通道用于从传导性引脚供应部200a取出传导性引脚200al。
30.具体参考图2b,超声焊极202的末端部分202a3被示出。真空通道202al由超声焊极202a限定。超声焊极202a的作业表面202a2配置为接触传导性引脚的焊接部分并将其压靠
在工件上以便超声焊接(例如,参见图2c中所示的传导性引脚的焊接部分)。超声焊极202a的真空孔202a4(配置用于与如图2a中所示的管道204a接合)也被图示。图2c是传导性引脚200al(例如,圆形传导性引脚)的侧视图,该传导性引脚包括本体部分200ala、焊接部分200alb和自由端200alc。在经由焊接部分200alb焊接到工件之后,本体部分200ala可从焊接部分200alb大体竖直地延伸到自由端200alc。自由端200alc(或焊接的传导性引脚200al的一些其它部分)可用于给定工件中所需的电连接。
31.具体参考图3a-3c,焊接头组件112包括被配置来从传导性引脚供应部200b取出传导性引脚200bl的抓夹器机构。在图3a中,抓夹器机构包括抓夹器致动器206和可移动臂206a。通过抓夹器致动器206的致动,可移动臂206a配置为在(i)打开位置和(ii)闭合位置之间移动,所述打开位置如图3b中所示用于接合传导性引脚200bl,并且所述闭合位置如图3c中所示用于将传导性引脚200b1保持在用于朝向夹紧的工件102a2运动的位置中。如图3b中所示,在闭合位置中可移动臂206a使传导性引脚200bl与超声焊极202b对齐,使传导性引脚200b1相对于超声焊极202b保持就位。焊接头组件112配置为将所取出的传导性引脚200bl朝着工件载运和将传导性引脚200b1超声焊接到夹紧的工件102a2。
32.具体参考图4,焊接头组件112包括另一种被配置来从传导性引脚供应部200b取出传导性引脚200bl的抓夹器机构。在图4中,抓夹器机构包括抓夹器致动器208、可移动臂208a和固定臂208b。通过抓夹器致动器208的致动,可移动臂208a配置为在(i)打开位置和(ii)闭合位置之间移动,所述打开位置用于接合传导性引脚200bl,并且所述闭合位置用于将传导性引脚200b1保持在用于朝向夹紧的工件102a2运动的位置中。如图4中所示,可移动臂208a移动以在闭合位置中使传导性引脚200bl抵靠固定臂208b固定就位,由此使传导性引脚200b1与超声焊极202b对齐。焊接头组件112配置为将所取出的传导性引脚200bl朝着夹紧的工件102a2载运和将传导性引脚200b1超声焊接到夹紧的工件102a2。
33.具体参考图3a-3c和图4中且详细地图3d中所示的传导性引脚200bl,传导性引脚200bl具有与来自图2a-2c的传导性引脚200a1相比不同的配置构造。传导性引脚200b1包括本体部分200bla、焊接部分200blb和自由端200blc。在经由焊接部分200blb焊接到工件之后,本体部分200bla可从焊接部分200b1b大体竖直地延伸到自由端200blc。自由端200blc(或焊接的传导性引脚200bl的一些其它部分)可用于给定工件中所需的电连接。
34.将理解的是,虽然本发明的方面具体涉及用于将传导性引脚焊接到工件的超声焊接系统,但本发明的方面并不限于此。例如,根据本发明的某些示例性实施例,超声焊极配置用于将传导性引脚焊接到工件,以及用于将其它导体(例如,诸如电源端子之类的传导性端子)焊接到工件。超声焊极可使用单个作业区域(例如,比如图2b中所示的作业表面202a2)来焊接传导性引脚和诸如电源端子之类的其它导体两者。然而,在本发明的其它实施例中,超声焊极包括第一区域和第二区域,所述第一区域配置用于接触用于焊接到工件的传导性引脚,并且所述第二区域用于接触用于焊接到工件的电源端子。
