使用改性脉冲串分布来激光加工透明工件的方法与流程
文档序号:33188533发布日期:2023-02-04 07:30阅读:73来源:国知局
使用改性脉冲串分布来激光加工透明工件的方法
1.本技术根据35 usc
§
119(e)要求于2020年6月4日提交的美国临时专利申请号63/034701的优先权,该申请内容通过引用全文纳入本文。
2.背景
技术领域
3.本说明书一般涉及使用脉冲激光束来激光加工脆性基材,例如玻璃基材和玻璃陶瓷基材的设备和方法。
背景技术:
4.材料的激光加工领域涵盖各种应用,这些应用涉及不同类型的材料的切割、钻孔、研磨、焊接、熔化等。在这些工艺中,特别受到关注的工艺是在可用于生产玻璃或其他透明材料以用于各种应用[包括运载工具玻璃(例如,运载工具窗或挡风玻璃)]的工艺中切割或分离透明基材。
[0005]
从工艺开发和成本方面看,有许多机会来改进玻璃基材的切割和分离。与目前在市场上实施的方法相比,获得更快、更清洁、更便宜、可重复性更高且更可靠的分离玻璃基材的方法是受到极大关注的。因此,需要用于分离玻璃基材的替代性的改进方法。
技术实现要素:
[0006]
根据本公开的第1方面,一种激光加工透明工件的方法包括:将脉冲激光束引导到透明工件中。所述脉冲激光束包括脉冲串,每个脉冲串具有2个或更多个子脉冲,脉冲激光束的每个脉冲串具有380ns或更大的脉冲串持续时间t
bd
;并且脉冲激光束在透明工件中形成脉冲激光束焦线,所述脉冲激光束焦线在透明工件中诱导吸收,所述诱导吸收在透明工件中产生缺陷。脉冲激光束焦线包括波长λ,光斑尺寸wo和瑞利范围zr,所述瑞利范围zr大于其中,fd是无量纲的发散因子,其包括大于或等于10的数值。
[0007]
本公开的第2方面包括第1方面的方法,其中,脉冲激光束的每个脉冲串具有400ns或更大的脉冲串持续时间。
[0008]
本公开的第3方面包括第1方面或第2方面的方法,其中,脉冲激光束的每个脉冲串具有25ns或更大的子脉冲周期t
p
。
[0009]
本公开的第4方面包括前述任一方面的方法,其中,脉冲激光束的每个脉冲串具有50ns或更大的子脉冲周期t
p
。
[0010]
本公开的第5方面包括前述任一方面的方法,其中,脉冲激光束的每个脉冲串具有400ns或更大的脉冲串持续时间t
bd
和50ns或更大的子脉冲周期t
p
。
[0011]
本公开的第6方面包括前述任一方面的方法,其中,所述方法产生多个缺陷,并且在所述多个缺陷的相邻缺陷之间的间距小于或等于35μm。
[0012]
本公开的第7方面包括前述任一方面的方法,其中,所述方法产生多个缺陷,并且
在所述多个缺陷的相邻缺陷之间的间距为10μm至30μm。
[0013]
本公开的第8方面包括前述任一方面的方法,其中,脉冲激光束的每个脉冲串具有2个子脉冲至5个子脉冲。
[0014]
本公开的第9方面包括前述任一方面的方法,其中,脉冲激光束的每个脉冲串具有大于100μj的脉冲串能量。
[0015]
本公开的第10方面包括前述任一方面的方法,其中,脉冲激光束的每个脉冲串具有大于500μj的脉冲串能量。
[0016]
本公开的第11方面包括前述任一方面的方法,其中,脉冲串中的每个子脉冲的能量与脉冲串中的其他子脉冲的能量相差小于或等于10%。
[0017]
本公开的第12方面包括前述任一方面的方法,其中,脉冲串中的每个子脉冲的能量与其他子脉冲的能量相差小于或等于5%。
[0018]
本公开的第13方面包括前述任一方面的方法,其中,脉冲串中的每个子脉冲的能量与其他子脉冲的能量相差小于或等于1%。
[0019]
本公开的第14方面包括前述任一方面的方法,其还包括:使透明工件和脉冲激光束中的至少一者沿着轮廓线相对于彼此平移,以在透明工件中形成具有多个缺陷的轮廓,其中,所述轮廓是线性的。
[0020]
本公开的第15方面包括第14方面的方法,其中,当通过处于张力的激光入射侧(lit)或处于压缩的激光入射侧(lic)中的任一者测量时,轮廓具有20mpa或更小的抗断裂性。
[0021]
本公开的第16方面包括第14方面或第15方面的方法,其中,当通过lit或lic中的任一者测量时,轮廓具有10mpa或更小的抗断裂性。
[0022]
本公开的第17方面包括第14至16方面中的任一方面的方法,其中,当通过lit或lic中的任一者测量时,轮廓具有5mpa或更小的抗断裂性。
[0023]
本公开的第18方面包括第14至17方面中的任一方面的方法,其中,轮廓的抗断裂性是定向均匀的抗断裂性。
[0024]
本公开的第19方面包括第14至18方面中的任一方面的方法,其还包括:向轮廓施加应力,以沿着轮廓分离透明工件。
[0025]
本公开的第20方面包括第19方面的方法,其中,所述应力是热应力、机械应力或其组合。
[0026]
本公开的第21方面包括前述任一方面的方法,其中,在照射透明工件之前,脉冲激光束先穿过非球面光学元件。
[0027]
本公开的第22方面包括第21方面的方法,其中,非球面光学元件包括折射轴棱锥、反射轴棱锥、负轴棱锥、衍射光学器件或立方体形状的光学元件。
[0028]
本公开的第23方面包括前述任一方面的方法,其中,无量纲的发散因子fd是约10至约2000的数值。
[0029]
本公开的第24方面包括前述任一方面的方法,其中,透明工件包括硼硅酸盐玻璃、钠钙玻璃、铝硅酸盐玻璃、碱金属铝硅酸盐玻璃、碱土金属铝硅酸盐玻璃、碱土金属硼铝硅酸盐玻璃、熔凝二氧化硅、蓝宝石、硅或砷化镓。
[0030]
本公开的第25方面包括前述任一方面的方法,其中,脉冲激光束焦线的截面是非
轴对称截面形状,以使得缺陷包括非轴对称截面形状。
[0031]
本公开的第26方面包括前述任一方面的方法,其中,脉冲激光束穿过位于透明工件上游的非线性光学晶体,所述非线性光学晶体将波长λ转换成波长λ的谐波,脉冲激光束焦线由波长λ的谐波形成。
[0032]
本公开的第27方面包括第26方面的方法,其中,子脉冲具有波长λ的谐波,并且脉冲串中的每个子脉冲的能量与脉冲串中的其他子脉冲的能量相差小于或等于10%。
[0033]
本公开的第28方面包括前述任一方面的方法,其中,在波长λ下,透明工件在光束传输方向上具有小于20%/mm的因线性吸收和散射导致的组合损耗。
[0034]
本公开的第29方面包括前述任一方面的方法,其中,脉冲激光束的波长λ小于600nm。
[0035]
本公开的第30方面包括第29方面的方法,其中,脉冲激光束的波长λ是532nm、515nm、355nm和343nm中的一种。
[0036]
本公开的第31方面包括第30方面的方法,其中,脉冲激光束的每个脉冲串具有2个子脉冲至4个子脉冲。
[0037]
根据本公开的第32方面,一种激光加工透明工件的方法包括:将脉冲激光束引导到透明工件的第一表面中,所述脉冲激光束沿着光束路径取向并且由脉冲光束源输出。所述脉冲激光束包括脉冲串,每个脉冲串具有2个或更多个子脉冲,子脉冲周期t
p
为25ns或更大,并且脉冲激光束在透明工件中形成脉冲激光束焦线,所述脉冲激光束焦线在透明工件中产生诱导吸收,所述诱导吸收在透明工件中产生缺陷。脉冲激光束焦线包括波长λ,光斑尺寸wo和瑞利范围zr,所述瑞利范围zr大于其中,fd是无量纲的发散因子,其包括大于或等于10的数值。
[0038]
本公开的第33方面包括第32方面的方法,其中,子脉冲周期t
p
大于或等于50ns。
[0039]
本公开的第34方面包括第32或33方面的方法,其中,脉冲激光束的每个脉冲串具有2个子脉冲至5个子脉冲。
[0040]
本公开的第35方面包括第32至34方面中任一方面的方法,其中,脉冲串中的每个子脉冲的能量与脉冲串中的其他子脉冲的能量相差小于或等于5%。
[0041]
本公开的第36方面包括第32至35方面中任一方面的方法,其还包括:使透明工件和脉冲激光束中的至少一者沿着轮廓线相对于彼此平移,以形成包括多个缺陷的轮廓,其中,所述轮廓是线性的,并且当通过lit或lic中的任一者测量时,具有小于或等于20mpa的抗断裂性。
[0042]
本公开的第37方面包括第36方面的方法,其中,当通过lit或lic中的任一者测量时,轮廓具有10mpa或更小的抗断裂性。
[0043]
本公开的第38方面包括第36方面的方法,其中,当通过lit或lic中的任一者测量时,轮廓具有5mpa或更小的抗断裂性。
[0044]
本公开的第39方面包括第36至38方面中的任一方面的方法,其中,所述多个缺陷的相邻缺陷之间的间距为10μm至30μm。
[0045]
根据本公开的第40方面,一种透明工件,其包括与第二表面相对的第一表面以及在第一表面与第二表面之间且位于透明工件中的多个缺陷,该多个缺陷限定了该多个缺陷
的轮廓。所述多个缺陷中的每个缺陷包括7μm或更大的缺陷直径,所述多个缺陷中的每个缺陷包括相对于透明工件的未改性区域的改性折射率,并且所述多个缺陷中的每个缺陷通过在透明工件中的激光产生的诱导吸收来形成。
[0046]
本公开的第41方面包括第40方面的方法,其中,所述多个缺陷中的每个缺陷具有大于或等于8μm的直径。
[0047]
本公开的第42方面包括第40方面或41方面的方法,其中,所述多个缺陷的轮廓是线性的。
[0048]
本公开的第43方面包括第40至42方面的方法,其中,所述多个缺陷中的每个缺陷从第一表面延伸到第二表面。
[0049]
本公开的第44方面包括第40至43方面的方法,其中,所述多个缺陷的相邻缺陷之间的间距为10μm至30μm。
[0050]
本公开的第45方面包括第40至44方面的方法,其中,透明工件是无应力的。
[0051]
本公开的第46方面包括第40至45方面的方法,其中,轮廓是线性的,并且当通过lit或lic中的任一者测量时,轮廓具有20mpa或更小的抗断裂性。
[0052]
本公开的第47方面包括第46方面的方法,其中,轮廓是线性的,并且当通过lit或lic中的任一者测量时,轮廓具有10mpa或更小的抗断裂性。
[0053]
本公开的第48方面包括第46方面的方法,其中,轮廓是线性的,并且当通过lit或lic中的任一者测量时,轮廓具有5mpa或更小的抗断裂性。
[0054]
本公开的第49方面包括第40至48方面中的任一方面的方法,其中,透明工件是硼硅酸盐玻璃、钠钙玻璃、铝硅酸盐玻璃、碱金属铝硅酸盐玻璃、碱土金属铝硅酸盐玻璃、碱土金属硼铝硅酸盐玻璃、熔凝二氧化硅、蓝宝石、硅或砷化镓。
[0055]
在以下的具体实施方式中提出了本文所述的方法和系统的其他特征和优点,其中的部分特征和优点对本领域的技术人员而言,根据所作描述就容易看出,或者通过实施包括以下具体实施方式、权利要求书以及附图在内的本文描述的实施方式而被认识。
[0056]
应理解,前述的一般性描述和下文的具体实施方式都描述了各个实施方式且都旨在提供用于理解所要求保护的主题的性质和特性的总体评述或框架。包括的附图提供了对各个实施方式的进一步理解,附图并入本说明书中并构成说明书的一部分。附图例示了本文所描述的各个实施方式,并且与说明书一起用于解释所要求保护的主题的原理和操作。
附图说明
[0057]
附图列出的实施方式本质上是说明性和示例性的,并不旨在限制通过权利要求所限定的主题。结合以下附图阅读可以理解如下示意性实施方式的详细描述,其中相同的结构用相同的附图标记表示,其中:
[0058]
图1a根据本文所述的一个或多个实施方式,示意性描绘了在透明工件中的缺陷轮廓的形成;
[0059]
