搭角焊接头及其制造方法以及闭合截面构件与流程
本发明涉及搭角焊接头及其制造方法以及闭合截面构件。
背景技术:
1、对于机动车的结构构件,不仅要求静强度以及刚性,还要求较高的耐疲劳特性。另外,钢板、铝合金板只要为类似材质彼此,则从效率、成本的优越性出发大多通过焊接来接合。另一方面,始终存在为了燃料经济性提高而使车身轻量化的需求,作为其对策,最近正在推进由钢材、铝合金材的高强度化带来的薄板化。然而,焊接接头的强度并不与材料的强度连动地呈线形上升、不怎么提高这样的情况成为常识性的见解。该接头疲劳强度的问题成为难以通过高强度材料以及薄板化来消除的原因之一。
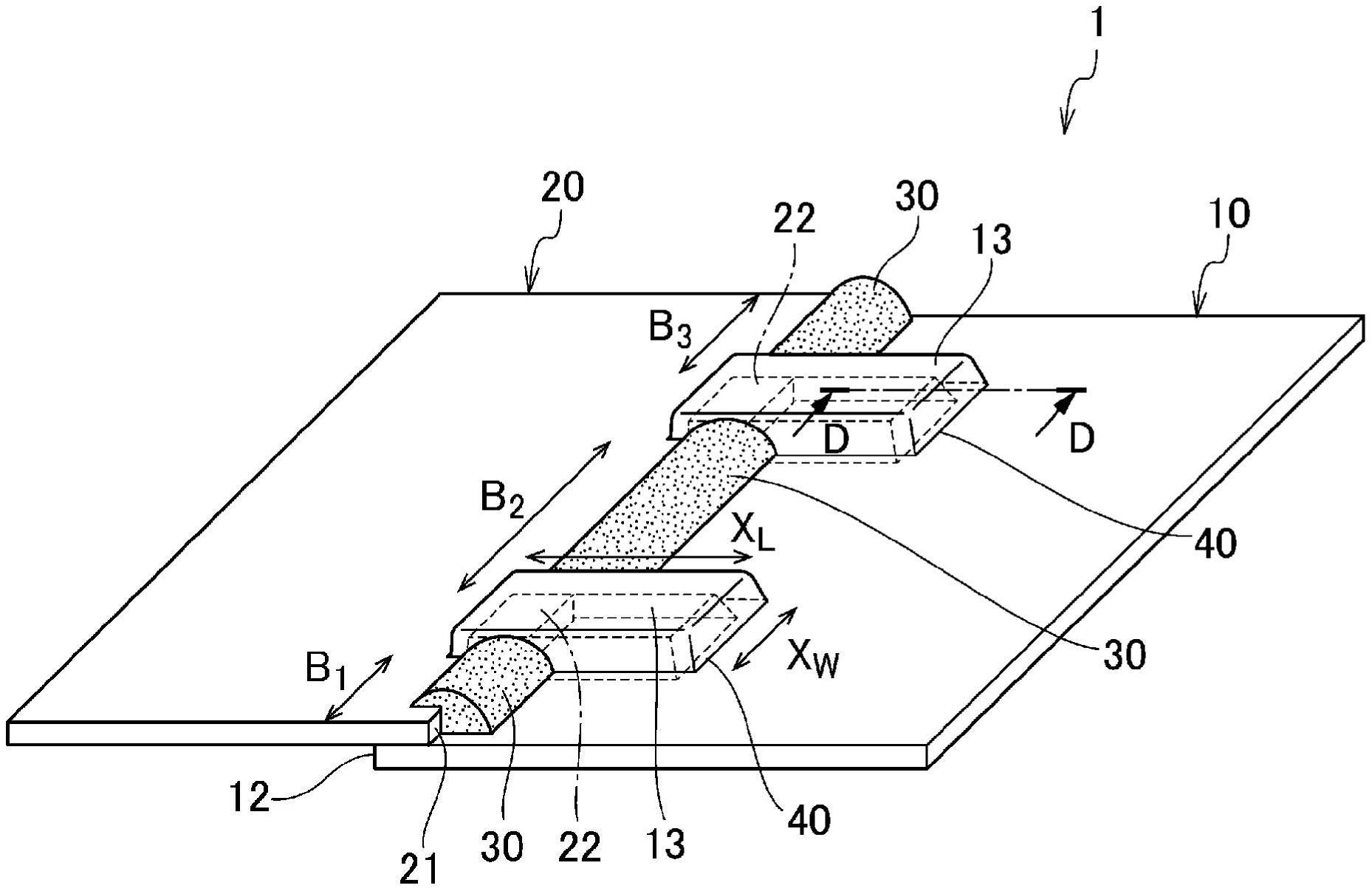
2、可以说焊接接头的疲劳相比板材降低的原因主要有3个。以下,如图12所示那样,以第一金属板10与第二金属板20重叠、且第二金属板20的缘部21与第一金属板10的缘部12附近的表面11被焊道30焊接的搭角焊接头1为例进行说明。
3、第一原因是形状的应力集中。如图13所示那样,作为焊接部的焊道30与作为金属构件的第一金属板10以及第二金属板20的边界成为不连续线,因此在焊道焊趾部应力集中。该应力集中的大小与焊道焊趾部的平滑性成反比例的关系。
4、第二原因是材质的劣化。第一金属板10以及第二金属板20由于急速加热、急速冷却而形成相对于本来的材质结晶组织变化了的热影响部31。伴随于此,在热影响部31,硬度、韧性、延伸性这样的材料特性局部地变化。
5、第三原因是拉伸残留应力。焊接部的附近除了温度上升与降低这一系列的热履历以外,还由于焊接部周围的约束的关系,通常在室温冷却后拉伸的残留应力普遍残留。该拉伸残留应力成为疲劳强度降低的重要原因。
6、这些形状的应力集中、局部构件质劣化以及拉伸残留应力叠加,而使接头疲劳特性劣化。
7、根据这样的背景,以往针对焊接接头的疲劳强度提高对策,考虑其机理而进行了各种设计、研究。例如,在专利文献1中,以使应力集中部从焊道分离为目的,将材料的一部分局部地减厚。在专利文献2以及3中,在电弧焊接后进行各种喷丸处理,对应力集中部位赋予压缩残留应力。另外,在专利文献4中,采用特殊组成的焊接材料并利用马氏体相变而赋予压缩应力。在专利文献5以及6中,在焊接结束后利用等离子体电弧、激光这样的热源对焊趾部周边施加再热处理。在专利文献7以及8中,设置被称为补足刚性焊道的其他焊接金属。在专利文献9中,与焊道相邻地设置凸状的压制焊道。并且,也提出了利用研磨机磨削机构将焊趾部平滑地形成、或者将制造物本身投入炉中退火并减小拉伸残留应力的方法等。
8、现有技术文献
9、专利文献
10、专利文献1:日本国特开2018-30169号公报
11、专利文献2:日本国专利第5880260号公报
12、专利文献3:日本国专利第3899007号公报
