加工物的制造方法、加工物及加工装置与流程
1.本发明涉及加工物的制造方法、加工物及加工装置。
背景技术:
2.已知有对含有金属的加工对象物的表面进行加工的激光喷丸处理(例如,专利文献1)。在专利文献1中,通过向加工对象物的表面照射激光,对该加工对象物赋予压缩残余应力。
3.现有技术文献
4.专利文献
5.专利文献1:美国专利申请公开第2003/0024915号
技术实现要素:
6.发明所要解决的课题
7.通过向加工对象物照射激光,可在加工对象物中产生塑性变形。通过该塑性变形,对加工对象物赋予压缩残余应力。通过压缩残余应力的赋予,加工对象物的强度提高。但是,在加工对象物中产生了塑性变形的情况下,会在产生塑性变形的区域周边产生金属流动。通过金属流动带来的影响的累积,进行激光喷丸处理后的加工物会弯曲。
8.本发明的一个方式的目的在于,提供一种加工物的制造方法,其既可抑制弯曲,又可提高表面强度。本发明的另一方式的目的在于,提供一种加工物,其既可抑制弯曲,又可提高表面强度。本发明的再另一方式的目的在于,提供一种加工装置,其既可抑制加工物的弯曲,又可提高该加工物的表面强度。
9.用于解决课题的技术方案
10.本发明的一个方式的加工物的制造方法具备:准备含有金属的加工对象物;通过激光的照射,沿着加工对象物的表面形成多个第一区域和第二区域。在多个第一区域赋予拉伸残余应力。在第二区域赋予压缩残余应力。激光向加工对象物的表面中彼此分离的多个照射部位照射。在从与表面正交的方向观察的情况下,各第一区域形成为彼此分离,并且被第二区域包围。
11.在上述一个方式中,在从与表面正交的方向观察的情况下,被赋予了拉伸残余应力的各第一区域形成为彼此分离,并且由被赋予了压缩残余应力的第二区域包围。在该情况下,既可通过被赋予了拉伸残余应力的第一区域的影响来抑制弯曲,又可通过压缩残余应力来提高表面强度。因此,可制造出既抑制了弯曲又提高了表面强度的加工物。
12.在上述一个方式中,激光也可以向多个照射部位照射,以使通过塑性变形形成的塑性变形区域形成于与各照射部位对应的位置。对应于各照射部位的塑性变形区域也可以形成为不与彼此相邻的塑性变形区域重叠。在该情况下,可进一步抑制加工物的弯曲。
13.在上述一个方式中,激光也可以向多个照射部位照射,以使通过金属流动形成的金属流动区域形成在与各照射部位对应的位置。对应于各照射部位的金属流动区域也可以
以与彼此相邻的金属流动区域重叠的方式被照射。在该情况下,因为在彼此相邻的金属流动区域中,会在彼此相对的方向上产生金属流动,所以在彼此相邻的照射部位之间,压缩残余应力进一步提高。
14.在上述一个方式中,激光也可以同时向所述多个照射部位照射。在该情况下,由激光的照射引起的金属流动会在对应于各照射部位的位置同时产生。因为在彼此相邻的金属流动区域中,在彼此相对的方向上同时产生金属流动,所以在彼此相邻的照射部位之间,压缩残余应力进一步提高。另外,各金属流动区域的金属流动带来的影响通过相邻金属流动区域的金属流动而抵消。因此,可抑制由金属流动引起的加工物的弯曲。
15.在上述一个方式中,加工对象物也可以含有钛及钛合金中的至少一种。在该情况下,可抑制加工对象物的热传导率。其结果是,实现被赋予拉伸残余应力的第一区域相对于被赋予压缩残余应力的第二区域的比率的平衡。
16.本发明另一方式的加工物具备加工部分。在加工部分含有金属,并且沿着表面形成有被赋予了拉伸残余应力的多个第一区域和被赋予了压缩残余应力的第二区域。在从与表面正交的方向观察的情况下,多个第一区域分别彼此分离地配置,并且被第二区域包围。
17.在上述另一方式中,在从与表面正交的方向观察的情况下,被赋予了拉伸残余应力的各第一区域彼此分离,并且由被赋予了压缩残余应力的第二区域包围。在该情况下,既可通过被赋予了拉伸残余应力的第一区域的影响来抑制弯曲,又可通过压缩残余应力来提高表面强度。
18.在上述另一方式中,在从与表面正交的方向观察的情况下,加工部分也可以包含在对应于多个第一区域的位置通过塑性变形形成的塑性变形区域。对应于各第一区域的塑性变形区域也可以形成为不与彼此相邻的塑性变形区域重叠。在该情况下,容易实现提高了表面强度的加工物。
19.在上述另一方式中,在从与表面正交的方向观察的情况下,加工部分也可以包含在对应于多个第一区域的位置通过金属流动形成的金属流动区域。对应于各第一区域的金属流动区域也可以形成为与彼此相邻的金属流动区域重叠。在该情况下,实现进一步提高了表面的压缩残余应力的加工物。
20.在上述另一方式中,加工部分也可以含有钛及钛合金中的至少一种。在该情况下,实现被赋予拉伸残余应力的第一区域相对于被赋予压缩残余应力的第二区域的比率的平衡。
21.本发明再另一方式的加工装置具备激光射出部、位置调整部和控制部。激光射出部射出向含有金属的加工对象物的表面照射的激光。位置调整部调整对表面照射激光的位置。控制部控制激光射出部及位置调整部中的至少一方,使得进行激光喷丸处理。在激光喷丸处理中,通过照射激光,沿着表面形成被赋予了拉伸残余应力的多个第一区域和被赋予了压缩残余应力的第二区域。激光向表面中彼此分离的多个照射部位照射。控制部控制激光射出部及位置调整部中的至少一方,使得在从与表面正交的方向观察的情况下,各第一区域彼此分离,并且被第二区域包围。
22.在上述再另一方式中,控制部控制激光射出部及位置调整部中的至少一方,使得在从与表面正交的方向观察的情况下,各第一区域彼此分离,并且被第二区域包围。在该情况下,既可通过被赋予了拉伸残余应力的第一区域的影响来抑制弯曲,又可通过压缩残余