35.在本发明的其它示例性实施例中,超声焊接系统包括第二焊接头组件,该第二焊接头组件具有承载第二超声焊极的第二超声转换器,第二焊接头组件配置用于将电源端子焊接到工件。具体参考图5,超声焊接系统500被示出。超声焊接系统500包括第一超声焊接子系统502(其可基本类似于在国际公开号2018/187364的图1中示出的超声焊接系统100,且也类似于本文中公开的焊接系统,除了第一超声焊接子系统502包括超声焊极112a且未
包括传导性引脚供应部)和第二超声焊接子系统504。第二超声焊接子系统504可以是例如图1中所示的超声焊接系统100、图2a中所示的超声焊接系统100a、图3a中所示的超声焊接系统100b、图4中所示的超声焊接系统100c等等。第一超声焊接子系统502配置为焊接某些导体(例如,较大的功率导体,比如电源端子506),而第二超声焊接子系统504配置为焊接传导性引脚,如本文中一样。图5示出了超声焊接系统500的输出工件102a3’的示例。输出工件102a3’包括基板(未标记)、被超声焊接到基板的传导性端子506和被超声焊接到基板的传导性引脚200a1。例如,工件102a3’可以是功率半导体模块,其中传导性端子506是功率半导体模块的电源端子,并且其中传导性引脚200al是功率半导体模块的信号连接部。
36.尽管图5图示了包括传导性引脚200al的传导性引脚供应部200a(即,类似于图2a中的配置构造),但超声焊接系统500(包括超声焊接系统504)的发明特征也可应用于本发明范围内的任何类型的传导性引脚(例如,图3a中所示的传导性引脚200bl),以及对焊接头组件的对应改变。
37.根据本发明的某些示例性实施例,在焊接操作期间,示例性技术规范包括:(i)超声焊极配置为以在5-500kg之间的结合力操作,或者超声焊极配置为以在5-300kg之间的结合力操作,或者超声焊极配置为以在5-100kg之间的结合力操作;(ii)超声焊极末端运动振幅在5-150微米之间,或者超声焊极末端运动振幅在5-120微米之间,或者超声焊极末端运动振幅在5-100微米之间;(iii)超声焊极配置为在工件的第一部分与工件的第二部分之间形成具有在1.5-30mm2之间的范围内的面积的超声焊接部;或者超声焊极配置为在工件的第一部分与工件的第二部分之间形成具有在1.5-20mm2之间的范围内的面积的超声焊接部;或者超声焊极配置为在工件的第一部分与工件的第二部分之间形成具有在1.5-16mm2之间的范围内的面积的超声焊接部;以及(iv)超声焊极配置为以在15-40khz之间的范围内的频率操作,或者超声焊极配置为以在20-35khz之间的范围内的频率操作,或者超声电极配置为以在20-30khz之间的范围内的频率操作。接触元件的传导性触头(工件的被超声焊极接触的部分)的示例性厚度包括:在0.2-3mm之间;0.2-1.5mm,以及0.2-1.2mm。
38.在本发明范围内的变型也被考虑,即使没有图示。例如,根据本发明的某些示例性实施例,焊接头组件可限定键连接特征,所述键连接特征配置为与传导性引脚的对应键连接特征对齐使得,由焊接头组件保持的传导性引脚相对于超声焊极正确对齐。图6a-6d和图6e-6g图示出本发明的这样的实施例的示例。图6a-6d和图6e-6g的传导性引脚和超声焊极可结合本文中公开的任何超声焊接系统(例如,超声焊接系统100、100a、100b、100c、504和700)或在本发明范围内的任何其它超声焊接系统被实现。
39.图6a和图6b分别是传导性引脚600al(例如,圆形传导性引脚)的侧视图和俯视图,该传导性引脚包括本体部分600ala、焊接部分600alb、自由端600alc和键连接特征600ald。传导性引脚600al的键连接特征600ald可用于与焊接头组件的对应键连接特征(例如键槽)对齐使得,由焊接头组件保持的传导性引脚600a1相对于超声焊极602a正确对齐。在经由焊接部分600alb焊接到工件之后,本体部分600ala可从焊接部分600alb大体竖直地延伸到自由端600alc。自由端600alc(或焊接的传导性引脚600al的一些其它部分)可用于给定工件中所需的电连接。图6c是超声焊极602a的端视图,所述超声焊极包括由超声焊极602a限定的真空通道602al。在真空通道602al处,超声焊极602a限定键连接特征602ald(例如,凹部)。当传导性引脚600al与超声焊极602a接合时,键连接特征600ald与键连接特征602ald