13、专利文献4:日本国专利第5450293号公报
14、专利文献5:日本国特开2014-4609号公报
15、专利文献6:日本国专利第6515299号公报
16、专利文献7:日本国专利第5522317号公报
17、专利文献8:日本国专利第5843015号公报
18、专利文献9:日本国专利第6008072号公报
技术实现思路
1、发明要解决的课题
2、然而,在薄板的情况下,除了上述的疲劳强度降低重要原因以外,还存在另一个劣化重要原因。这就是由于金属构件的约束不良、金属构件自身的形变、挠曲、在焊接时产生的热变形等而产生的板对合精度的劣化、所谓的板间间隙即根部间隙g的扩大。在不存在根部间隙g的情况下,相对于接头1的最大的应力集中部位成为焊道焊趾部。然而,如图14以及图15所示那样,当产生根部间隙g时,也伴随着刚性劣化,焊趾部未必成为最大应力集中部位,根部间隙g部分成为最大应力集中部位,大多更早地断裂。此前进行各种设计而得到的专利文献1~9所记载的接头疲劳强度改善手段并不伴有抑制根部间隙g的扩大的效果,因此存在进一步的改善的余地。
3、本发明是鉴于前述的课题而完成的,其目的在于提供能够通过简单的结构来有效地改善疲劳强度的搭角焊接头以及搭角焊接头的制造方法。
4、用于解决课题的方案
5、因此,本发明的上述目的由搭角焊接头的下述(1)的结构来达成。
6、(1)一种搭角焊接头,其通过将第一金属板与第二金属板重叠并进行焊接而得到,其中,
7、所述第一金属板在作为与所述第二金属板焊接一侧的一方侧的缘部具有至少一个鼓出部,所述至少一个鼓出部沿着从所述第一金属板的所述一方侧的缘部朝向所述第一金属板的另一方侧的缘部的长度方向延伸,且相对于平板部分向与所述第二金属板面对的方向鼓出,
8、所述第二金属板在作为与所述第一金属板焊接一侧的一方侧的缘部具有至少一个突出部,所述至少一个突出部向从所述第二金属板的另一方侧的缘部朝向所述第二金属板的所述一方侧的缘部的方向突出,且能够插入所述鼓出部,
9、所述搭角焊接头具有在所述突出部插入到所述鼓出部的状态下将所述第一金属板与所述第二金属板的所述一方侧的缘部焊接而得到的第一焊道,
10、所述鼓出部形成为,所述第一金属板的板厚方向上的高度为所述第一金属板的板厚与所述第二金属板的板厚的合计以上,并且所述第一金属板的所述长度方向上的长度超过所述第一金属板以及所述第二金属板之间的所述第一焊道的焊脚长度与从所述第一焊道向所述第一金属板的所述另一方侧延伸的焊接热影响部的长度的合计。
11、根据该结构,通过简单的结构来缓和焊接部的应力集中,并且形成根部间隙被抑制的焊接部,能够有效地改善接头疲劳强度。
12、另外,搭角焊接头的本发明的优选的实施方式涉及以下的(2)~(8)。
13、(2)根据(1)所述的搭角焊接头,其中,