应力来提高表面强度。
23.在上述再另一方式中,控制部也可以控制激光射出部及位置调整部中的至少一个,使得通过由向多个照射部位照射激光引起的塑性变形,在对应于各照射部位的位置形成塑性变形区域,且对应于各照射部位的塑性变形区域不与彼此相邻的塑性变形区域重叠。在该情况下,进一步抑制加工物的弯曲。
24.在上述再另一方式中,控制部也可以控制激光射出部及位置调整部中的至少一个,使得通过由向多个照射部位照射激光引起的金属流动,在对应于各照射部位的位置形成金属流动区域,且对应于各照射部位的金属流动区域与彼此相邻的金属流动区域重叠。在该情况下,在彼此相邻的金属流动区域中,在彼此相对的方向上产生金属流动。因此,在彼此相邻的照射部位之间,由金属流动引起的变形发生干扰。其结果是,在彼此相邻的照射部位之间,压缩残余应力进一步提高。
25.在上述再另一方式中,控制部也可以控制激光射出部及位置调整部中的至少一个,使得激光同时向多个照射部位照射。在该情况下,由激光的照射引起的金属流动在对应于各照射部位的位置同时产生。因此,由金属流动产生的力被抵消。
26.在上述再另一方式中,控制部也可以包含取得部和确定部。取得部也可以取得与通过激光的照射赋予加工对象物的残余应力分布有关的信息。确定部也可以基于由取得部取得的信息,确定照射激光的照射部位。在该情况下,该加工装置能够按照预设定的信息,进行激光喷丸处理。其结果是,该加工装置能够容易实现多个第一区域分离的结构。
27.发明效果
28.本发明的一个方式提供一种加工物的制造方法,其既可抑制弯曲,又可提高表面强度。本发明的另一方式提供一种加工物,其既可抑制弯曲,又可提高表面强度。本发明的再另一方式提供一种加工装置,其既可抑制加工物的弯曲,又可提高该加工物的表面强度。
附图说明
29.图1是表示本实施方式的加工装置的结构的概略框图。
30.图2的(a)是用于说明加工物的构造的俯视图,图2的(b)是用于说明加工物的构造的剖面图。
31.图3是表示本实施方式的变形例的加工装置的结构的概略框图。
32.图4是表示加工物的制造方法的流程图。
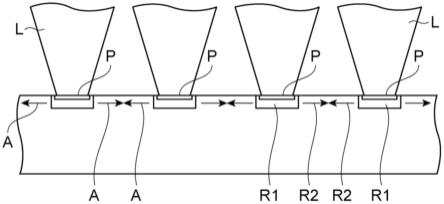
33.图5是用于说明激光的照射的图。
34.图6是用于说明激光的多次照射的图。
35.图7是表示数据集的制作方法的流程图。
36.图8是表示向加工对象物的一个照射部位照射了激光时的残余应力分布的图。
37.图9的(a)及图9的(b)是所估计的二维残余应力分布的图。
38.图10的(a)及图10的(b)是表示合成后的残余应力分布的图。
39.图11是表示通过现有激光的照射而加工对象物弯曲后的状态的图。
40.图12是用于对本实施方式的变形例的制造方法中的激光的照射进行说明的图。
具体实施方式
41.下面,参照附图对本发明的实施方式进行详细说明。此外,在说明中,关于相同元件或具有相同功能的元件,使用相同的符号,省略重复的说明。
42.首先,参照图1对本实施方式的加工装置的结构进行说明。图1是表示本实施方式的加工装置的结构的概略框图。
43.加工装置1对加工对象物10的表面10a进行激光喷丸处理。通过加工装置1的激光喷丸处理,沿着表面10a形成所期望的残余应力分布。加工对象物10的热传导率例如为20w/m
·
k以下。加工对象物10含有金属。加工对象物10例如含有钛及钛合金中的至少一种。表面10a由金属构成。表面10a例如由钛及钛合金中的至少一种构成。在本实施方式中,加工对象物10例如由钛构成。加工装置1具备激光射出部2、位置调整部3、应力测定部4和控制部5。
44.激光射出部2射出向加工对象物10的表面10a照射的激光。在本实施方式中,激光射出部2根据来自控制部5的指示,调整要射出的激光的输出能量及要射出的激光的波面形状。激光射出部2例如具有激光系统21、反射镜22、23、24、和空间光相位调制部25。
45.激光系统21发出激光。激光系统21发出的激光的波长例如为500nm~1500nm。激光系统21发出的激光的输出能量例如为0.1j~1000j。在本实施方式中,激光系统21根据来自控制部5的指示,调整要发出的激光的输出能量。从激光系统21发出的激光的输出能量基于空间光相位调制部25的设定来确定。
46.从激光系统21发出的激光在反射镜22、23中反射,被导入空间光相位调制部25。从空间光相位调制部25射出的激光在反射镜24中反射,被导入位置调整部3。
47.空间光相位调制部25调整从激光射出部2射出的激光的波面形状。空间光相位调制部25例如包含调制所入射的激光的相位的反射型空间光相位调制器。在本实施方式中,空间光相位调制部25根据来自控制部5的指示,对所入射的激光通过液晶进行相位调制,设定要射出的激光的波面形状。换言之,空间光相位调制部25根据来自控制部5的指示,将从激光射出部2射出的激光成形为具有所期望的光束图案的激光。例如,空间光相位调制部25以对加工对象物10的表面10a中的多个照射部位同时照射激光的方式成形从激光射出部2射出的激光的光束图案。
[0048]“同时照射”是指在重复的时间段进行照射。向多个照射部位照射的开始及结束也可以不严格一致。以下,将向多个照射部位同时照射的情况设为“一次照射”。在本实施方式中,通过使对表面10a照射激光的位置移动,进行多次照射。从激光系统21发出的激光的输出能量根据从激光射出部2射出的激光的波面形状来确定。例如,被激光照射的表面10a上的照射部位越多,从激光系统21发出的激光的输出能量越高。