图1b根据本文所述的一个或多个实施方式,示意性描绘了在透明工件的加工期间的一个示例性脉冲激光束焦线;
[0060]
图2a根据本文所述的一个或多个实施方式,示意性描绘了用于脉冲激光加工的光学组件;
[0061]
图2b根据本文所示和所述的一个或多个实施方式,示意性描绘了使用图2a的光学组件形成的包含缺陷轮廓的透明工件;
[0062]
图2c根据本文所示和所述的一个或多个实施方式,示意性描绘了经历四点弯曲测试的图2b的透明工件;
[0063]
图3a根据本文所述的一个或多个实施方式,图示了示例性脉冲串中的激光脉冲的相对强度与时间的关系;
[0064]
图3b根据本文所述的一个或多个实施方式,图示了另一个示例性脉冲串中的激光脉冲的相对强度与时间的关系;
[0065]
图4a根据本文所示和所述的一个或多个实施方式,图示了示例性缺陷轮廓的抗断裂性随着用于形成示例性缺陷轮廓的脉冲串的总脉冲串持续时间的变化;
[0066]
图4b根据本文所示和所述的一个或多个实施方式,图示了示例性缺陷轮廓的抗断裂性随着用于形成示例性缺陷轮廓的脉冲串的子脉冲数的变化;
[0067]
图5根据本文所示和所述的一个或多个实施方式,图示了示例性缺陷轮廓的抗断裂性随着用于形成示例性缺陷轮廓的脉冲串的子脉冲周期的变化;
[0068]
图6根据本文所示和所述的一个或多个实施方式,图示了示例性缺陷轮廓的抗断裂性随着用于形成示例性缺陷轮廓的脉冲串的子脉冲周期的变化;
[0069]
图7a根据本文所述的一个或多个实施方式,图示了另一个示例性脉冲串中的激光脉冲的相对强度与时间关系;
[0070]
图7b是根据本文所述的一个或多个实施方式,使用图7a的脉冲串形成的示例性缺陷轮廓的灰度图像;
[0071]
图7c根据本文所述的一个或多个实施方式,图示了另一个示例性脉冲串中的激光脉冲的相对强度与时间的关系;
[0072]
图7d是根据本文所述的一个或多个实施方式,使用图7c的脉冲串形成的示例性缺陷轮廓的灰度图像;
[0073]
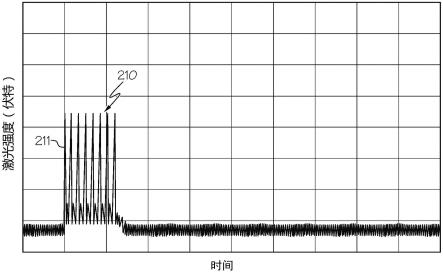
图7e根据本文所述的一个或多个实施方式,图示了另一个示例性脉冲串中的激光脉冲的相对强度与时间的关系;
[0074]
图7f是根据本文所述的一个或多个实施方式,使用图7e的脉冲串形成的示例性缺陷轮廓的灰度图像;
[0075]
图8根据本文所示和所述的一个或多个实施方式,图示了示例性缺陷的缺陷直径随着用于形成示例性缺陷轮廓的脉冲串的子脉冲周期的变化;
[0076]
图9根据本文所示和所述的一个或多个实施方式,图示了示例性缺陷轮廓的抗断裂性随着示例性缺陷轮廓中的缺陷间距的变化;
[0077]
图10根据本文所示和所述的一个或多个实施方式,图示了使用具有不同子脉冲周期的脉冲串形成的三种轮廓的最佳缺陷间距;
[0078]
图11a1根据本文所示和所述的一个或多个实施方式,描绘了一种示例性脉冲激光束焦线的截面光束图;
[0079]
图11a2根据本文所示和所述的一个或多个实施方式,描绘了另一种示例性脉冲激光束焦线的截面光束图;
[0080]
图11a3根据本文所示和所述的一个或多个实施方式,描绘了另一种示例性脉冲激
光束焦线的截面光束图;
[0081]
图11a4根据本文所示和所述的一个或多个实施方式,描绘了另一种示例性脉冲激光束焦线的截面光束图;
[0082]
图11b根据本文所示和所述的一个或多个实施方式,描绘了使用具有图11a1-11a4的截面光束图的示例性脉冲激光束焦线形成的示例性缺陷;以及
[0083]
图12根据本文所示和所述的一个或多个实施方式,图示了示例性缺陷轮廓的抗断裂性随着示例性缺陷轮廓中的相邻缺陷之间的间距的变化。
具体实施方式
[0084]
现将详细参考使用脉冲激光束来激光加工透明工件的实施方式,这些实施方式的实例在附图中例示出。只要可能,在附图中使用相同的附图标记表示相同或相似的部分。根据本文所述的一个或多个实施方式,可以对透明工件进行激光加工以在透明工件中形成轮廓,该轮廓包括沿着用于分离透明工件的预期分离线的一系列缺陷。本文所述的激光加工方法使用以脉冲串产生的脉冲激光束,每个脉冲串具有两个或更多个子脉冲,其中,脉冲串的子脉冲的相对能量和时间经过了定制,以促进形成高品质缺陷,而该高品质缺陷形成抗断裂性低的轮廓。特别地,当由脉冲串持续时间增加和/或子脉冲周期增加的脉冲串形成缺陷时,轮廓的抗断裂性可以得到减小。通过定制脉冲串以最大程度地减小抗断裂性,可以采用脉冲串能量更低的脉冲串和更大的缺陷间距,同时仍然保留足够低的抗断裂性。较大的缺陷间距意味着可以实现更快的线性切割速度,并且低脉冲串能量、大缺陷间距和低抗断裂性的组合使得通过沿着轮廓分离透明工件形成的所得到的分离后的制品中的损伤最小化,这使得通过沿着轮廓分离所形成的表面具有高的边缘强度。本文将具体参照附图来描述激光加工透明工件的各个实施方式。
[0085]
本文所用的“激光加工”包括将激光束引导到透明工件上和/或透明工件中。在一些实施方式中,激光加工还包括:相对于透明工件平移激光束,例如,沿着轮廓线或其他路径。激光加工的实例包括使用激光束形成包含一系列延伸到透明工件中的缺陷的轮廓,以及使用红外激光束来加热透明工件。激光加工可以沿着一条或多条期望的分离线分离透明工件。然而,在一些实施方式中,可以采用额外的非激光步骤,例如,施加机械力来沿着一条或多条期望的分离线分离透明工件。
[0086]
如本文所用的“束斑”是指在透明工件的冲击表面处,在激光束的冲击位置处的激光束截面(例如,光束截面),所述冲击表面即激光束首先入射在其上的透明工件的表面。束斑是冲击位置处的截面。在本文所述的实施方式中,束斑有时被称为“轴对称”或“非轴对称”。如本文中所使用的,轴对称是指对于围绕中心轴的任何任意旋转角对称或者看上去对称的形状,“非轴对称”是指对于围绕中心轴的任何任意旋转角不对称的形状。旋转轴(例如,中心轴)最常被视为激光束的光轴(传输轴),其是在光束传输方向上延伸的轴,光束传输方向在本文中称为z方向。
[0087]
如本文所用的“上游”和“下游”是指沿着光束路径的两个位置或部件相对于光束源的相对位置。例如,沿着激光束穿过的路径,如果第一部件比第二部件更靠近光束源,则第一部件位于第二部件的上游。
[0088]
如本文中所使用的,“脉冲激光束焦线”是指脉冲激光束的相互作用(例如,交叉)
的光线的图案,其形成在光束传输方向上伸长的聚焦区域。在常规的激光加工中,脉冲激光束被紧紧地聚焦到焦点。焦点是脉冲激光束的最大强度的点,并且其位于透明工件中的焦平面处。相较之下,在脉冲激光束焦线的伸长聚焦区域中,脉冲激光束的最大强度的区域延伸出点之外而成为与光束传输方向对准的线。脉冲激光束焦线通过将相互作用(例如交叉)的脉冲激光束光线会聚以形成与光束传输方向对准的一系列连续的焦点来形成。本文所述的脉冲激光束焦线使用准无衍射光束形成,下文对其进行了详细的数学定义。
[0089]
如本文中所使用的,“轮廓线”对应于由激光束与透明工件的相对运动所得到的激光束与透明工件的入射表面的一组相交点。轮廓线的形状可以是线性、有角度的、多边形或弯曲的。轮廓线可以是闭合的(即,在透明工件的表面上限定了闭合区域)或开口的(即,在透明工件的表面上没有限定闭合区域)。轮廓线代表了有助于沿着其将透明工件分离成两个或更多个部分的边界。分离自发地发生或者在外部热能或机械能的帮助下发生。
[0090]
如本文中所使用的,“轮廓”是指通过激光束和透明工件沿着轮廓线相对运动,激光束在透明工件中形成的一组缺陷。缺陷沿着轮廓线间隔开,并且被完全包含在透明工件的内部中或者延伸穿过一个或多个表面而进入到透明工件的内部中。缺陷还可以延伸穿过透明工件的整个厚度。透明工件的分离通过将缺陷连接起来而发生,例如,通过裂纹扩展而发生。
[0091]
如本文所用的“缺陷”是指被激光束改性过的透明工件的区域。相对于透明工件的周围的未改性区域,缺陷包括具有改性折射率的透明工件区域。常见的缺陷包括结构改性区域,例如,空隙空间、裂纹、划痕、瑕疵、孔、穿孔、折射率变化处、致密化处,或者透明工件中的由脉冲激光束焦线产生的其他变形。在本文的各个实施方式中,缺陷还可以被称为缺陷线或损伤迹线。缺陷或损伤迹线通过使脉冲激光束焦线与透明工件相互作用来形成。如下文更完整描述的,脉冲激光束焦线通过脉冲激光产生。沿着轮廓线的特定位置处的缺陷由脉冲激光束焦线形成,所述脉冲激光束焦线通过单个激光脉冲在特定位置处产生,具有子脉冲的脉冲串在特定位置处产生,或者多个激光脉冲在特定位置处产生。激光束和透明工件沿着轮廓线相对运动得到了多个缺陷,该多个缺陷形成了轮廓。
[0092]
如本文中所使用的,短语“透明工件”意为由透明的玻璃、玻璃陶瓷或其他材料形成的工件,其中本文使用的术语“透明”意为对于每毫米的材料深度,材料具有小于20%的光学吸收,例如对于规定的脉冲激光波长,每毫米的材料深度具有小于10%的光学吸收,或者例如对于规定的脉冲激光波长,每毫米的材料深度具有小于1%的光学吸收。除非另外规定,否则对于每毫米的材料深度,材料具有小于约20%的线性光学吸收。透明工件可以具有约50微米(μm)至约10mm的深度(例如,厚度)(例如,约100μm至约5mm、或约0.5mm至约3mm)。透明工件可以包括由玻璃组合物形成的玻璃工件,所述玻璃组合物例如硼硅酸盐玻璃、钠钙玻璃、铝硅酸盐玻璃、碱金属铝硅酸盐玻璃、碱土金属铝硅酸盐玻璃、碱土金属硼铝硅酸盐玻璃、熔凝二氧化硅、或结晶材料(例如蓝宝石、硅、砷化镓)或其组合。在一些实施方式中,在激光加工透明工件之前或之后,可以通过热回火来强化透明工件。在一些实施方式中,所述玻璃可以是可离子交换的,使得在激光加工透明工件之前或之后,所述玻璃组合物可经受离子交换以用于玻璃强化。例如,透明工件可以包含经过离子交换的玻璃和可离子交换的玻璃,例如购自纽约州康宁市的康宁股份有限公司(corning incorporated)的康宁玻璃(例如,编号2318、编号2319和编号2320的玻璃)。另外,这些经过离子交换的
玻璃可以具有约6ppm/℃至约10ppm/℃的热膨胀系数(cte)。其他示例性透明工件可以包括购自纽约州康宁市的康宁股份有限公司的eagle和corning lotus
tm
。另外,透明工件可以包含对激光波长透明的其他组分,例如玻璃陶瓷或晶体,如蓝宝石或硒化锌。
[0093]
在离子交换处理中,透明工件表面层中的离子被具有相同价态或氧化态的更大的离子替代,例如通过将透明工件部分或完全浸没在离子交换浴中来进行。用较大离子替代较小离子造成压缩应力层从透明工件的一个或多个表面延伸到透明工件内的某个深度,这称为层深度。压缩应力被拉伸应力(被称为中心张力)层平衡,因此玻璃片中的净应力为零。在玻璃片的表面处形成压缩应力使得玻璃坚固并且抵抗机械损伤,由此,减缓了玻璃片因为未延伸穿过层深度的瑕疵所导致的灾难性失效。在一些实施方式中,透明工件的表面层中的较小的钠离子被较大的钾离子交换。在一些实施方式中,表面层中的离子以及较大的离子是单价的碱金属阳离子,例如li
+
(当玻璃中存在的时候)、na
+
、k
+
、rb
+
和cs
+
。或者,表面层中的单价阳离子可以被除了碱金属阳离子以外的单价阳离子,例如ag
+
、tl
+
、cu
+
等代替。
[0094]
如本文中所使用的,术语“准无衍射光束”用于描述具有低光束发散度的激光束,如下文从数学方面所描述的。特别地,在本文所述的实施方式中提供了用于形成缺陷轮廓的激光束。该激光束具有强度分布i(x,y,z),其中,z是激光束的光束传输方向,并且x和y是与光束传输方向垂直的方向,如图所示。x方向和y方向也可以被称为截面方向,并且x-y平面可以被称为截面平面。坐标和方向x、y和z在本文中也可分别被称为x、y和z。截面平面中的激光束的强度分布可以被称为截面强度分布。