14、在所述第二金属板中,通过从所述第二金属板的所述一方侧的缘部沿着所述长度方向形成的一对切口而在该一对切口之间形成所述突出部。
15、根据该结构,通过设置切口,能够容易地形成突出部。
16、(3)根据(1)或(2)所述的搭角焊接头,其中,
17、所述鼓出部通过压制成型而形成。
18、根据该结构,能够精度良好且容易地形成鼓出部。
19、(4)根据(1)~(3)中任一项所述的搭角焊接头,其中,
20、所述搭角焊接头还具有将与所述鼓出部对应的位置处的所述第一金属板的一方侧的缘部与所述第二金属板焊接而得到的第二焊道。
21、根据该结构,搭角焊接头的疲劳强度能够进一步提高。
22、(5)根据(4)所述的搭角焊接头,其中,
23、所述第一焊道与所述第二焊道连续地形成。
24、根据该结构,第一焊道以及第二焊道的焊接作业变得容易。
25、(6)根据(1)~(5)中任一项所述的搭角焊接头,其中,
26、所述第一金属板在所述第一金属板的所述一方侧的缘部具有至少一个切口部,
27、所述鼓出部形成于与所述切口部对应的位置。
28、根据该结构,能够扩大第一金属板与第二金属板的重叠部的面积,疲劳强度进一步提高。
29、(7)根据(1)~(6)中任一项所述的搭角焊接头,其中,
30、由所述鼓出部形成的内部空间中的所述第一金属板的板厚方向上的高度和所述第一金属板的板厚与所述第二金属板的板厚的合计大致相同。
31、根据该结构,根部间隙的抑制效果更加提高。
32、(8)根据(1)~(7)中任一项所述的搭角焊接头,其中,
33、所述鼓出部形成为所述第一金属板的板厚方向上的高度从所述突出部的入口侧趋向所述第一金属板的另一方侧的缘部而逐渐变低。
34、根据该结构,能够将突出部容易地插入鼓出部,并且能够使第一金属板与第二金属板无松弛地约束。
35、另外,本发明的上述目的由闭合截面构件的下述(9)的结构来达成。
36、(9)一种闭合截面构件,其中,
37、所述闭合截面构件应用(1)~(8)中任一项所述的搭角焊接头。
38、根据该结构,能够制作接头疲劳强度被改善的闭合截面构件。
39、另外,本发明的上述目的由搭角焊接头的制造方法的下述(10)的结构来达成。
40、(10)一种搭角焊接头的制造方法,其将第一金属板与第二金属板重叠并进行焊接,其中,
41、所述搭角焊接头的制造方法具有如下工序:
42、针对所述第一金属板,在作为与所述第二金属板焊接一侧的一方侧的缘部形成至少一个鼓出部,所述至少一个鼓出部沿着从所述第一金属板的所述一方侧的缘部朝向所述第一金属板的另一方侧的缘部的长度方向延伸,且相对于平板部分向与所述第二金属板面对的方向鼓出;
43、针对所述第二金属板,在作为与所述第一金属板焊接一侧的一方侧的缘部形成至少一个突出部,所述至少一个突出部向从所述第二金属板的另一方侧的缘部朝向所述第二金属板的所述一方侧的缘部的方向突出,且能够插入所述鼓出部;