[0049]
位置调整部3调整对加工对象物10的表面10a照射激光的位置。在本实施方式中,位置调整部3根据来自控制部5的指示,调整将从激光射出部2射出的激光向加工对象物10照射的位置。位置调整部3使一个加工对象物10和激光相对移动,调整对加工对象物10照射激光的位置。位置调整部3例如具有反射镜31、成像透镜32、聚光透镜33、和驱动部34。
[0050]
反射镜31反射从激光射出部2射出的激光,且将其导入成像透镜32及聚光透镜33。成像透镜32及聚光透镜33将由空间光相位调制部25调整出的具有所期望的波面形状的激光向加工对象物10的表面10a照射。换言之,由空间光相位调制部25调整出的光束图案的像通过成像透镜32及聚光透镜33而形成于表面10a。
[0051]
驱动部34使从激光射出部2射出的激光和加工对象物10中的至少一方相对移动。在本实施方式中,驱动部34根据来自控制部5的指示,驱动反射镜31、成像透镜32、聚光透镜33及加工对象物10。例如,驱动部34在对一个加工对象物10进行多次照射的情况下,每次照射都使加工对象物10移动。例如,驱动部34包含使加工对象物10移动的机械臂或可动载物台。
[0052]
应力测定部4测定与赋予加工对象物10的残余应力有关的信息。在本实施方式中,应力测定部4将测定出的信息输出到控制部5。加工装置1也可以不具备应力测定部4。应力测定部4例如是ae(acoustic emission)测定器。ae测定器检测因激光喷丸处理而在加工对象物10中产生的弹性波。作为本实施方式的变形例,应力测定部4也可以是激光多普勒测振仪。在使用激光多普勒测振仪作为应力测定部4的情况下,例如,对加工对象物10照射测定用激光,检测在加工对象物10中反射出的测定用激光。由此,非接触地测定对加工对象物10赋予的力。ae测定器能够在比激光多普勒测振仪更短的时间内重复测定残余应力。
[0053]
控制部5控制激光射出部2及位置调整部3中的至少一方,对加工对象物10进行激光喷丸处理。在该激光喷丸处理中,向加工对象物10的表面10a照射激光。通过该激光喷丸处理,制造如图2的(a)及图2的(b)所示的加工物15。图2的(a)表示从与表面10a正交的方向观察时的残余应力分布。图2的(b)表示与表面10a正交的截面中的残余应力分布。加工物15具备具有上述激光喷丸处理后的表面10a的加工部分16。例如,控制部5基于由应力测定部4测定的信息,对激光射出部2及位置调整部3中的至少一方进行反馈控制。控制部5例如是微型计算机。
[0054]
控制部5控制激光射出部2及位置调整部3中的至少一方,使得通过向表面10a照射激光,沿着表面10a形成被赋予了拉伸残余应力的多个第一区域α和被赋予了压缩残余应力的第二区域β。这时,控制部5控制激光射出部2及位置调整部3中的至少一方,使得在从与表面10a正交的方向观察的情况下,各第一区域α彼此分离,并且被第二区域β包围。激光通过激光射出部2及位置调整部3,向表面10a中的多个照射部位分别照射。控制部5将要射出的激光的光束图案指示给激光射出部2,以形成上述第一区域α及第二区域β。
[0055]
控制部5包含取得部51、存储部52和确定部53。取得部51取得用于激光喷丸处理的各种信息。取得部51从控制部5的外部和存储部52中的至少一方取得各种信息。取得部51例如取得加工对象物10中所含的材料、与通过激光的照射赋予加工对象物10的残余应力分布有关的信息、与向加工对象物10照射的激光有关的信息及在应力测定部4测定出的测定值等。与赋予加工对象物10的残余应力分布有关的信息例如包含赋予加工对象物10的压缩残余应力值、被激光照射的表面10a上的位置、在一次照射中被激光照射的表面10a上的区域的面积、照射激光的多个照射部位的配置及被激光照射的各照射部位的面积等。与向加工对象物10照射的激光有关的信息例如包含设定于激光射出部2的参数。设定于激光射出部2的参数例如包含从激光系统21发出的激光的输出能量及从空间光相位调制部25输出的激光的波面形状等。
[0056]
存储部52存储用于激光喷丸处理的各种信息。存储部52例如存储从取得部51取得的信息,并且存储预先取得的信息。预先取得的信息例如包含将与赋予加工对象物10的残余应力分布有关的信息和与向加工对象物10照射的激光有关的信息相关联的信息等。例如,存储部52预先存储有将与赋予加工对象物10的残余应力分布有关的信息和设定于激光
射出部2的参数相关联的信息。
[0057]
确定部53基于由取得部51取得的信息,确定要设定于激光射出部2的参数。确定部53例如参照存储部52,将与由取得部51取得的关于残余应力分布的信息相关联的参数设定于激光射出部2。确定部53基于由取得部51取得的信息,确定要设定于位置调整部3的参数。确定部53例如基于由取得部51取得的与残余应力分布有关的信息,在表面10a上确定要照射激光的照射部位。
[0058]
接着,参照图3对本实施方式的变形例的加工装置进行说明。图3是表示本实施方式的变形例的加工装置的结构的概略框图。本变形例大致与上述的实施方式类似或相同。本变形例在具有光衍射部28来代替空间光相位调制部25这方面与上述的实施方式不同。以下,以上述实施方式和变形例的不同点为主进行说明。
[0059]