接合。图6d示出了相对于焊接头组件(未示出,但参见贯穿各个附图的焊接头组件112)的超声焊极602a对齐的传导性引脚600al。
40.图6e和图6f分别是传导性引脚600bl(例如,具有“l”形状的传导性引脚)的侧视图和俯视图,所述传导性引脚包括本体部分600bla、焊接部分600blb、自由端600blc和键连接特征600bld(例如,突起)。传导性引脚600bl的键连接特征600bld可用于与抓夹器臂206a’(类似于图3a-3c的抓夹器臂206a)的对应键连接特征(例如键槽)对齐使得,传导性引脚600b1通过焊接头组件的抓夹器臂206a’保持就位,从而使传导性引脚600b1相对于超声焊极602a对齐。在经由焊接部分600blb焊接到工件之后,本体部分600bla可从焊接部分600b1b大体竖直地延伸到自由端600blc。自由端600blc(或焊接的传导性引脚600bl的一些其它部分)可用于给定工件中所需的电连接。图6g是与传导性引脚600bl接合的抓夹器臂206a’的俯视图。抓夹器臂206a’限定键连接特征206a’l(即凹部)。当传导性引脚600b2与抓夹器臂206a’接合时,键连接特征206a’l与键连接特征602bld接合。
41.结合图6a-6g所图示和描述的键连接特征本质上是示例性的;在本发明的范围内还可考虑替代的键连接特征或对齐特征。例如,键连接特征600ald从传导性引脚600al的本体部分600ala突出;然而,凹陷的键连接特征也可与这样的传导性引脚相关地被采用,其中超声焊极(或结合头组件的其它部分)的配合的键连接特征可以是突出的特征。
42.此外,根据本发明的某些示例性实施例,超声焊极(或焊接头组件的其它方面,如抓夹器机构)也可以不用作拾取工具。而是,超声焊接系统可进一步包括拾取工具,该拾取工具配置为从传导性引脚供应部取出传导性引脚,其中取出的传导性引脚被传递到焊接头组件以焊接到工件。
43.具体参考图7,超声焊接系统700被示出。超声焊接系统700(其类似于本文中描述的前述超声焊接系统)包括拾取工具702。拾取工具702包括接触部分702a。根据本发明的某些示例性实施例,拾取工具702从传导性引脚供应部200a取出(或以其它方式接收)传导性引脚200al。传导性引脚200al被传递到焊接头组件112以焊接到工件102a2。接触部分702a可具有多种不同的用于从传导性引脚供应部200a拾取传导性引脚200a1并在将传导性引脚200a1传递到焊接头组件112的超声焊极202a中接合的替代配置构造。接触部分702a的示例性配置构造包括:磁性保持机构;机械抓夹机构;基于真空的保持机构等等。
44.再次参考图7,在拾取工具702保持传导性引脚200al之后,拾取工具702可朝着超声焊极202a移动以便传导性引脚200a1的传递(参见与超声焊极202接合的传导性引脚200a1的虚线部分)。替代地,超声焊极202a(由焊接头组件112承载)可朝着拾取工具702移动以便传导性引脚200al的传递。在仍另一替代例中,拾取工具702和超声焊极202a两者可朝向彼此移动以便传导性引脚200al的传递。尽管图7图示的是包括传导性引脚200al的传导性引脚供应部200a(即,类似于图2a中的配置构造),然而超声焊接系统700的发明特征也可应用于本发明范围内的任何类型的传导性引脚(例如,图3a中所示的传导性引脚200bl),以及对焊接头组件的相应改变。
45.尽管本文中参考特定实施例图示并描述了本发明,但本发明并不意图被限于所示的细节。相反,可以在权利要求书的范围及等同范围内且在不脱离本发明的情况下对细节作出各种修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1