[0095]
准无衍射激光束可以通过下述形成:将衍射激光束(例如高斯光束)冲击到相变光学元件(phase-altering optical element)之中、之上和/或通过相变光学元件,以改变光束的相位,从而减少光束发散,以及增加瑞利范围,如下文数学定义,所述相变光学元件例如适应性相变光学元件(例如,空间光调制器、适应性相位板、可变形镜等),静态相变光学元件(例如,静态相位板、非球面光学元件,如轴棱锥等)。示例性的准无衍射光束包括高斯-贝塞尔(gauss-bessel)光束、艾里(airy)光束、韦伯(weber)光束和贝塞尔光束。
[0096]
参考图1a和1b及2a,用于形成缺陷的脉冲激光束112还具有强度分布i(x,y,z),其中,z是脉冲激光束112的光束传输方向,并且x和y是与传输方向垂直的方向,如图所示。x方向和y方向也可以被称为截面方向,并且x-y平面可以被称为截面平面。截面平面中的脉冲激光束112的强度分布可以被称为截面强度分布。
[0097]
在束斑114或其他截面处的脉冲激光束112可以包括准无衍射光束,例如,具有低光束发散度(如下文数学定义)的光束,其通过使脉冲激光束112(例如,使用光束源110输出脉冲激光束112,例如,高斯光束)传输通过非球面光学元件120得到,非球面光学元件120如下文关于图2a所示的光学组件100更详细描述的。光束发散度是指光束截面在光束传输方向(即,z方向)上放大的比率。如本文所用,短语“光束截面”是指脉冲激光束112沿着垂直于脉冲激光束112的光束传输方向的平面,例如沿着x-y平面的截面。本文所述的一种示例性光束截面是投射到透明工件160上的脉冲激光束112的束斑114。
[0098]
由准无衍射光束产生的激光束焦线的长度通过准无衍射光束的瑞利范围来确定。特别地,准无衍射光束限定了具有第一端点和第二端点的激光束焦线113,每个端点由准无衍射光束传输了的距离的位置所限定,所述距离从光束腰部到准无衍射光束的瑞利范围。激光束焦线的长度相当于准无衍射光束的瑞利范围的两倍。在系列号为62/402,337的美国
and laser-related equipment
‑‑
test methods for laser beam widths,divergence angles and beam propagation ratios—part 1:stigmatic and simple astigmatic beams”(激光和激光相关设备——用于激光束宽度、发散角和光束传输比的试验方法——第1部分:无像散和简单像散光束);iso 11146-2:2005(e),题为“lasers and laser-related equipment
‑‑
test methods for laser beam widths,divergence angles and beam propagation ratios—part 2:general astigmatic beams”(激光和激光相关设备——激光束宽度、发散角和光束传输比的试验方法——第2部分:广义像散光束);以及iso 11146-3:2004(e),题为“lasers and laser-related equipment—test methods for laser beam widths,divergence angles and beam propagation ratios—part 3:intrinsic and geometrical laser beam classification,propagation and details of test methods”(激光和激光相关设备——激光束宽度、发散角和光束传输比的试验方法——第3部分:内在和几何激光束分类、传输和试验方法细节),它们的公开内容通过引用全文纳入本文。
[0106]
现在参考图1a和1b,所述附图示意性示出了根据本文所述的方法,正在受激光加工的透明工件160。具体地,图1a和1b示意性描绘了将脉冲激光束112引导到透明工件160中以形成缺陷172,所述脉冲激光束112由脉冲光束源110(例如,高斯脉冲光束源)输出,并且沿着光束路径111取向。具体地,脉冲激光束112沿着光束路径111传输并且经过取向,以使得脉冲激光束112可以在透明工件160内被聚焦成激光束焦线113,例如,使用非球面光学元件120和一个或多个透镜(图2a)进行。脉冲激光束焦线113在透明工件160内产生诱导吸收,以在透明工件160内产生缺陷172。另外,缺陷172的轮廓可以通过下述形成:使脉冲激光束112和透明工件160中的至少一者相对于彼此平移,以使得脉冲激光束112相对于透明工件160在平移方向101上平移。
[0107]
还如图1a所示,脉冲激光束112形成投射到透明工件160的第一表面162上的束斑114,透明工件160还包括与第一表面162相对的第二表面164,以及在第一表面162与第二表面164之间延伸的边缘表面166。虽然在图1a中,脉冲激光束112被描绘成在第一表面162上的冲击位置115处初始照射透明工件160(因此第一表面162包括冲击表面),但应理解,在另一些实施方式中,脉冲激光束112可以替代地在第二表面164处初始照射透明工件160。
[0108]
在一些实施方式中,可以使用透镜132将脉冲激光束112聚焦成脉冲激光束焦线113。虽然在图1a和1b中描绘了单个透镜132,但是一些实施方式可以包括透镜组件130,包括第一透镜131和第二透镜132及其重复形式(图2a),以用于将脉冲激光束112聚焦成脉冲激光束焦线113。在透镜组件130中还可以包括其他标准光学元件(例如,棱镜、分束器等)。如图1a所示,当冲击透镜132时,脉冲激光束112可以包括环形。虽然透镜132在图1a中被描绘成将脉冲激光束112聚焦成脉冲激光束焦线113,但是其他实施方式使用非球面光学元件120(图2a),其对脉冲激光束112进行改性,以使得脉冲激光束112在非球面光学元件120的下游具有准无衍射特征,并且也将脉冲激光束112聚焦成脉冲激光束焦线113。换言之,在一些实施方式中,透镜132可以是最终的聚焦元件,而在另一些实施方式中,非球面光学元件120可以是最终的聚焦元件。脉冲激光束焦线113的长度可以在约0.1mm至约100mm的范围内,或者在约0.1mm至约10mm的范围内。可对各个实施方式进行配置,以具有长度1为约0.1mm、约0.2mm、约0.3mm、约0.4mm、约0.5mm、约0.7mm、约1mm、约2mm、约3mm、约4mm、或约
5mm,例如,约0.5mm至约5mm的脉冲激光束焦线113。
[0109]
现在参考图2a,其示意性描绘了利用非球面光学元件120(例如,轴棱锥122)产生准无衍射的脉冲激光束112以及在透明工件160处形成脉冲激光束焦线113的光学组件100。光学组件100包括脉冲光束源110和透镜组件130,所述脉冲光束源输出脉冲激光束112,并且透镜组件130包括第一透镜131和第二透镜132。可以对透明工件160进行定位,使得由脉冲光束源110输出的脉冲激光束112照射透明工件160,例如,在穿过非球面光学元件120并随后穿过第一透镜131和第二透镜132之后照射透明工件160。
[0110]
非球面光学元件120定位在脉冲光束源110与透明工件160之间的光束路径111中。在操作时,使脉冲激光束112(例如入射的高斯光束)传输通过非球面光学元件120可以改变脉冲激光束112,例如,使脉冲激光束112相变,使得传输超过非球面光学元件120的脉冲激光束112的部分是如上所述的准无衍射的。非球面光学元件120可以包括含有非球面形状的任何光学元件。在一些实施方式中,非球面光学元件120可以包含产生锥形波面的光学元件,例如轴棱锥透镜,例如负折射轴棱锥透镜(例如,负轴棱锥)、正折射轴棱锥透镜、反射轴棱锥透镜、衍射轴棱锥透镜、相位轴棱锥等。
[0111]
虽然光学元件100被主要描述成利用非球面光学元件120将脉冲激光束112改变成准无衍射光束,但应理解,准无衍射光束也可以通过其他相变光学元件形成,例如,空间光调制器、适应性相位板、静态相位板、可变形镜、衍射光栅等。这些相变光学元件中的每一者(包括非球面光学元件120)改变脉冲激光束112的相位,以减少光束发散,增大瑞利范围,以及形成如上文数学定义的准无衍射光束。
[0112]
在一些实施方式中,当非球面光学元件120包含轴棱锥122(如图2a所示)时,轴棱锥122可以具有激光输出表面126(例如锥形表面),其具有约1.2
°
的角度,所述角度相对于脉冲激光束112进入轴棱锥122时的激光输入表面124(例如平坦表面)测得。所述角度可以为0.5
°
至5
°
,例如,1
°
至1.5
°
,或0.5
°
至20
°
,例如,0.5
°
、1
°
、1.5
°
、2
°
、2.5
°
、5
°
、7.5
°
、10
°
、15
°
,或者这些数值中的任何两个作为端点的任何范围,或者这些数值中的任何数值作为下限的任何开放范围。另外,激光输出表面126终止于锥形尖端。此外,非球面光学元件120包含中心线轴125,其从激光输入表面124延伸到激光输出表面126并终止于锥形尖端。在操作时,非球面光学元件120对射入的脉冲激光束112进行相变,以将射入的脉冲激光束112(例如射入的高斯光束)整形成准无衍射光束,其进而被引导通过第一透镜131和第二透镜132。
[0113]
仍然参考图2a,透镜组件130包括两组透镜,每组包括位于第二透镜132上游的第一透镜131。第一透镜131可以使脉冲激光束112在第一透镜131与第二透镜132之间的准直空间134中准直,并且第二透镜132可以对脉冲激光束112进行聚焦。另外,透镜组件130中的位于最下游的第二透镜132可以将激光束112聚焦到透明工件160中,所述透明工件160可以定位在该第二透镜132的冲击平面104处。在一些实施方式中,第一透镜131和第二透镜132各自包含平凸透镜。当第一透镜131和第二透镜132各自包含平凸透镜时,第一透镜131和第二透镜132的曲面可以各自向着准直空间134取向。在其他实施方式中,第一透镜131可以包含其他准直透镜,而第二透镜132可以包含弯月形透镜、非球面镜或另一种高阶校准聚焦透镜。在操作时,透镜组件130可以控制脉冲激光束焦线113沿着光束路径111的位置。另外,透镜组件130可以包括8f透镜组件、4f透镜组件,其包括一组第一透镜131和第二透镜132,或者可以包括用于将脉冲激光束112聚焦成脉冲激光束焦线113的任何其他已知或仍待开发
的透镜组件130。另外,应理解,一些实施方式可以不包括透镜组件130,取而代之的是,非球面光学元件120可以将脉冲激光束112聚焦成脉冲激光束焦线113。
[0114]
再次参考图1a-2a,脉冲光束源110被构造成输出脉冲激光束112。在操作时,轮廓170的缺陷172通过透明工件160与脉冲光束源110所输出的脉冲激光束112相互作用来产生。在操作时,由脉冲光束源110输出的脉冲激光束112可以在透明工件160中产生多光子吸收(mpa)。mpa是频率相同或不同的两个或更多个光子的同时吸收,其将分子从一种状态(通常是基态)激发到能量更高的电子态(即电离)。所涉及的分子的低能态与高能态之间的能量差等于所涉及的光子的能量总和。mpa也被称为诱导吸收,其可以是例如比线性吸收弱几个数量级的二阶或三阶过程(或更高阶过程)。其与线性吸收的不同之处在于,二阶诱导吸收的强度可以例如与光强度的平方成比例,因此其是非线性光学过程。