在本变形例中,激光射出部2具备激光系统21、反射镜26、27和光衍射部28。从激光系统21发出的激光在反射镜26及反射镜27中反射,被导入光衍射部28。从光衍射部28射出的激光被导入位置调整部3。位置调整部3具有透镜36和驱动部34。入射到位置调整部3的激光穿过透镜36,向加工对象物10的表面10a照射。在本变形例中,驱动部34根据来自控制部5的指示,驱动透镜36及加工对象物10。
[0060]
光衍射部28衍射所入射的激光,将其成形为具有所期望的光束图案的激光。光衍射部28例如包含衍射光学元件。入射到光衍射部28的激光在衍射光学元件中衍射。在光衍射部28分支的激光经由透镜36,向加工对象物10的表面10a中的多个照射部位分别照射。换言之,在光衍射部28分支的激光分别向表面10a中的对应的照射部位照射。
[0061]
在本变形例中,光衍射部28包含将所入射的激光成形为互不相同的光束图案的多个衍射光学元件。光衍射部28根据来自控制部5的指示,切换配置在光路上的衍射光学元件。例如,光衍射部28通过电动旋转器,切换配置在光路上的衍射光学元件。例如,由反射镜26、27反射的激光透过配置在光路上的衍射光学元件,被导入透镜36。
[0062]
接着,参照图4至图6对加工物的制造方法的一例进行说明。图4是表示加工物的制造方法的流程图。图5是用于说明激光的照射的图。图6是用于说明激光的多次照射的图。
[0063]
首先,准备含有金属的加工对象物10(处理s1)。例如,加工对象物10被配置于驱动部34中包含的可动载物台。这时,加工对象物10以向表面10a照射激光的方式配置。在本实施方式中,处理s1中的加工对象物10的表面10a由金属构成,且是露出的。表面10a例如由钛及钛合金中的至少一种构成。
[0064]
接着,通过控制部5,取得用于激光喷丸处理的各种信息,确定向激光射出部2及位置调整部3发出指示的信息(处理s2)。控制部5在取得部51中从控制部5的外部及存储部52取得信息。从控制部5的外部取得的信息例如是由用户输入的信息。控制部5在取得部51中取得例如加工对象物10中含有的材料、与通过激光的照射赋予加工对象物10的残余应力分布有关的信息及与向加工对象物10照射的激光有关的信息。控制部5在确定部53中基于由取得部51取得的信息,确定设定于激光射出部2及位置调整部3的参数。确定部53基于由取得部51取得的信息,确定例如从激光系统21射出的激光的输出能量及由空间光相位调制部25成形的光束图案。在使用光衍射部28来代替空间光相位调制部25的情况下,确定部53也可以确定配置于光路上的光衍射元件。
[0065]
接着,通过控制部5,控制激光射出部2及位置调整部3中的至少一个,使得进行激
光喷丸处理(处理s3)。例如,确定部53基于在处理s2中确定的参数,将照射激光l的照射部位p的设定指示给位置调整部3(处理s31)。接着,确定部53基于在处理s2中确定的参数,将激光的射出指示给激光射出部2(处理s32)。
[0066]
在激光喷丸处理中,如图5所示,激光l向多个照射部位p照射。激光l的激光光斑位于各照射部位p。从激光射出部2射出的激光被导入位置调整部3,向在处理s31中设定的各照射部位p照射。在本实施方式中,激光l的激光光斑位于表面10a中的各照射部位p。多个照射部位p在表面10a上呈矩阵状。也可以在表面10a上设置用于将因流水等而在激光照射时的烧蚀中产生的等离子体封闭起来并将冲击传递给加工对象物的等离子体封闭层。
[0067]
在处理s3中,激光l例如通过控制部5的控制,同时向多个照射部位p照射。例如,在处理s32中,激光射出部2在空间光相位调制部25成形要射出的激光的光束图案,以使激光l同时向在加工对象物10的表面10a中彼此分离的多个照射部位p照射。
[0068]
在处理s3中,控制部5控制激光射出部2及位置调整部3中的至少一个,使得通过由向多个照射部位p照射激光l引起的塑性变形而在与各照射部位p对应的位置形成塑性变形区域r1。塑性变形是通过由激光照射引起的冲击波赋予超过屈服应力的压力,且金属晶体发生位错而产生的。在塑性变形区域r1中金属晶体发生位错,且被赋予压缩应力。对塑性变形区域r1赋予超过屈服应力的应力。在本实施方式中,控制部5控制激光射出部2及位置调整部3中的至少一个,以使对应于各照射部位p的塑性变形区域r1不与彼此相邻的塑性变形区域r1重叠。激光l向多个照射部位p照射,使得通过塑性变形形成的塑性变形区域r1形成于各照射部位p。其结果是,与各照射部位p对应的塑性变形区域r1形成为不与彼此相邻的塑性变形区域r1重叠。
[0069]
在处理s3中,控制部5控制激光射出部2及位置调整部3中的至少一个,使得通过由向多个照射部位p照射激光l引起的金属流动而在对应于各照射部位p的位置形成金属流动区域r2。在金属流动中,产生不伴随位错的晶体流动。不伴随位错的晶体流动被周围的静止金属阻止,由此产生弹性变形。在金属流动区域r2中因该弹性变形而被赋予压缩应力。在本实施方式中,控制部5控制激光射出部2及位置调整部3中的至少一个,以使对应于各照射部位p的金属流动区域r2与彼此相邻的金属流动区域r2重叠。激光l向多个照射部位p照射,以使由金属流动形成的金属流动区域r2形成于各照射部位p。金属流动是在塑性变形区域r1的周边产生的。其结果是,对应于各照射部位p的金属流动区域r2形成为与彼此相邻的金属流动区域r2重叠。在彼此相邻的金属流动区域r2重叠的情况下,弹性变形彼此干扰。因此,得到更大的压缩应力。
[0070]