44、在向所述鼓出部插入所述突出部的同时,将所述第一金属板与所述第二金属板重叠;以及
45、对所述第一金属板与所述第二金属板的所述一方侧的缘部进行焊接而形成第一焊道,
46、所述鼓出部形成为,所述第一金属板的板厚方向上的高度为所述第一金属板的板厚与所述第二金属板的板厚的合计以上,并且所述第一金属板的所述长度方向上的长度超过所述第一金属板以及所述第二金属板之间的所述第一焊道的焊脚长度与从所述第一焊道向所述第一金属板的所述另一方侧延伸的焊接热影响部的长度的合计。
47、根据该结构,通过简单的结构来缓和焊接部的应力集中,并且形成根部间隙被抑制的焊接部,能够有效地改善接头疲劳强度。
48、另外,搭角焊接头的制造方法的本发明的优选的实施方式涉及以下的(11)~(16)。
49、(11)根据(10)所述的搭角焊接头的制造方法,其中,
50、在所述第二金属板中,通过从所述第二金属板的所述一方侧的缘部沿着所述长度方向形成的一对切口而在该一对切口之间形成所述突出部。
51、根据该结构,通过设置切口,能够容易地形成突出部。
52、(12)根据(10)或(11)所述的搭角焊接头的制造方法,其中,
53、通过压制成型而形成所述鼓出部。
54、根据该结构,能够精度良好且容易地形成鼓出部。
55、(13)根据(10)~(12)中任一项所述的搭角焊接头的制造方法,其中,
56、形成所述第一焊道的工序通过电弧焊接方法、激光焊接方法或激光电弧混合焊接方法中的任一个方法来进行。
57、根据该结构,能够通过任一个焊接方法来有效地改善接头疲劳强度。
58、(14)根据(10)~(13)中任一项所述的搭角焊接头的制造方法,其中,
59、所述搭角焊接头的制造方法还包括对与所述鼓出部对应的位置处的所述第一金属板的一方侧的缘部与所述第二金属板进行焊接而形成第二焊道的工序。
60、根据该结构,搭角焊接头的疲劳强度能够进一步提高。
61、(15)根据(14)所述的搭角焊接头的制造方法,其中,
62、通过连续焊接而形成所述第一焊道与所述第二焊道。
63、根据该结构,能够通过连续的焊接作业而容易地形成第一焊道以及第二焊道。
64、(16)根据(10)~(15)中任一项所述的搭角焊接头的制造方法,其中,
65、所述搭角焊接头的制造方法还包括在针对所述第一金属板形成所述鼓出部之前在所述第一金属板的所述一方侧的缘部形成至少一个切口部的工序,
66、在与所述切口部对应的位置形成所述鼓出部。
67、根据该结构,能够扩大第一金属板与第二金属板的重叠部的面积,疲劳强度进一步提高。
68、发明效果
69、根据本发明的搭角焊接头以及搭角焊接头的制造方法,通过简单的结构来缓和焊接部的应力集中,并且形成根部间隙被抑制的焊接部,能够有效地改善接头疲劳强度。
- 还没有人留言评论。精彩留言会获得点赞!