[0115]
在一些实施方式中,脉冲光束源110可以输出例如包含以下波长的脉冲激光束112,所述波长为1064nm、1030nm、532nm、530nm、355nm、343nm、或266nm、或215nm。例如,脉冲激光束112的波长可以小于600nm。另外,用于在透明工件160中形成缺陷172的脉冲激光束112可以很好地适用于对选定的脉冲激光波长透明的材料。用于形成缺陷172的合适的激光波长是透明工件160的线性吸收和散射的组合损耗足够低时的波长。在实施方式中,在所述波长下,由于透明工件160线性吸收和散射导致的组合损耗小于20%/mm、或小于15%/mm、或小于10%/mm、或小于5%/mm、或小于1%/mm,例如,0.5%/mm至20%/mm,1%/mm至10%/mm或1%/mm至5%/mm,例如,1%/mm、2.5%/mm、5%/mm、10%/mm、15%/mm,或者这些数值中的任何两个数值作为端点的任何范围,或者这些数值中的任何数值作为下限的任何开放范围。如本文所用的量纲“/mm”意为在透明工件160中,在脉冲激光束112的光束传输方向(即,z方向)上的每毫米距离。对于许多玻璃工件,代表性的波长包括nd
3+
的基波波长和谐波波长(例如nd
3+
:yag或nd
3+
:yvo4的基波波长在1064nm附近,高阶谐波波长在532nm、355nm和266nm附近)。也可以使用满足给定基材材料的线性吸收和散射组合损耗要求的光谱中的紫外、可见和红外部分中的其他波长。
[0116]
仍然参考图1a-2a,在操作时,轮廓170可以通过下述形成:用脉冲激光束112照射轮廓线165,以及使脉冲激光束112和透明工件160中的至少一者相对于彼此以平移方向101沿着轮廓线165平移来形成轮廓170的缺陷172。虽然图1a所示的轮廓170是线性的,但应理解,轮廓170可以是非线性的,例如弯曲的。进一步地,在一些实施方式中,轮廓170可以是闭合轮廓,例如,圆形、矩形、椭圆形、正方形、六边形、卵形、规则几何形状、不规则形状、多边形、任意形状等。
[0117]
将脉冲激光束112引导或定位到透明工件160中在透明工件160中产生了诱导吸收(例如,mpa),并且蓄积足够的能量以在沿着轮廓线165的间隔区域处破坏透明工件160中的化学键,从而形成缺陷172。根据一个或多个实施方式,可以通过移动透明工件160(例如,移动与透明工件160连接的平移台190),移动脉冲激光束112(例如,移动脉冲激光束焦线113)或同时移动透明工件160和脉冲激光束焦线113,而使脉冲激光束112平移过透明工件160。通过相对于透明工件160平移脉冲激光束焦线113或反之中的至少一种,可以在透明工件160中形成多个缺陷172。
[0118]
在一些实施方式中,缺陷172一般可以沿着轮廓170相互间隔0.1μm至500μm的距离,例如,1μm至200μm、2μm至100μm、或10μm至30μm、0.1μm至50μm、5μm至15μm、5μm至12μm、7μ
m至15μm、8μm至15μm、或8μm至12μm,例如,50μm或更小、45μm或更小、40μm或更小、35μm或更小、30μm或更小、25μm或更小、20μm或更小、15μm或更小、10μm或更小,例如,100μm、75μm、50μm、40μm、30μm、25μm、10μm、5μm,或者这些数值中的任何两个数值作为端点的任何范围,或者这些数值作为下限的任何开放范围。另外,使用一个或多个平移台190来移动透明工件160和/或脉冲光束源110,可以进行透明工件160相对于脉冲激光束112的平移。
[0119]
在一些实施方式中,在形成缺陷172的轮廓170后,可以在随后的分离步骤中进一步处理透明工件160,以沿着轮廓170诱导透明工件160分离。随后的分离步骤可以包括:利用机械力、热应力诱导的力或化学蚀刻剂使裂纹沿着轮廓170扩展。热源(例如红外激光束)可以用于产生热应力,并由此沿着轮廓170分离透明工件160。分离透明工件160可以包括:引导红外激光束到轮廓170处,以诱导热应力沿着轮廓170扩展裂纹。在一些实施方式中,红外激光束可以用于引发分离,然后可以对分离件进行机械精整。不囿于理论,红外激光是受控的热源,其在轮廓170处或附近迅速升高透明工件160的温度。这种迅速加热可以在轮廓170上或附近,在透明工件160中建立压缩应力。由于被加热的玻璃表面的面积比透明工件160的整个表面积相对更小,因此该加热区域冷却得相对较快。得到的温度梯度在透明工件160中诱导了拉伸应力,该拉伸应力足以使裂纹沿着轮廓170扩展并通过透明工件160的深度,从而沿着轮廓170完全分离透明工件160。不囿于理论,认为拉伸应力可以因为在具有较高局部温度的工件部分中的玻璃膨胀(即,密度改变)而引起。
[0120]
用于在玻璃中形成热应力的合适的红外激光通常具有易被玻璃迅速吸收的波长,常具有1.2μm至13μm范围内的波长,例如,4μm至12μm的范围内的波长。进一步地,红外激光束的功率可以是约10w至约1000w,例如100w、250w、500w、750w等。另外,红外激光束的1/e2光束直径可以是约20mm或更小,例如15mm、12mm、10mm、8mm、5mm、2mm或更小。在操作时,红外激光束的较大的1/e2光束直径可以促进更快的激光加工和更大的功率,而红外激光束的较小的1/e2光束直径通过限制对轮廓170附近的透明工件160的部分的损伤可以促进高精度的分离。合适的红外激光器包括二氧化碳激光器(“co2激光器”)、一氧化碳激光器(“co激光器”)、固态激光器、激光二极管或其组合。在另外的实施方式中,取决于类型、深度和材料性质(例如吸收、cte、应力、组成等),透明工件160中存在的应力可以引起沿着轮廓170的自发分离而无需进一步的加热或机械分离步骤。例如,当透明工件160包括强化玻璃基材(例如,经过离子交换或热回火的玻璃基材)时,轮廓170的形成可以诱导沿轮廓170的裂纹扩展,从而分离透明工件160。在本文的实施方式中,“强化玻璃基材”,例如,强化透明工件160也被称为应力玻璃基材(或应力透明工件160),因为该基材包括例如通过离子交换或热回火形成的压缩应力层。相反,在本文的实施方式中,“未强化的玻璃基材”,例如,未强化的透明工件160也被称为无应力玻璃基材(或无应力透明工件160),因为该基材不具有压缩应力层。
[0121]
仍然参考图1a-2a,上述过程中的一项挑战是,对于要沿着轮廓170分离的透明工件160,由缺陷172造成的透明工件160中的损伤(即,沿着缺陷172的深度的损伤)必须足够大,以使得扩展通过透明工件160(优选沿着轮廓170扩展)的裂纹从一个缺陷连接到另一个缺陷,换言之,连接相邻的缺陷172。如上所述,在一些实施方式中,透明工件160中存在的应力(例如,当透明工件160包括强化玻璃基材时)可以诱导裂纹在缺陷172之间(即,沿着轮廓170)扩展而无需额外的应力源(例如,无需机械、化学或热应力源)。然而,当需要额外的应力源时,有利的是,轮廓170中的缺陷172具有足够的品质,以能够在尽可能小的外加应力下
实现一贯的分离。改变形貌或提高缺陷172的品质可以减小轮廓170的抗断裂性。轮廓170的“抗断裂性”是裂纹沿着轮廓170开始扩展时的应力(以mpa为单位)。
[0122]
还参考图2b和2c,其描绘了在形成轮廓170后,正在用四点弯曲设备150进行抗断裂性测试的透明工件160,用以确定透明工件160的抗断裂性。如图2c所示,四点弯曲设备150包括两个第一侧载荷点152和两个第二侧载荷点154。所述两个第一侧载荷点152和所述两个第二侧载荷点154具有钝的、倒圆的端部,以使得它们可在透明工件160中产生应力但是在它们接触的位置中不形成表面瑕疵。例如,第一侧载荷点152和两个第二侧载荷点154的端部可以包括5mm的半径。第一侧载荷点152显示为接触透明工件160的第一表面162,而第二侧载荷点154显示为接触透明工件160的第二表面164。第一侧载荷点152比第二侧载荷点154彼此横向间隔得更近。在图2c中,第一侧载荷点152与轮廓170均匀间隔开,并且第二侧载荷点154与轮廓170均匀间隔开。在操作时,第一侧载荷点152在第一方向153上平移,以向透明工件160的第一表面162施加力,这造成支撑的第二侧载荷点154(其不平移)在与第一方向153相对的第二方向155上也施加力。例如,第一侧载荷点152可以在第一方向上以5mm/秒的速度平衡,以向透明工件160施加力。
[0123]
轮廓170的抗断裂性可以使用四点弯曲设备150来定量,该四点弯曲设备150施加力并且使透明工件160弯曲。虽然不旨在受理论限制,但是四点弯曲设备150使透明工件160的大区域置于大致均匀的应力下。在操作时,增加施加的力并且根据时间变化测量直到透明工件160沿着轮廓170断裂。所施加的最大力对应于造成透明工件160沿着轮廓170断裂(或“分离”)的力。利用透明工件160的尺寸和所施加的最大力,可以计算由于为了诱导透明工件160沿着轮廓170分离所施加的最大力导致的轮廓170处的应力。随着时间变化测量所施加的力,并且记录最大力,该最大力恰好在透明工件160断裂(或“分离”)时测量。接着,只要知道透明工件160的尺寸和施加力的四点弯曲设备150,则通过标准力学工程原理,就可计算在用于诱导分离的缺陷172的轮廓170的位置处存在的应力量。下式可以用于计算失效应力,单位为兆帕斯卡(mpa):
[0124][0125]
其中,l是支撑跨距(mm),其是两个第二侧载荷点154之间的距离,f是外加载荷(牛顿),w是透明工件160的宽度(mm),并且t是透明工件160的厚度(mm)。处于载荷下的跨距是两个第一侧载荷点152之间的距离,上文假设该处于载荷下的跨距是保持住透明工件160的支撑跨距l的距离的1/2。相比于诸如三点弯曲之类的其他测试方法,四点弯曲方法的优势在于,其使得透明工件160的大区域处于大致均匀的应力下,因此能充分地知晓缺陷172的轮廓170(其是缺陷172的线性轮廓170)处的应力。相较之下,三点弯曲不施加均匀的应力,因此难以知道失效时在缺陷172的轮廓170处的确切应力。透明工件160的确切尺寸和厚度可以改变,但是需调整四点弯曲设备150的配置以确保有合适的尺寸以在处于测试下的透明工件160的中心附近提供均匀的应力,并且应力的计算需考虑透明工件160的确切尺寸特征(处于载荷下的跨距、宽度、厚度)。
[0126]
四点弯曲测试造成透明工件160的一侧在力的作用下变成凸形,处于张力下,因此主要在透明工件160的这一侧上引发失效。激光暴露可导致在透明工件160的顶部相对于底