通过向多个照射部位p照射激光l,如图2的(a)及图2的(b)所示,沿着表面10a形成被赋予了拉伸残余应力的多个第一区域α、和被赋予了压缩残余应力的第二区域β。第一区域α形成在与各照射部位p对应的位置。第一区域α形成于在加工对象物10的表面10a上形成的激光光斑的正下方的区域。第一区域α形成于从表面10a上的激光光斑起沿着加工对象物10的厚度方向延伸的区域。表面10a中的第一区域α的边缘沿着形成于表面10a的激光光斑的边缘而形成。第一区域α的最大宽度与表面10a中的激光光斑的最大宽度同等。“同等”包含误差范围。“最大宽度”是在各第一区域α或各激光光斑中在平行于表面10a的方向上的长度最大的部分的值。例如,在表面10a中,激光光斑为圆形,激光光斑的最大宽度为该激光光斑的最大直径。在从与表面10a正交的方向观察的情况下,第一区域α可以以包含激光光斑
的方式形成得稍大,也可以以被激光光斑包含的方式形成得稍小。
[0071]
各第一区域α中的拉伸残余应力例如是在因激光l的照射而熔化的部分进行凝固时形成的。第二区域β中的压缩残余应力例如通过由激光l的照射引起的塑性变形和由金属流动引起的压缩而形成。第二区域β包含塑性变形区域r1和金属流动区域r2。箭头a表示金属流动的方向。通过向彼此相邻的照射部位p照射激光l,金属流动产生在彼此相对的方向上。在该情况下,也产生压缩残余应力。第二区域β形成于各第一区域α的周围。在从与表面10a正交的方向观察的情况下,各第一区域α以彼此分离并且被第二区域β包围的方式形成。通过调整激光l的照射间隔,来调整第二区域β中的残余应力值。
[0072]
在本实施方式中,处理s31及处理s32重复多次。换言之,对加工对象物10的表面10a进行多次激光的照射。控制部5在处理s32中照射了在处理s31中设定的照射部位p以后,进行是否结束激光喷丸处理的判断。在判断为结束激光喷丸处理的情况下,结束处理s3。在判断为不结束激光喷丸处理的情况下,再次进行处理s31及处理s32。
[0073]
图6表示在激光多次照射到表面10a的情况下表面10a中的被激光照射的位置的一例。在一次照射中,向一个单位区域r5中的多个照射部位p同时照射激光l。单位区域r5的位置在处理s31中由确定部53确定。在图6中,单位区域r5用虚线表示。例如,通过多次进行处理s31和处理s32,向多个单位区域r5照射激光。单位区域r5的大小在确定部53中基于由取得部51取得的与残余应力分布有关的信息来确定。例如,通过激光的多次照射,从几个部位到几万个部位都沿着表面10a形成第一区域α。
[0074]
在本实施方式中,在设表面10a中的单位区域r5的面积为s1,且设被激光l照射的一个照射部位p的面积为s2,且设通过一次照射而向单位区域r5照射的照射部位p的数量为n的情况下,(n
×
s2/s1)《0.5成立。换言之,在一个单位区域r5中,被激光l照射的照射部位p的面积合计是一个单位区域r5的面积的一半以下。在该情况下,在表面10a上,单位区域r5中的被赋予压缩残余应力的第二区域β的面积比例提高。
[0075]
如上制造加工物15。加工物15具备包含表面10a的加工部分16。加工部分16的热传导率例如为20w/m
·
k以下。加工部分16含有金属。例如,加工部分16含有钛及钛合金中的至少一种。如图2的(a)及图2的(b)所示,在加工部分16沿着表面10a形成有上述多个第一区域α和第二区域β。在从与表面10a正交的方向观察的情况下,各第一区域α彼此分离地配置,并且被第二区域β包围。换言之,多个第一区域α沿着表面10a离散地形成。所谓“离散地形成”,是指以散布的方式形成。
[0076]
加工部分16包含塑性变形区域r1及金属流动区域r2。在从与表面10a正交的方向观察的情况下,塑性变形区域r1及金属流动区域r2形成于与多个第一区域α对应的位置。塑性变形区域r1及金属流动区域r2包含在第二区域β中。塑性变形区域r1及金属流动区域r2包围对应的第一区域α。在从与表面10a正交的方向观察的情况下,金属流动区域r2包围塑性变形区域r1。金属流动区域r2形成于塑性变形区域r1的周围。对应于各第一区域α的塑性变形区域r1形成为不与彼此相邻的塑性变形区域r1重叠。对应于各第一区域α的金属流动区域r2形成为与彼此相邻的金属流动区域r2重叠。
[0077]
彼此相邻的第一区域α的最短距离例如是第一区域α的最大宽度的(2π)
1/2
倍以上。在该情况下,满足(n
×
s2/s1)《0.5。另外,彼此相邻的第一区域α的最短距离例如小于第一区域α的最大宽度的10倍。在该情况下,可容易实现彼此相邻的塑性变形区域r1不重叠,且彼
此相邻的金属流动区域r2重叠的结构。
[0078]
在本实施方式中,在加工物15中,在从与表面10a正交的方向观察的情况下,各第一区域α沿着表面10a排列为矩阵状。在本实施方式中,第一区域α的最大宽度为1mm,彼此相邻的第一区域α的最短距离为3mm,多个第一区域α以等间隔的方式排列。“等间隔”包含制造误差范围。彼此相邻的第一区域α的距离是指各第一区域α的中心间的距离。
[0079]
第一区域α的位置及大小与照射部位p的位置及大小同等。因此,第一区域α的最大宽度与表面10a中的激光光斑的最大宽度同等。彼此相邻的第一区域α的最短距离与表面10a中的彼此相邻的激光光斑的最短距离同等。塑性变形区域r1及金属流动区域r2的大小依赖于向表面10a照射的激光的条件。如果表面10a中的彼此相邻的激光光斑的最短距离小于这些激光光斑的最大宽度的10倍,则容易实现彼此相邻的塑性变形区域r1不重叠,且彼此相邻的金属流动区域r2重叠的结构。
[0080]
在与表面10a正交的方向上,加工物15的各第一区域α的厚度例如为表面10a的表面粗糙度的最大值以下。在与表面10a正交的方向上,加工物15的各第一区域α的最大厚度例如为50μm以下。在与表面10a正交的方向上,加工物15的第二区域β的最大厚度例如比各第一区域α的最大厚度大。例如,在与表面10a正交的方向上,加工物15的第二区域β的最大厚度为各第一区域α的最大厚度的2倍以上。例如,在由钛构成的加工对象物10被60gw/cm2的强度的激光l照射到各照射部位p的情况下,在与表面10a正交的方向上,加工物15的各第一区域α的厚度为50μm,加工物15的各第二区域β的厚度为500μm。
[0081]
在本实施方式中,各第一区域α中的拉伸残余应力的残余应力值为加工对象物10的表面10a的屈服应力以下。例如,在加工对象物10由钛构成的情况下,各第一区域α中的拉伸残余应力的残余应力值为钛的屈服应力以下。
[0082]
接着,参照图7至图10对用于激光喷丸处理的数据集的制作方法的一例进行说明。控制部5的确定部53在处理s2中,基于例如预存储于存储部52的数据集及由用户输入的信息,确定设定于激光射出部2及位置调整部3的参数。图7是表示数据集的制作方法的流程图。图8是表示向加工对象物的一个照射部位p照射了激光时的残余应力分布的图。图9的(a)及图9的(b)是表示所估计的二维残余应力分布的图。图10的(a)及图10的(b)是表示所合成的残余应力分布的图。图8、图9的(a)、图9的(b)、图10的(a)及图10的(b)表示加工对象物由sus304构成时的数据。在该情况下,加工对象物的热传导率也是20w/m
·
k以下。
[0083]
数据集例如包含加工对象物10中所含的材料、与赋予加工对象物10的残余应力分布有关的信息、与向加工对象物10照射的激光有关的信息。在数据集中,各种信息都是彼此关联的。在数据集中,例如,加工对象物的材料的种类、赋予加工物的压缩残余应力值、一次照射中的单位区域r5的面积、从激光系统21发出的激光的输出能量彼此关联。在数据集中,还可以对这些各种信息关联与空间光相位调制部25或光衍射部28的设定有关的信息。与空间光相位调制部25或光衍射部28的设定有关的信息例如包含与从激光射出部2射出的激光的光束图案有关的信息、或者与在一次照射中形成于单位区域r5的残余应力分布有关的信息。制作出的数据集预存储于存储部52。在本实施方式中,数据集的制作是在加工物的制造前另外进行的。
[0084]
首先,准备加工对象物70(处理s51)。在处理s51中所准备的加工对象物70具有与在处理s1中所准备的加工对象物10相同的构造。所谓“相同的构造”,是指在照射了相同条
件的激光的情况下在制造误差范围内形成相同残余应力分布的构造。在处理s51中,加工对象物70中所含的材料也可以存储于存储部52。
[0085]
接着,向一个照射部位照射激光(处理s52)。在处理s52中照射的激光具有与在处理s3中向一个照射部位p照射的激光l相同的光束直径及强度。“光束直径”是指向表面10a照射的位置处的光束直径。在处理s52中,与向加工对象物70照射的激光有关的信息也可以存储于存储部52。
[0086]
接着,测定残余应力分布(处理s53)。残余应力分布通过应力测定部4来测定。例如,残余应力分布通过x射线衍射装置来测定。例如,通过x射线衍射装置,每隔所照射的激光的光束直径的1/10以下的距离,测定一次残余应力值数据。在图8中绘制出了所测定的数据,示出了在处理s53中测定出的残余应力分布。在图8所示的曲线图中,横轴表示距照射了激光的照射部位p的中心的距离,纵轴表示各位置处的残余应力值。在图8中,区域γ是表面10a中的照射了激光的照射部位p的区域。在本实施方式中,在处理s53中测定的残余应力分布是平行于表面10a的方向上的分布,且是一维下的分布。
[0087]
在本实施方式中,正的残余应力值表示拉伸残余应力,负的残余应力值表示压缩残余应力。在图8中,在残余应力值为正的位置赋予拉伸残余应力,在残余应力值为负的位置赋予压缩残余应力。如图8所示,在照射了激光的区域γ赋予拉伸残余应力,在区域γ的周边赋予压缩残余应力。塑性变形区域r1的大小也依赖于加工对象物的屈服应力。
[0088]
接着,基于处理s53中的测定结果,估计向一个照射部位p照射了激光时的二维残余应力分布(处理s54)。例如,如图9的(a)所示,控制部5在处理s53中测定出的残余应力分布中,以穿过照射了激光的照射部位p的中心的轴为对称轴,取得反射对称的数据。接着,控制部5取得以上述对称轴为中心而旋转后的数据作为二维残余应力分布。在图9的(b)中示出了从与表面10a正交的方向观察所取得的二维残余应力分布时的状态。在图9的(b)中,通过与残余应力值的值对应的色调,来表示残余应力分布。这样,控制部5例如基于在处理s53中测定出的残余应力分布,估计且取得向一个照射部位p照射了激光时的二维残余应力分布。
[0089]
接着,基于处理s54中的估计结果,估计因向多个照射部位p照射激光而形成的残余应力分布(处理s55)。例如,通过将在处理s54中取得的二维残余应力分布合成,来估计向多个照射部位p照射了激光时的残余应力分布。通过调整激光的照射间隔,来调整第二区域β中的残余应力值。在图10的(a)中示出了从与表面10a正交的方向观察在处理s55中估计出的残余应力分布时的状态的一例。在图10的(a)所示的残余应力分布中,以被赋予了所期望的压缩残余应力值的区域变大的方式设定激光的照射间隔。图10的(b)是在处理s55中设计出的残余应力分布的曲线图。与图8同样,在图10的(b)中,横轴表示距照射了激光的照射部位p的中心的距离,纵轴表示各位置处的残余应力值。在处理s55中,与所估计的残余应力分布有关的信息也可以存储于存储部52。