部有不同量的材料损伤或改性,例如,如果脉冲激光束焦线113的强度在透明工件160的顶部处比底部处更强,则具有上述情况。因此,当具有缺陷172的轮廓170的透明工件160受到弯曲时,追踪透明工件160的顶部和底部是否处于张力之下至关重要。通过选择透明工件160的哪一侧在四点弯曲设备150中向上或向下,针对“处于张力的激光入射侧(lit)”或“处于压缩的激光入射侧(lic)”中的任一者均可进行测试。若在激光形成缺陷172时,脉冲激光束焦线113在透明工件160的厚度上很好地居中,那么在这种情况中,lit/lic抗断裂结果可以非常近似(例如,相差在1mpa以内)。但是,若在激光形成缺陷172时,脉冲激光束焦线113在透明工件160中没有很好地居中,那么可观察到lit/lic结果明显不同。注意,为了评价抗断裂性,需测试多个样品并且汇集数据以估计测量值的平均值和标准偏差。单个透明工件160可能具有较高或较低的抗断裂性,但是平均而言,这些四点弯曲测试表征了部件的分布。这种分布均值及其标准偏差可以通过在每个激光条件下断裂5-10个透明工件160来合理地表征,并且更多的统计数据是有益的。
[0127]
另外,虽然不旨在受理论限制,但是四点弯曲设备150造成透明工件160的一侧在力的作用下变成凸形,处于张力下(例如,图2c中的第二表面164),因此主要在透明工件160的这一侧上引发轮廓170的裂纹扩展和分离。虽然不旨在受理论限制,但是激光暴露可导致在透明工件160的第一表面162相对于第二表面164有不同量的材料损伤或改性,例如,如果脉冲激光束焦线113的强度在第一表面162处(或附近)比第二表面164处(或附近)更强,则具有上述情况。因此,当具有轮廓170的示例性透明工件160受到弯曲时,可以追踪分别处于张力和压缩下的透明工件160的各表面。具体地,当冲击表面(例如,此处的实施方式中为第一表面162)被弯成凸形并处于张力下时,测量可以表示为“处于张力的激光入射侧(lit)”并且当冲击表面(例如,此处的实施方式中为第一表面162)被弯成凹形并处于压缩下时,测量可以表示为“处于压缩的激光入射侧(lic)”。虽然不旨在受理论限制,但是当激光束焦线113的长度在透明工件160的厚度方向上大致居中时,所得到的缺陷172的轮廓170的lit和lic抗断裂性可以近似(例如,相差在1mpa以内)。然而,当激光束焦线113偏离居中或者在透明工件160的厚度方向上没有大致居中时,所得到的缺陷172的轮廓170的lit和lic抗断裂性可以明显不同。
[0128]
仍然参考图1a-2c,当轮廓170包括低的抗断裂性时,需要较小的应力来沿着轮廓170分离透明工件160,并且因为施加较小的应力,可以最大程度地减少不想要的开裂(即,在不沿着轮廓线165的方向上延伸到透明工件160中的微裂纹)和破裂。相较之下,当轮廓170包括高的抗断裂性时,需要更大的应力来沿着轮廓170分离透明工件160,施加高的应力可能造成不可控的开裂(例如,开裂不跟随轮廓线165)、破裂和分离失败。在本文所述的实施方式中,轮廓170可以包括30mpa或更小的抗断裂性,例如,25mpa或更小、20mpa或更小、15mpa或更小、10mpa或更小或者5mpa或更小,例如,30mpa、25mpa、20mpa、18mpa、15mpa、12mpa、10mpa、8mpa、6mpa、5mpa、4mpa、3mpa、2mpa,或者这些数值中的任何两个作为端点的任何范围,或者这些数值中的任何数值作为上限的任何开放范围。
[0129]
还应注意,抗断裂性不应与边缘强度混淆。应理解,抗断裂性不同于边缘强度。抗断裂性用于评估分离激光穿孔的玻璃片(例如,包括缺陷172的轮廓170的透明工件160)的容易性。边缘强度用于评估玻璃片(例如,透明工件160)的边缘对挠曲的鲁棒性。对于抗断裂性,低的值一般认为是有益的(例如,15mpa、10mpa或更低),而对于边缘强度,高的值一般
认为是有益的(例如,100mpa、150mpa或更高)。抗断裂性和边缘强度均可通过四点弯曲设备(例如,四点弯曲设备150)来评价。但是在边缘强度的情形中,不存在透明工件160中的缺陷172,并且当透明工件160经受四点弯曲时,一般是沿着透明工件160的外(切割)边缘的瑕疵因所赋予的应力而变活跃,因此,失效应力测量的是外边缘的“强度”。
[0130]
不旨在受理论限制,一般可以用强机械断裂设备来分离包含约50mpa的抗断裂性的轮廓170。但是,具有较低抗断裂性的轮廓170是期望的,因为抗断裂性低的轮廓170可以用其他方法或更小的外加应力分离。虽然不旨在受理论限制,但一般可以用红外激光,例如co2激光来分离包含约25mpa的抗断裂性的轮廓170。当抗断裂性更低时,例如,低于15mpa,热分离方法可以使得更快并实现更高的产率。另外,当施加最小应力时,可以分离包含小于或等于10mpa(例如5mpa)的抗断裂性的轮廓170,因此促进了低应力分离方法的使用,例如,使用真空分离方法。
[0131]
利用热应力轻易地分离具有缺陷172的轮廓170的透明工件160的能力可以是玻璃组合物发挥了功能,因为在相同升温幅度的情况下,相比于具有较低热膨胀系数的材料(例如,康宁eagle 玻璃或lotus
tm
玻璃,其包括约3-4ppm/c的cte),具有较高热膨胀系数的材料(例如,编号为2318和2320的康宁玻璃,其包括约7-9ppm/c的cte)将产生更大的应力。玻璃组合物还可以在透明工件160对施加的热的耐受性方面起作用,因为一些材料可以被加热到较高的温度而不会产生额外的不受控损伤,而该不受控损伤可使最终分离的部件变弱。一般来说,高度期望能够产生具有最小抗断裂性的缺陷172的轮廓170,因为这能够为分离提供最多的分离工艺选项,并且有最低的施加的热载荷,最快的工艺时间,以及对环境条件(例如湿度)的变化有最大的耐受性。
[0132]
现在参考图3a和3b,为了减小轮廓170的抗断裂性,由脉冲光束源110产生脉冲,该脉冲以脉冲串200的形式产生,每个脉冲串200具有两个或更多个子脉冲201,例如,每个脉冲串200有2至30个子脉冲201,或者每个脉冲串200有5至20个子脉冲201,例如,2个子脉冲201、3个子脉冲201、4个子脉冲201、5个子脉冲201、10个子脉冲201、15个子脉冲201、20个子脉冲201、25个子脉冲201等。脉冲串(例如,脉冲串200)是一组短且快的子脉冲[即,子脉冲(例如子脉冲201)的紧密簇],其由脉冲光束源110发射,并且与材料相互作用(即,通过透明工件160的材料中的mpa)。例如,对于80ns的脉冲串持续时间t
bd
,可以产生具有五个子脉冲201的脉冲串200,每个子脉冲201在时间上间隔20ns。虽然不旨在受理论限制,但是脉冲串(例如,脉冲串200)产生了与材料(例如,透明工件160的材料)相互作用的光学能量,其相比于在每个缺陷位点(即,每个冲击位置115)处的单脉冲能输送有一些明显的不同之处。第一,快速连续的子脉冲允许子脉冲与仍被前个激光子脉冲加热、受到应力或以其他方式提供能量的材料相互作用。第二,对于输送给缺陷位点(即,冲击位置115)的固定的总能量,从时间上在脉冲串的多个子脉冲之间分配能量允许单独的子脉冲中的能量保持较低,这意味着光束(即,激光束焦线113)的某些非线性折射率或基于等离子体的畸变可得到减少,光束(即,激光束焦线113)可以保持更加集中在聚焦处并且截面形状更加一致,而且激光束焦线113的能量可通过非线性吸收而更有效地被透明工件160吸收,以及根据深度的变化被更加均匀地吸收。
[0133]
现在参考图1a-3b,当用具有至少两个子脉冲201的脉冲串200形成所述一个或多个轮廓170的缺陷172时,相比于使用能量等于脉冲串200的组合能量的单脉冲激光在同样
的透明工件160中形成的相邻缺陷172之间的间距相同且形状相同的轮廓170的抗断裂性,沿着轮廓170分离透明工件160所需的力(即,抗断裂性)有所减小。脉冲串200的使用(不同于单脉冲操作)增大了缺陷172的尺寸(例如,截面尺寸),当沿着轮廓170分离透明工件160时,这促进了相邻缺陷172的连接,从而最大程度地减少了在透明工件160的分离部分中远离轮廓170的裂纹形成。例如,使用具有给定脉冲能的单脉冲所形成的轮廓170的抗断裂性是使用具有两个或更多个子脉冲201并且组合能量等于给定脉冲能的脉冲串200形成的轮廓170的抗断裂性的至少两倍。另外,使用单脉冲形成的轮廓170与使用具有2个子脉冲201的脉冲串200形成的轮廓170之间的抗断裂性的差大于使用具有2个子脉冲201的脉冲串200所形成的轮廓170与使用具有3个子脉冲201的脉冲串200所形成的轮廓170之间的抗断裂性的差。因此,脉冲串200可以用于形成轮廓170,其比使用单脉冲激光形成的轮廓170更易分离。
[0134]
另外,每个脉冲串200之间的时间间隔tb可以为约0.1微秒至约1000微秒,例如约1微秒至约10微秒、或约3微秒至约8微秒。每个脉冲串200之间的时间间隔tb是第一脉冲串中的第一子脉冲与时间上与第一脉冲串相邻的第二脉冲串中的第一子脉冲之间的时间(即,时间间隔tb对应于一系列脉冲串中的连续脉冲串的第一子脉冲之间的时间)。脉冲激光束112的脉冲串重复率和第一脉冲串中的第一脉冲与第二脉冲串中的第一脉冲之间的时间间隔tb有关(脉冲串重复率=1/tb)。每个脉冲串中的第一脉冲至后一脉冲串中的第一脉冲之间的时间间隔tb可以为0.1微秒(10mhz脉冲串重复率)至1000微秒(1khz脉冲串重复率),例如,0.5微秒(2mhz脉冲串重复率)至40微秒(25khz脉冲串重复率)、或2微秒(500khz脉冲串重复率)至20微秒(50k hz脉冲串重复率),0.5微秒、5微秒、10微秒、15微秒、25微秒、50微秒、100微秒、150微秒,或者这些数值中的任何两个作为端点的任何范围,或者这些数值中的任何数值作为下限的任何开放范围。另外,在一些实施方式中,脉冲串重复率可以在1khz至4mhz的范围内,例如,10khz至650khz和1khz至200khz,例如,50khz、100khz、250khz、500khz、750khz、1mhz、2mhz、3mhz、4mhz,或者这些数值中的任何两个作为端点的任何范围,或者这些数值中的任何数值作为下限的任何开放范围。
[0135]
脉冲激光束112的波长可以基于待进行操作的透明工件160的材料来选择,使得透明工件160的材料在该波长下是基本透明的。在材料处测得的每个脉冲串的平均激光能可以是每毫米材料厚度为至少40μj。例如,在实施方式中,每个脉冲串的平均激光能可以为40μj/mm至2500μj/mm、或500μj/mm至2250μj/mm。在特定的实例中,对于0.5mm至0.7mm厚的康宁eagle 透明工件,300μj至600μj的脉冲串可以切割和/或分离工件,这对应于428μj/mm至1200μj/mm的示例性范围(即,0.7mm eagle 玻璃为300μj/0.7mm,0.5mm eagle 玻璃为600μj/0.5mm)。
[0136]
对透明工件160进行改性所需的能量是脉冲能,其可以根据脉冲串能量来描述(所述脉冲串能量即脉冲串200中包含的能量,其中,每个脉冲串200包含一系列子脉冲201;也就是说,脉冲串能量是脉冲串中的所有子脉冲的组合能量)。脉冲能(例如,脉冲串能量)可以为25μj至1000μj或25μj至750μj,例如,100μj至600μj、50μj至500μj或50μj至250μj,例如,25μj、50μj、75μj、100μj、200μj、250μj、300μj、400μj、500μj、600μj、750μj,或者这些数值中的任何两个作为端点的任何范围,或者这些数值中的任何数值作为下限的任何开放范围。对于一些玻璃组合物,脉冲能(例如,脉冲串能量)可以为100μj至250μj。然而,对于显示