[0090]
接着,使与处理s55中估计出的残余应力分布对应的各种信息彼此关联(处理s56)。例如,加工对象物70中所含的材料、从激光射出部2射出的激光的输出能量、在处理s55中估计出的残余应力分布中的残余应力值都彼此关联,且存储于存储部52。从激光射出部2射出的激光的输出能量例如根据在处理s52中向加工对象物70照射的激光的强度、在单位区域r5中照射激光的照射部位p的数量等而运算出。
[0091]
通过变更各种条件并重复进行处理s51至处理s56,制作用于激光喷丸处理的数据集。要变更的各种条件例如包含加工对象物70中所含的材料、向加工对象物70照射的激光的输出能量、在处理s55中调整的激光的照射间隔。所制作的数据集被存储于存储部52,在处理s3中由取得部51读出。例如,取得部51在由用户输入了加工对象物10的材料种类、要赋予的压缩残余应力值、一次照射中的单位区域r5的面积的情况下,取得与数据集中所输入的信息相关联的激光的输出能量。
[0092]
在本实施方式中,处理s51至处理s56在加工装置1、1a的外部的装置中进行。上述的处理s52也可以根据来自控制部5的指示,由激光射出部2及位置调整部3进行。上述的处理s53也可以根据来自控制部5的指示,由应力测定部4进行。上述的处理s54至处理s56例如也可以在控制部5中进行。
[0093]
接着,对上述加工物的制造方法、加工物及加工装置的作用效果进行说明。
[0094]
在进行激光喷丸处理的情况下,通过照射激光la,在加工对象物中产生金属流动。通过累积金属流动带来的影响,加工对象物10有可能弯曲。图11表示通过现有激光的照射而加工对象物10弯曲后的状态。另外,在通过连续照射激光而拉伸残余应力被连续赋予较大区域的情况下,表面10a的强度降低。例如,在通过激光la沿表面10a扫描而连续照射到表面10a的情况下,连续地配置被赋予了拉伸残余应力的区域。在该情况下,表面10a的强度降低,容易产生经年劣化。
[0095]
在上述加工物的制造方法中,在从与表面10a正交的方向观察的情况下,被赋予了拉伸残余应力的各第一区域α形成为彼此分离,并且被被赋予了压缩残余应力的第二区域β包围。在该情况下,既可通过被赋予了拉伸残余应力的第一区域α的影响来抑制弯曲,又可通过压缩残余应力来提高表面强度。因此,可制造出抑制弯曲并且提高了表面强度的加工物。特别是在加工物为薄板的情况下,可显著地抑制弯曲。
[0096]
在上述的制造方法中,激光l向多个照射部位p照射,以使通过塑性变形形成的塑性变形区域r1形成于与各照射部位p对应的位置。对应于各照射部位p的塑性变形区域r1形成为不与彼此相邻的塑性变形区域r1重叠。在塑性变形区域r1不重叠的情况下,与塑性变形区域r1重叠的情况相比,可抑制塑性变形,沿着表面10a的方向上的加工对象物10的变形也小。因此,可进一步抑制加工物的弯曲。
[0097]
在上述的制造方法中,激光l向多个照射部位p照射,以使通过金属流动形成的金属流动区域r2形成于与各照射部位p对应的位置。对应于各照射部位p的金属流动区域r2以与彼此相邻的金属流动区域r2重叠的方式被照射。在该情况下,在彼此相邻的金属流动区域r2中,在彼此相对的方向上产生金属流动。因此,在彼此相邻的照射部位p之间,由金属流动引起的变形发生干扰。其结果是,在抑制激光l的能量的同时,在彼此相邻的照射部位p之间进一步提高压缩残余应力。另外,因为利用远离照射部位p的位置处的变形的干扰,所以既能够降低向加工对象物照射的激光l的能量,又能够扩大或维持被赋予压缩残余应力的区域。例如,与遍及加工对象物10的表面10a整体扫描激光l的情况相比,遍及表面10a整体的加工所需要的能量降低。
[0098]
在上述的制造方法中,激光l同时向多个照射部位p照射。在该情况下,由激光l的照射引起的金属流动在对应于各照射部位p的位置同时产生。因为在彼此相邻的金属流动区域r2中,在彼此相对的方向上同时产生金属流动,所以在彼此相邻的照射部位p之间,压
缩残余应力进一步提高。另外,各金属流动区域r2中的金属流动带来的影响通过相邻的金属流动区域r2中的金属流动而抵消。因此,抑制由金属流动引起的加工物的弯曲。
[0099]
在上述的制造法方法中,加工对象物10含有钛及钛合金中的至少一种。在该情况下,可抑制加工对象物10的热传导率。例如,加工对象物10的热传导率可被抑制到20w/m
·
k以下。其结果是,被赋予拉伸残余应力的第一区域α相对于被赋予压缩残余应力的第二区域β的大小比率实现平衡。与加工对象物10由其他材料构成的情况相比,第一区域α的厚度在与表面10a正交的方向上形成得较小。因此,与加工对象物10由其他材料构成的情况相比,第一区域α相对于第二区域β的大小比率较小。
[0100]
在加工物15中,在从与表面正交的方向观察的情况下,被赋予了拉伸残余应力的各第一区域α彼此分离,并且被被赋予了压缩残余应力的第二区域β包围。在该情况下,既可通过被赋予了拉伸残余应力的第一区域α的影响来抑制弯曲,又可通过压缩残余应力来提高表面强度。
[0101]
在加工部分16中,对应于各第一区域α的塑性变形区域r1形成为不与彼此相邻的塑性变形区域r1重叠。因此,容易实现提高了表面强度的加工物。
[0102]
在加工部分16中,对应于各第一区域α的金属流动区域r2形成为与彼此相邻的金属流动区域r2重叠。因此,实现进一步提高了表面的压缩残余应力的加工物。
[0103]
在加工物15中,加工部分16含有钛及钛合金中的至少一种。在该情况下,实现被赋予拉伸残余应力的第一区域α相对于被赋予压缩残余应力的第二区域β的比率的平衡。其结果是,可抑制制造成本。
[0104]
在加工装置1、1a中,控制部5控制激光射出部2及位置调整部3中的至少一方,使得在从与表面10a正交的方向观察的情况下,各第一区域α彼此分离,并且被第二区域β包围。在该情况下,既可通过被赋予了拉伸残余应力的第一区域α的影响来抑制弯曲,又可通过压缩残余应力来提高表面强度。
[0105]
在加工装置1、1a中,控制部5控制激光射出部2及位置调整部3中的至少一个,使得通过由向多个照射部位p照射激光l引起的塑性变形,在对应于各照射部位p的位置形成塑性变形区域r1,且对应于各照射部位p的塑性变形区域r1不与彼此相邻的塑性变形区域r1重叠。在该情况下,可进一步抑制加工物的弯曲。
[0106]
在加工装置1、1a中,控制部5控制激光射出部2及位置调整部3中的至少一个,使得通过由向多个照射部位p照射激光l引起的金属流动,在对应于各照射部位p的位置形成金属流动区域r2,且对应于各照射部位p的金属流动区域r2与彼此相邻的金属流动区域r2重叠。在该情况下,在彼此相邻的金属流动区域r2中,在彼此相对的方向上产生金属流动。因此,在彼此相邻的照射部位p之间,由金属流动引起的变形发生干扰。其结果是,在彼此相邻的照射部位p之间,压缩残余应力进一步提高。
[0107]
在加工装置1、1a中,控制部5控制激光射出部2及位置调整部3中的至少一个,以使激光l同时向多个照射部位p照射。在该情况下,由激光l的照射引起的金属流动在对应于各照射部位p的位置同时产生。因为在彼此相邻的金属流动区域r2中,在彼此相对的方向上同时产生金属流动,所以在彼此相邻的照射部位p之间,压缩残余应力进一步提高。另外,各金属流动区域r2的金属流动的影响通过相邻的金属流动区域r2的金属流动而抵消。因此,由金属流动引起的加工物的弯曲得到抑制。
[0108]
在加工装置1、1a中,控制部5包含取得部51和确定部53。取得部51取得与通过激光l的照射赋予加工对象物10的残余应力分布有关的信息。确定部53基于由取得部51取得的信息,确定照射激光l的照射部位p。在该情况下,加工装置1、1a按照预设定的信息,进行激光喷丸处理。其结果是,加工装置1、1a能够容易实现多个第一区域α分离的结构。
[0109]
以上,对本发明的实施方式及变形例进行了说明,但本发明不一定限定于上述的实施方式及变形例,可在不脱离其宗旨的范围内进行各种变更。
[0110]
例如,在上述的实施方式及变形例中,设定于激光射出部2的参数是根据来自控制部5的指示而设定的。但是,设定于激光射出部2的参数也可以预先设定,并不依赖于来自控制部5的指示,还可以由用户来设定。例如,从激光系统21发出的激光的输出能量及从空间光相位调制部25输出的激光的波面形状也可以由用户来设定。
[0111]
在上述的实施方式中,激光l同时向多个照射部位p照射。但是,激光l也可以依次向多个照射部位p照射。
[0112]
在上述的实施方式中,加工对象物10的表面10a露出,激光l直接照射到表面10a。如图12所示,也可以在加工对象物10的表面10a上形成牺牲层90,然后向被牺牲层90覆盖的表面10a照射激光l。换言之,在处理s1及处理s51中,也可以准备表面10a被牺牲层90覆盖的加工对象物。在该情况下,通过牺牲层90的材质及厚度,来调整赋予表面10a的热量。其结果是,可不依赖于加工对象物10的材料,来调整被赋予了拉伸残余应力的第一区域α的大小。
[0113]
上述的实施方式及变形例的数据集的制作是在加工物的制造前另外进行的,但也可以在加工物的制造方法的流程中进行。在该情况下,处理s51与处理s1相同。例如,在处理s1和处理s2之间进行处理s52至处理s55。
[0114]
加工对象物10的材料也可以为钛、钛合金及sus304以外的金属。在该情况下,为了针对被赋予拉伸残余应力的第一区域α相对于被赋予压缩残余应力的第二区域β的大小比率实现平衡,作为加工对象物10的材料,优选使用热传导率为20w/m
·
k以下的金属。
[0115]
在上述的实施方式及变形例中,在从与表面10a正交的方向观察的情况下,第一区域α用圆形状表示。但是,第一区域α的形状不限定于此。例如,在从与表面10a正交的方向观察的情况下,第一区域α也可以为矩形。
[0116]
在上述的实施方式及变形例中,多次激光的照射是对表面10a进行的。但是,向表面10a的激光照射也可以为一次。在该情况下,也向多个照射部位p同时照射激光l。
[0117]
附图标记说明
[0118]
1、1a
……
加工装置;2
……
激光射出部;3
……
位置调整部;5
……
控制部;10
……
加工对象物;10a
……
表面;15
……
加工物;16
……
加工部分;51
……
取得部;53
……
确定部;l
……
激光;p
……
照射部位;r1
……
塑性变形区域;r2
……
金属流动区域;α
……
第一区域;β
……
第二区域。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1