器或tft玻璃组合物,脉冲能(例如,脉冲串能量)可以更高(例如,取决于透明工件160的具体玻璃组成,可以为300μj至500μj或400μj至600μj)。虽然不旨在受理论限制,但是脉冲串能量是守恒的。因此,脉冲串中的子脉冲越多,每个单独的子脉冲的平均能量越低。例如,对于具有100μj/脉冲串的脉冲串能量以及2个子脉冲的脉冲串,该100μj/脉冲串能量在该2个子脉冲之间分配给每个子脉冲50μj的平均能量,并且对于具有100μj/脉冲串的能量以及10个子脉冲的脉冲串,该100μj/脉冲串能量在该10个子脉冲之间分配给每个子脉冲10μj的平均能量。在一些实施方式中,脉冲串能量在子脉冲之间大致均等地分配,因此,每个子脉冲具有大致相同的能量(例如,如图3b所示)。在另一些实施方式中,脉冲串能量在子脉冲之间不均等地分配,因此,子脉冲的能量不相等(例如,如图3a所示)。
[0137]
此外,定制脉冲串200中的子脉冲201的相对能量和时间安排可以有助于形成高品质缺陷172,使得该高品质缺陷172形成具有低抗断裂性的轮廓170。不旨在受理论限制,本文所述的促进低抗断裂性的缺陷172包括大的缺陷直径并且完全延伸穿过透明工件160,即,从第一表面162到第二表面164。另外,非轴对称缺陷(例如,图11b的缺陷372)也可以减小抗断裂性。如本文中所使用的,“缺陷直径”是得到改性的材料和/或穿过透明工件160的深度的缺陷172的孔隙空间的直径。本文所述的缺陷172的示例性缺陷直径包括6μm或更大、7μm或更大、8μm或更大等,例如,6μm至8μm。进一步地,通过定制脉冲串200以最大程度地减小抗断裂性以及减小脉冲串能量,可以采用更大的缺陷间距,同时仍然保留有利的抗断裂性。更大的缺陷间距意味着可以实现更快的线性切割速度,因为具有固定重复率的激光可以更快的速度在透明工件160上扫描并仍然有足够的缺陷172来促进分离。
[0138]
另外,低脉冲串能量、大缺陷间距和低抗断裂性的组合最大程度地减少了通过沿着轮廓170分离透明工件形成的所得到的分离后的制品中的损伤,这使得通过沿着轮廓170分离所形成的表面具有高的边缘强度。另外,利用脉冲串200中的子脉冲201的时间安排来减小抗断裂性允许脉冲光束源110所输出的脉冲激光束112具有低的激光功率,同时仍形成具有充分低的抗断裂性的轮廓170。因此,在一些实施方式中,脉冲光束源110可以是成本更低、功率更低的激光器,而在另一些实施方式中,脉冲光束源110可以是成本更高、功率更高的激光器,其可被分裂成两个或更多个激光束以增加光学组件100的通量。较低的抗断裂性还可导致更快的分离工艺以及以更高的产率从透明工件160分离出制品。另外,在使用更低的激光功率的同时增加加工速度还增加了工艺的总能量效率。
[0139]
仍然参考图1a-3b,当由脉冲串持续时间t
bd
增加和/或子脉冲周期t
p
增加的脉冲串形成缺陷172时,轮廓170的抗断裂性可以得到减小。如本文中所使用的,“子脉冲周期”(表示为t
p
)是脉冲串的时间上相邻的子脉冲之间的时间间隔。在一些实施方式中,每个脉冲串可以包括下述脉冲串持续时间t
bd
:50ns至1000ns、100ns至500ns、150ns至400ns,例如,100ns或更大,例如,150ns或更大、175ns或更大、200ns或更大、225ns或更大、250ns或更大、275ns或更大、300ns或更大、325ns或更大、350ns或更大、360ns或更大、375ns或更大、400ns或更大、425ns或更大、450ns或更大、475ns或更大、500ns或更大、750ns或更大,或者具有这些数值中的任何两个数值作为端点的任何范围。另外,子脉冲周期t
p
是10ns或更大,例如,15ns或更大、20ns或更大、25ns或更大、30ns或更大、35ns或更大、40ns或更大、45ns或更大、50ns或更大、60ns或更大、70ns或更大、75ns或更大、90ns或更大、100ns或更大、150ns或更大、250ns或更大、500ns或更大等。
[0140]
在一些实施方式中,子脉冲周期t
p
可以在1ps至1μs的范围内,例如,1ps至500ns、或5ps至400ns、或10ps至300ns、或20ps至200ns、或40ps至100ns、或100ps至200ns、或100ps至100ns、或1ns至100ns、或1ns至50ns、10ns至30ns,例如,100ps、1ns、10ns、20ns、50ns、75ns、100ns、200ns、500ns、1ps、5ps、10ps、15ps、18ps、20ps、22ps、25ps、30ps、50ps、75ps,或者这些数值中的任何两个数值作为端点的任何范围,或者这些数值中的任何数值作为下限的任何开放范围。另外,单个脉冲串中的子脉冲周期t
p
可以相对较均匀(例如彼此相差在约10%内)。子脉冲周期t
p
小于脉冲串持续时间t
bd
,小于时间上相邻的脉冲串之间的时间间隔tb。另外,每个单独的子脉冲201可以包括在1ps至100ns范围内的脉冲宽度,例如,1ps至10ns、或1ps至1ns、或1ps至500ps、或5ps至200ps、或10ps至100ps,或者这些数值中的任何两个作为端点的任何范围,或者这些数值中的任何数值作为下限的任何开放范围。
[0141]
现在参考图4a,图表10描绘了对于每个脉冲串200具有不同数目的子脉冲201的各脉冲串,示例性的缺陷轮廓(即,缺陷的线性轮廓)的实验测量的抗断裂性根据脉冲串持续时间t
bd
而变化的情况。具体地,抗断裂性如图表10图示的轮廓是在编号为2318的康宁玻璃的0.7mm厚的透明工件160中形成的,该透明工件的宽度为44mm且长度为60mm并且未受过离子交换化学强化(即,无应力)。另外,在透明工件160的宽度方向上形成具有图表10中图示的抗断裂性的轮廓,因此是44mm长的轮廓。线12示出了缺陷间隔8μm的轮廓的抗断裂性,所述缺陷由脉冲串200形成,每个脉冲串200具有4个子脉冲201,并且脉冲串能量在503μj至510μj的范围内。线14示出了缺陷间隔7μm的轮廓的抗断裂性,所述缺陷由脉冲串200形成,每个脉冲串200具有6个子脉冲201,并且脉冲串能量为420μj。线16示出了缺陷间隔4μm的轮廓的抗断裂性,所述缺陷由脉冲串200形成,每个脉冲串200具有8个子脉冲201,并且脉冲串能量在460μj至493μj的范围内。另外,线18示出了缺陷间隔8μm至10μm的轮廓的抗断裂性,所述缺陷由脉冲串200形成,每个脉冲串200具有20个子脉冲201,并且脉冲串能量在530μj至585μj的范围内。线12-18显示出,相比于脉冲串200中的子脉冲201的总数目,脉冲串200的脉冲串持续时间t
bd
对轮廓170的抗断裂性有更强烈的影响。事实上,如图表10所示,对于大于150ns的脉冲串持续时间t
bd
,实现了小于15mpa的抗断裂性,对于大于300ns的脉冲串持续时间t
bd
,实现了小于12mpa的抗断裂性,并且对于大于400ns脉冲串持续时间t
bd
,实现了小于10mpa的抗断裂性。
[0142]
现在参考图4b,图表20的线22描绘了在保持子脉冲周期t
p
恒定(为36ns)以及保持脉冲串200内的脉冲串能量恒定(为460μj)时,示例性缺陷轮廓(即,示例性的缺陷的线性轮廓)的实验测得的抗断裂性随着脉冲串200中的子脉冲201的数目而变化的情况。因此,随着子脉冲201的数目增加,脉冲串200的脉冲串持续时间t
bd
增加,但是每个子脉冲201的能量减小。如线22的平坦性所示,根据脉冲串200的脉冲串持续时间t
bd
的增加所预期的抗断裂性的减小因为脉冲串200的每个子脉冲201的能量减小而削弱。因此,为了最大程度地减小抗断裂性,可以将脉冲串200的脉冲串持续时间t
bd
的增加与子脉冲周期t
p
的增加结合。注意,抗断裂性如图表20图示的轮廓是在编号为2318的康宁玻璃的0.7mm厚的透明工件160中形成的,该透明工件的宽度为44mm且长度为60mm并且未受过离子交换化学强化(即,无应力)。另外,在透明工件160的宽度方向上形成具有图表20中图示的抗断裂性的轮廓,因此是44mm长的轮廓。
[0143]
现在参考图5,图表30描绘了对于每个脉冲串200具有不同数目的子脉冲201的各
脉冲串,示例性的缺陷轮廓(即,示例性的缺陷的线性轮廓)的实验测量的抗断裂性随着脉冲串的子脉冲周期t
p
而变化的情况。抗断裂性如图表30图示的轮廓是在编号为2318的康宁玻璃的0.7mm厚的透明工件160中形成的,该透明工件的宽度为44mm且长度为60mm并且未受过离子交换化学强化(即,无应力)。另外,在透明工件160的宽度方向上形成具有图表30中图示的抗断裂性的轮廓,因此是44mm长的轮廓。线32示出了缺陷间隔8μm的轮廓的抗断裂性,所述缺陷由脉冲串200形成,每个脉冲串200具有4个子脉冲201,并且脉冲串能量在503μj至510μj的范围内。线34示出了缺陷间隔7μm的轮廓的抗断裂性,所述缺陷由脉冲串200形成,每个脉冲串200具有6个子脉冲201,并且脉冲串能量为420μj。线36示出了缺陷间隔4μm的轮廓的抗断裂性,所述缺陷由脉冲串200形成,每个脉冲串200具有8个子脉冲201,并且脉冲串能量在460μj至493μj的范围内。另外,线38示出了缺陷间隔8μm至10μm的轮廓的抗断裂性,所述缺陷由脉冲串200形成,每个脉冲串200具有20个子脉冲201,并且脉冲串能量在530μj至585μj的范围内。
[0144]
图表30的线32-38显示出,对于每个脉冲串200的固定数目的子脉冲,增加子脉冲周期t
p
造成抗断裂性单调下降。另外,线38显示出,当每个脉冲串200存在20个子脉冲201时,24ns的子脉冲周期t
p
产生了最低的抗断裂性。同时,该结果可以解释为指示了当每个脉冲串200的子脉冲201的数目增加时(例如,增加到20个子脉冲201),通过增加子脉冲周期t
p
可以实现减小的抗断裂性。但应理解,包含20个子脉冲201并且子脉冲周期t
p
分别为20ns和24ns的脉冲串200分别包括380ns和456ns的脉冲串持续时间t
bd
,并且该脉冲串持续时间t
bd
被认为是导致线38所示的低抗断裂性的主要因素。因此,图5的图表30显示出,如果每个脉冲串200的子脉冲201的数目是固定的,则较长的子脉冲周期t
p
是有利的,因为这增加了脉冲串持续时间t
bd
,由此减小了抗断裂性。但是,如果子脉冲周期t
p
固定,则有利的是,增加脉冲串200中的子脉冲201的数目,以增加脉冲串200的脉冲串持续时间t
bd
。
[0145]
另外,在一些实施方式中,可以特别有利的是,既增加脉冲串持续时间t
bd
又增加子脉冲周期t
p
。例如,在一些实施方式中,每个脉冲串可以包括400ns或更大的脉冲串持续时间t
bd
以及10ns或更大的子脉冲周期t
p
。例如,图6示出了图表40,其示出了在未经离子交换化学强化(即,无应力)的0.7mm厚的透明工件160中形成的示例性轮廓的抗断裂性随着脉冲串200中的子脉冲周期t
p
而变化的情况,所述脉冲串200具有4个子脉冲201以及470μj至510μj的脉冲串能量。进一步地,图表40中图示的抗断裂性通过四点弯曲设备150(图2c),经lit测得。线42示出了仅增加脉冲串200的子脉冲周期t
p
(由此增加了脉冲串持续时间t
bd
)减小了轮廓170的抗断裂性。
[0146]
现在参考图7a-7f,同时增加脉冲串的脉冲串持续时间t
bd
和子脉冲周期t
p
增大了每个缺陷172在透明工件160的第一表面162处的直径(或最大截面尺寸)。不旨在受理论限制,每个缺陷172在透明工件160的第一表面162处的直径(或最大截面尺寸)的这种增加减小了轮廓170的抗断裂性。图7a、7c和7e各自图示了示例性的脉冲串,并且图7b、7d和7f各自描绘了分别使用图7a、7c和7e的脉冲串形成的缺陷的示例性轮廓。图7a描绘了具有8个子脉冲211的示例性脉冲串210,图7c描绘了具有8个子脉冲221的示例性脉冲串220,并且图7e描绘了具有7个子脉冲231的示例性脉冲串230。
[0147]
图7b描绘了示例性轮廓170
′
,其具有使用图7a的示例性脉冲串210形成的示例性缺陷172
′
。每个缺陷172
′
通过具有8个子脉冲的单个脉冲串形成。图7b中的每个缺陷172
′
包
括在第一表面162处的第一直径d
d1
。图7d描绘了示例性轮廓170
″
,其具有使用图7c的示例性脉冲串220形成的示例性缺陷172
″
。每个缺陷172
″
包括在第一表面162处的第二直径d
d2
。图7f描绘了示例性轮廓170
″′
,其具有使用图7e的示例性脉冲串230形成的示例性缺陷172
″′
,每个缺陷172
″′
包括第三直径d
d3
。第一直径d
d1
小于第二直径d
d2
和第三直径d
d3
,因为第一直径d
d1
由脉冲串210(图7a)形成,其具有比脉冲串220(图7c)和脉冲串230(图7e)小的脉冲串持续时间t
bd
以及比它们小的子脉冲周期t
p
。第二直径d
d2
大于第一直径d
d1
且小于第三直径d
d3
,因为第二直径d
d2
由脉冲串220(图7c)形成,其具有比脉冲串210(图7a)大且比脉冲串230(图7e)小的脉冲串持续时间t
bd
以及子脉冲周期t
p
。另外,第三直径d
d3
大于第一直径d
d1
和第二直径d
d2
,因为第三直径d
d3
由脉冲串230(图7e)形成,其具有比脉冲串210(图7a)和脉冲串220(图7c)大的脉冲串持续时间t
bd
以及比它们大的子脉冲周期t
p
。
[0148]
现在参考图8,图表50描绘了在示例性透明工件的第一表面处的缺陷直径,其中,缺陷使用由线52、54和56代表的不同脉冲串形成,所述线随着子脉冲周期t
p
变化。直径如图表50图示的缺陷是在编号为2318的康宁玻璃的0.7mm厚的透明工件160中形成的,该透明工件的宽度为44mm且长度为60mm并且未受过离子交换化学强化(即,无应力)。另外,在透明工件160的宽度方向上形成具有图表50中图示的抗断裂性的轮廓,因此是44mm长的轮廓。线52示出了由每个脉冲串200具有4个子脉冲201的脉冲串200所形成的缺陷的缺陷直径,线54示出了由每个脉冲串200具有6个子脉冲201的脉冲串200所形成的缺陷的缺陷直径,并且线56示出了由每个脉冲串200具有7个子脉冲201的脉冲串200所形成的缺陷的缺陷直径。如图表50所示,随着脉冲串的子脉冲周期t
p
增加,由脉冲串200形成的缺陷172的直径强烈单调增加。
[0149]
如图8所示,设想透明工件160的实施方式包括形成轮廓170(例如,线性轮廓)的多个缺陷172,其中,所述多个缺陷172中的每个缺陷包括7μm或更大,例如8μm或更大的缺陷直径。事实上,这样的缺陷172可以通过使用脉冲周期t
p
增加且脉冲串持续时间t
bd
增加的脉冲串来形成。这些较大的缺陷直径形成了抗断裂性减小的轮廓170,并且促进了使用最小力来沿着轮廓170分离透明工件,减少了沿着从透明工件160分离出的制品中的所得分离边缘所形成的损伤。还应注意,在透明工件160的第一表面162和第二表面164处的缺陷直径大致相同。虽然透明工件160的主体内的区域可以仅具有改性材料,但是在透明工件160的第一表面162和第二表面164处,脉冲激光束焦线113排出材料以形成材料被蒸发的凹坑或区域,所述凹坑或区域在每个表面处具有大致相同的直径。例如,如果透明工件160的第一表面162处的缺陷直径为7μm,那么在透明工件160的第二表面164处的缺陷直径将差不多为7μm的直径,例如,6-8μm的大小。
[0150]
另外,不旨在受理论限制,轮廓170中的相邻缺陷172之间的间距也影响轮廓170的抗断裂性。相邻缺陷172之间的间距可以通过将脉冲光束源110发射脉冲串的时间与使脉冲激光束112和透明工件160中的至少一者相对于彼此移动的平移台190的速度同步来控制。例如,图9包括图表60,其描绘了通过具有不同子脉冲周期t
p
的脉冲串形成的轮廓的抗断裂性随着轮廓中的相邻缺陷之间的间距而变化的情况。抗断裂性如图表60图示的轮廓是在康宁eagle 玻璃的0.5mm厚的透明工件160中形成的,该透明工件的宽度为44mm且长度为60mm并且未受过离子交换化学强化(即,无应力)。另外,在透明工件160的宽度方向上形成具有图表30中图示的抗断裂性的轮廓,因此是44mm长的轮廓。进一步地,图表60中图示的抗
断裂性通过四点弯曲设备150(图2c),经lic测得。例如,线62示出了通过脉冲串形成的轮廓的抗断裂性,每个脉冲串具有4个子脉冲,120ns的子脉冲周期t
p
和550μj的脉冲串能量。线64示出了通过脉冲串形成的轮廓的抗断裂性,每个脉冲串具有4个子脉冲,156ns的子脉冲周期t
p
和550μj的脉冲串能量。每条线(62和64)的最小值显示了最佳缺陷间距(即,轮廓具有最小抗断裂性时的缺陷间距)。不旨在受理论限制,图9中所示的结果显示出较小的缺陷间距并不总是对应于更低的抗断裂性。事实上,图9显示出,随着子脉冲周期t
p
从120nm增加到156ns,最佳缺陷间距从约6-8μm变到约8-10μm。
[0151]
现在参考图10,图表70描绘了使用脉冲串形成的三种轮廓(即,缺陷的线性轮廓)的最佳缺陷间距(即,实现最低抗断裂性的缺陷间距),每个脉冲串具有4个子脉冲并具有不同的子脉冲周期t
p
,因此具有不同的总脉冲串持续时间t
bd
。缺陷间距如图表70图示的轮廓是在编号为2318的康宁玻璃的0.7mm厚的透明工件160中形成的,该透明工件的宽度为44mm且长度为60mm并且未受过离子交换化学强化(即,无应力)。另外,在透明工件160的宽度方向上形成具有图表10中图示的抗断裂性的轮廓,因此是44mm长的轮廓。沿着图表70的线71的点72对应于通过具有4个子脉冲并且子脉冲周期t
p
为12ns的脉冲串所形成的轮廓。确定在这些脉冲条件下的最佳缺陷间距为4μm,并且测量到在这些脉冲条件下的最小抗断裂性为16mpa。沿着图表70的线71的点74对应于通过具有4个子脉冲并且子脉冲周期t
p
为36ns的脉冲串所形成的轮廓。确定在这些脉冲条件下的最佳缺陷间距为5μm,并且测量到在这些脉冲条件下的最小抗断裂性为13mpa。进一步地,沿着图表70的线71的点76对应于通过具有4个子脉冲并且子脉冲周期t
p
为72ns的脉冲串所形成的轮廓。确定在这些脉冲条件下的最佳缺陷间距为7.2μm,并且测量到在这些脉冲条件下的最小抗断裂性为11mpa。因此,增加子脉冲周期t
p
允许有更大的缺陷间距,这促进了更快的激光加工。
[0152]
再次参考图3a和3b,在一些实施方式中,脉冲串200的子脉冲201之间的能量分布是均匀或者基本均匀的,如图3b所示。例如,在一些实施方式中,每个子脉冲的能量可以与另一子脉冲相差10%或更小,例如,5%或更小、2%或更小或者1%或更小。进一步地,如图3a所示,脉冲串的子脉冲之间的能量分布无需是均匀的。事实上,在一些情况中,脉冲串的子脉冲之间的能量分布为指数衰减形式,其中,脉冲串的第一子脉冲含有最多能量,脉冲串的第二子脉冲含有略微较少的能量,脉冲串的第三子脉冲含有甚至更少的能量,依此类推。但应理解,在各脉冲串200中的其他能量分布也是可行的,其中,可以定制每个子脉冲201的确切能量以起到对透明工件160改性不同量的作用。
[0153]
此外,在一些实施方式中,轮廓170的抗断裂性可以定向变化,例如,如果轮廓170是通过在x方向上产生间隔开的缺陷172制成的,则相比于在y方向上产生间隔开的缺陷172制成,轮廓170可以具有不同的抗断裂性。由于与材料相互作用的光束的旋转对称性并非是完美的,因此可发生这种情况,故而这种略微不对称的光束可以产生不对称的缺陷,其驱使在一个方向上的开裂比另一方向上的开裂更剧烈。但是,最大程度地减少或控制这种方向变化性是有利的。不旨在受理论限制,当抗断裂性定向变化时,相比于分离在某一方向(例如y方向)上延伸的轮廓170的部分所需的应力,可能需要更多的应力来分离在另一个方向(例如,x方向)上沿着透明工件160的表面延伸的轮廓170的部分。在这种情况中,沿着轮廓170分离透明工件160可能变得更加困难,因为裂纹扩展可能沿着具有较低抗断裂性的轮廓170的部分发生,但是不沿着具有较高抗断裂性的轮廓170的部分发生,在一些情况中,可能
发生灾难性的开裂,例如,当抗性最小的路径不与轮廓170重合时。然而,利用定向等性的脉冲串形成的缺陷172使得裂纹扩展通过相邻缺陷172的位置来引导(即,裂纹扩展遵循轮廓170),并且裂纹扩展受脉冲激光束112中的任何光学不对称性的影响最小,由此最大程度地减少了定向偏置的裂纹扩展。事实上,在本文所述的实施方式中,轮廓170可以包括定向均匀的抗断裂性。如本文所用,“定向均匀的抗断裂性”是沿着透明工件160的第一表面162(例如,沿着x-y平面),在任何方向上的变化不超过25%的抗断裂性。
[0154]
在另一些实施方式中,故意使抗断裂性不均匀,例如,在轮廓线165的方向上,抗断裂性可以更低,以促进沿着轮廓线165发生定向偏置的裂纹扩展,由此需要更少的应力来沿着轮廓170分离透明工件160的部分。利用具有非轴对称截面的激光,实现了通过抗断裂性的方向控制来使裂纹扩展沿着优选的路径偏置。非轴对称的截面包括椭圆截面,以及相对于其他方向,在一个方向上伸长的其他截面。用于形成非轴对称激光束,由非轴对称激光束形成激光束焦线,形成具有非轴对称截面的缺陷,以及分离方向的偏置的技术见述于美国专利申请公开20180093914a1,其公开内容在此纳入本文。
[0155]
形成具有非轴对称截面的激光束的一种方式是使光束穿过分割的四分之一波片。图11a1-11a4描绘了使用包括分割的四分之一波片的光学组件100所形成的脉冲激光束焦线113的四个截面光束图301-304。特别地,图11a的截面光束图301-304各自显示了在透明工件160中的脉冲激光束焦线113的能量密度,并且尤其显示出脉冲激光束焦线113的能量密度是非轴对称的,并且具有椭圆形状,该椭圆形状具有长轴la(即,301
la-304
la
)和短轴sa(即,301
sa-304
sa
)。由于脉冲激光束焦线113的能量密度为非轴对称的,因此脉冲激光束焦线113的旋转(即,围绕光束路径111旋转)改变了脉冲激光束焦线113的截面的取向。
[0156]
仍然参考图11a1,脉冲激光束焦线113的第一截面光束图301包括沿着y轴取向的第一长轴301
la
和沿着x轴取向的第一短轴301
sa
,并且脉冲激光束焦线113的第二截面光束图302包括沿着x轴取向的第一长轴302
la
和沿着y轴取向的第二短轴302
sa
(图11a2)。第一长轴301
la
和第二长轴302
la
垂直,并且第一短轴301
sa
和第二短轴302
sa
垂直。换言之,脉冲激光束焦线113围绕z轴旋转90
°
而从第一截面光束图301变为第二截面光束图302。还如图11a3所示,脉冲激光束焦线113的第三截面光束图303包括与y轴成顺时针45
°
取向的第三长轴303
la
和与x轴成顺时针45
°
取向的第三短轴303
sa
,并且脉冲激光束焦线113的第四截面光束图304包括沿与x轴成逆时针45
°
取向的第四长轴304
la
和与y轴成45
°
逆时针取向的第四短轴304
sa
(图11a4)。第三长轴303
la
和第四长轴304
la
彼此垂直,并且第三短轴303
sa
和第四短轴304
sa
彼此垂直。换言之,脉冲激光束焦线113围绕z轴旋转90
°
而从第三截面光束图303变为第四截面光束图304。
[0157]
还参考图11b,如图11a1-11a4的截面光束图301-304所示的脉冲激光束焦线113的椭圆形状有助于形成具有中心缺陷区域345和一个或多个径向臂344的缺陷372,所述中心缺陷区域345在脉冲激光束焦线113的长轴la和短轴sa的相交处形成,并且所述一个或多个径向臂344在脉冲激光束焦线113的长轴la的方向上形成。例如,当脉冲激光束焦线113的取向符合第一截面光束图301时,形成了第一组缺陷372-1,当脉冲激光束焦线113的取向符合第二截面光束图302时,形成了第二组缺陷372-2,当脉冲激光束焦线113的取向符合第三截面光束图303时,形成了第三组缺陷372-3,并且当脉冲激光束焦线113的取向符合第四截面光束图304时,形成了第四组缺陷372-4。在操作时,对脉冲激光束焦线113进行取向,以使得
长轴la沿着轮廓线165延伸,由此形成径向臂344沿着轮廓线165延伸的缺陷172。通过控制脉冲激光束焦线113以使得每个缺陷172的径向臂的方向沿着轮廓线165延伸,可以更好地控制裂纹扩展。
[0158]
现在参考图12,图表80描绘了当使用的适于产生缺陷的光学系统具有非轴对称激光束,并且该非轴对称激光束具有2.3:1的长轴与短轴的比值时,轮廓170的抗断裂性随着相邻的非轴对称缺陷372(即,图11b的缺陷372)之间的间距的变化。抗断裂性如图表80图示的轮廓是在编号为2318的康宁玻璃的0.7mm厚的透明工件160中形成的,该透明工件的宽度为44mm且长度为60mm并且未受过离子交换化学强化(即,无应力)。另外,在透明工件160的宽度方向上形成具有图表10中图示的抗断裂性的轮廓,因此是44mm长的轮廓。所测得的且在图表80中表示的轮廓170的非轴对称缺陷372包括沿着轮廓线165对准的径向臂,以促进受控的裂纹扩展。具体地,图表80的线82-86示出了三种示例性轮廓的抗断裂性随着缺陷间距的变化,每种轮廓由具有不同子脉冲周期t
p
和相等的脉冲串能量的脉冲串200形成。图表80中图示的抗断裂性通过四点弯曲设备150(图2c),经lic测得。线82示出了通过脉冲串200形成的缺陷的轮廓的抗断裂性随着缺陷间距的变化,每个脉冲串200具有4个子脉冲201,475uj的脉冲串能量和32ns的子脉冲周期t
p
。线84示出了通过脉冲串200形成的缺陷的轮廓的抗断裂性随着缺陷间距的变化,每个脉冲串200具有4个子脉冲201,475μj的脉冲串能量和72ns的子脉冲周期t
p
。进一步地,线86示出了通过脉冲串200形成的缺陷的轮廓的抗断裂性随着缺陷间距的变化,每个脉冲串200具有4个子脉冲201,475μj的脉冲串能量和156ns的子脉冲周期t
p
。如线86所示,在增加的子脉冲周期t
p
(和增加的脉冲串持续时间t
bd
)的情况下,实现了最低的抗断裂性,对于间隔约22μm的非轴对称缺陷372,实现了约3mpa的抗断裂性。事实上,图表80显示出,通过增加子脉冲周期t
p
结合增加脉冲串持续时间t
bd
,并且使非轴对称缺陷372的径向臂344与轮廓线165对准,可以最大程度地减小抗断裂性。
[0159]
再次参考图2a-3b,在一些实施方式中,光学组件100还可以包括位于脉冲光束源110与透明工件160之间的非线性光学晶体,以改变脉冲激光束112并且产生更高次谐波和更短的波长。在操作时,非线性光学晶体通过产生二次谐波、三次谐波、四次谐波等,将较长的波长λ(例如,1064nm或1030nm)转变成较短的波长λo(例如,532nm或更短)。例如,532nm是1064nm的二次谐波,357nm是1064nm的三次谐波,并且266nm是1064nm的四次谐波。相比于较长的波长,较短的波长,例如532nm、357nm或者甚至更短,在玻璃(例如,透明工件160的玻璃)中具有更强的吸收。不旨在受理论限制,较短的波长减少了由脉冲激光束焦线113引起的多光子吸收超过激光束焦线113的材料的带隙所需的光子数量,因为单个光子在较短的波长下有更多的能量。
[0160]
当产生更高阶谐波时,增加脉冲激光束112的脉冲串200的强度可以使转换效率最大化,因为转换效率与光强度的平方成比例。另外,脉冲串200中的脉冲串能量是守恒的,因此,在单个脉冲串200中采用更少的子脉冲201增加了每个子脉冲201的能量。事实上,在增加子脉冲周期t
p
的同时减少脉冲串200中的子脉冲201的数目增加了转换效率并增加了每个子脉冲201的能量。例如,对于恒定的脉冲串能量,2脉冲的脉冲串或4脉冲的脉冲串将比10脉冲的脉冲串或20脉冲的脉冲串更有效地从红外波长区转换到绿波长区。这允许脉冲激光束112更有效地转换成更高阶谐波(即,更低的波长),由于较短的波长减少了引发多光子吸收所需的光子数目,因此这促进了更快的加工速度并且有助于在较厚的透明工件160中
形成缺陷172的轮廓170。因此,如果期望使用谐波波长来进行低抗断裂性的切割,对于给定的总脉冲串持续时间,可以有利的是每个脉冲串采用小数目的脉冲(子脉冲之间有大的间隔),这不同于在相同的总脉冲串持续时间的情况中,每个脉冲串有更大数目的脉冲(子脉冲之间有小的间隔)。另外,虽然不旨在受理论限制,但是当相比于能量呈指数衰减形式的子脉冲能时,采用能量相等的子脉冲能可以改进转换效率。
[0161]
采用较短波长(532nm、355nm、或515nm、或343nm)来形成缺陷172的一个原因是较短波长允许在无衍射光束加工中使用数值孔径更低的光学器件。在一些应用中,较短波长是有利的,因为激光束的聚焦光斑直径可缩放为d
光斑
~λ/na,其中,d
光斑
是聚焦光斑直径,λ是光的波长,并且na是聚焦光学器件的数值孔径。如系列号为16/430,985的美国专利申请中所述,当期望将缺陷172的轮廓170放置成靠近基材(例如透明工件160)上的非透明特征,例如,金属掩模或黑色矩阵印刷物基质时,使用具有无衍射光束的数值孔径较低的光学系统是有益的。常期望使缺陷172的轮廓170非常接近这些特征,以便将部件或装置更紧密地包装在一起,从而更有效地使用基材(例如,透明工件160)。
[0162]
不旨在受理论限制,激光束的数值孔径越低,缺陷172可以越靠近非透明特征定位而不会有遮蔽效应以及不会使邻近的非透明特征暴露于过多的能量,遮蔽效应抑制穿过透明工件160的完整深度的缺陷172的形成,暴露于过多的能量可烧蚀或熔化这些特征。在无衍射光束系统中采用较长基波波长(例如1064nm或1030nm)的情况中,用于在透明工件160中产生缺陷的典型na是0.2至0.45,例如,0.27、0.35或0.4。然而,对于由较长基波波长形成的较短谐波波长,例如,523nm,na可以减小到小于0.2,例如,0.15、或0.1、或者甚至0.07,并且仍然保留足够紧密的光斑尺寸和充分高的强度,以通过上文所述的非线性光学过程对透明工件160进行改性。但是,谐波产生过程仍需产生具有足够能量的子脉冲,这通过下述实现:保持脉冲串中的子脉冲数目较小(例如,每个脉冲串2至4个子脉冲),以使得每个子脉冲具有高的能量并且能将基波波长有效地转换成谐波波长。
[0163]
鉴于前文描述,应理解,激光加工透明工件可以通过使用以脉冲串形式产生的脉冲激光束来增强,每个脉冲串具有两个或更多个子脉冲,并且具有增加的脉冲串持续时间和/或增加的子脉冲周期。特别地,使用具有本文所述性质的脉冲串促进了具有低抗断裂性的缺陷轮廓的形成,这使得通过沿着轮廓分离透明工件形成的所得到的分离后的制品中的损伤最小化,从而使通过沿着轮廓分离所形成的表面具有高的边缘强度。
[0164]
如本文所用,术语“约”指量、尺寸、配方、参数和其他数量和特征不是精确的且无需精确的,但可按照要求是大致的和/或更大或者更小,如反映公差、转化因子、四舍五入、测量误差等,以及本领域技术人员所知的其他因子。当术语“约”用于描述数值或范围的端点时,包括所提到的具体数值或端点。无论说明书中的范围的数值或端点是否描述“约”,其均描述了两种实施方式:一种用“约”修饰,另一种未用“约”修饰。还应理解,每个范围的端点在与另一个端点有关及独立于另一个端点时都是重要的。
[0165]
本文所用的方向术语,例如上、下、左、右、前、后、顶、底,仅仅是参照绘制的附图而言,并不用来暗示绝对的取向。
[0166]
除非另有明确说明,否则本文所述的任何方法不应理解为其步骤需要按具体顺序进行,或者要求使任何设备具有特定取向。因此,如果方法权利要求没有实际叙述其步骤要遵循的顺序,或者任何设备没有实际叙述各组件的顺序或取向,或者权利要求书或说明书
中没有另外具体陈述步骤限于具体顺序,或者没有叙述设备组件的具体顺序或取向,那么在任何方面都不应推断顺序或取向。这适用于解释上的任何可能的非表达性基础,包括:涉及步骤安排的逻辑问题、操作流程、组件的顺序或组件的取向问题;由语法组织或标点派生的明显含义问题和说明书中描述的实施方式的数量或类型问题。
[0167]
除非上下文另外清楚地说明,否则,本文所用的单数形式“一个”、“一种”以及“该/所述”包括复数指代。因此,例如,提到的“一种”部件包括具有两种或更多种这类部件的方面,除非文本中有另外的明确表示。
[0168]
对本领域的技术人员显而易见的是,可以对本文所述的实施方式进行各种修改和变动而不偏离要求保护的主题的精神和范围。因此,本说明书旨在覆盖本文所述的各个实施方式的修改和变动,只要这些修改和变动在所附权利要求书及其等同内容的范围之内。
- 该技术已申请专利。仅供学习研究,如用于商业用途,请联系技术所有人。
- 技术研发人员:杰祖玛斯 R
- 技术所有人:康宁股份有限公司
- 我是此专利的发明人
- 该领域下的技术专家
- 如您需求助技术专家,请点此查看客服电话进行咨询。
- 1、王老师:1. 高分子成型加工新技术及模具(包括外场对材料物理属性的影响机制、特种成型工艺及模具设计、复合成型技术及模具装备、模具CAD/CAE等) 2. 高分子基生化分析材料(包括生物分析专用试剂盒、高分子型试剂保护助剂等) 3. 药检分析仪器及耗材 4. 功能塑料与功能包装材料
- 2、乔老师:1.食品科学 2.农产品加工及贮藏工程 主要研究方向: 1. 农产品保鲜与加工技术 2. 鲜切果蔬加工 3. 功能活性酚类物质加工稳定性及其留存规律 4. 超声波声化效应研究
- 3、李老师:1.机电一体化系统设计与开发 2.嵌入式系统设计与开发 3.工业与服务机器人技术研究
- 4、陈老师:1.机械制造及自动化 2.机械电子工程
- 5、朱老师:1.燃料电池 2.CAE 3.无损检测
- 如您是高校老师,可以点此联系我们加入专家库。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1
精彩留言,会给你点赞!