金属切削的车削刀具的制作方法
本发明属于金属切削的。更具体地是,本发明属于车削的领域。
背景技术:
1、本发明涉及根据权利要求1的前序部分所述的车削刀具。换言之,本发明涉及一种包括联接部分的车削刀具,其中联接部分沿着联接轴线延伸,联接轴线限定了车削刀具的纵向轴线,其中车削刀具包括第一切削元件和第二切削元件,其中第一切削元件包括第一切削刃,其中第二切削元件包括第二刀尖切削刃,其将第二前向切削刃和第二后向切削刃分开,并连接第二前向切削刃和第二后向切削刃,其中第一切削元件包括第一顶表面,其中第二切削元件包括第二顶表面。在另一方面,本发明涉及一种用于数控车床的加工方法。
2、在金属切削中,车削是一种常见的操作。数控车床是常用的。通常,复杂的形状是由金属工件加工而成的。为了获得复杂的形状,通常使用两个或多个车削刀具,其中车削刀具具有不同的几何形状或不同的取向。例如,一把车削刀具可以适合用于一个方向上的加工,而第二把车削刀具可以适合用于不同方向上的加工。
3、通常,每个车削刀具都配备一个车削刀片。使用一个车削刀片车削后,通常将第一个车削刀具转位到第二个车削刀具。例如,数控车床可以包括转塔,并且通过将转塔旋转预定角度来实现从一个车削刀具到第二车削刀具的转位。通过转塔旋转进行转位需要时间,例如取决于数控车床。没有切削的时间,例如从一种刀具更换或转位到另一种刀具时,可以称为停机时间。
4、ep 1 317 981 a1公开了一种携带有多个车削刀片的刀具,由此可以通过车削刀具围绕联接轴线的旋转来快速实现不同车削刀片之间的切换。
5、发明人已经发现,需要一种进一步改进的车削刀具。
技术实现思路
1、本发明的一个目的是提供一种适合于加工出具有复杂形状的物体的车削刀具。进一步的目的是提供一种可以在范围广泛的cnc车床上使用的车削刀具。更进一步的目的是提供一种可以用于长时间加工的车削刀具。另一个目的是提供一种可以帮助减少停机时间的车削刀具。
2、所述目标中的至少一个目标通过最初限定的车削刀具实现,其中第一和第二切削元件与假想的圆或圆柱相交,该假想的圆或圆柱的中心轴线与联接轴线平行或重合,其中第一切削元件相对于第二切削元件以一倾角倾斜,其中所述倾角是围绕假想的圆的中心轴线测量得到的,其中第一顶表面面向垂直于或基本垂直于联接轴线的方向。
3、通过这种车削刀具,可以通过车削刀具的线性运动实现从第一切削元件到第二元件的非常快速的改变或转位。
4、车削刀具用于cnc车床,即计算机或计算机化的数控车床,即适合用于车削的任何cnc机床,诸如车削车床、多任务机床、车铣床或滑动头机床。车削刀具用于加工金属工件,例如包括外部表面的金属工件,该外部表面是径向外表面,其中径向外表面背对金属工件可围绕其旋转的旋转轴线。车削刀具用于车削所述径向外表面,即外部车削。
5、车削刀具包括前端和呈联接部分的形式的相反的后端。联接部分能够可拆卸地连接到cnc车床,更具体地是连接到cnc车床的机床接口,诸如机床主轴或刀具转塔或刀架。
6、联接部分的横截面可以具有正方形或矩形形状。联接部分可以是锥形的或基本锥形的,诸如优选地是根据iso标准26623-1的形状。
7、联接部分沿着联接轴线或中心轴线延伸,该中心轴线限定车削刀具的纵向轴线。
8、车削刀具包括第一切削元件和第二切削元件。第一和第二切削元件间隔开。第一和第二切削元件优选地是切削刀片或车削刀片,即由耐磨材料(例如硬质合金)制成的可更换元件。替代性地是,第一和第二切削元件可以是单个耐磨元件的部分,该单个耐磨元件优选地是由单块硬质合金制成的。第一切削元件包括第一顶表面。第一顶表面包括前刀面或前刀表面。
9、第一切削元件包括第一切削刃。第一切削刃可以优选地是呈刀尖切削刃的形式,即在俯视图中为凸形的切削刃。第一切削刃或第一切削刃的一部分产生加工表面。第一切削元件可以是圆化切削刀片的形式,即在俯视图中为圆形或基本圆形的刀片。所述圆的半径优选为5-30mm。替代性地是,第一切削刃可以是在俯视图中为凸形的刀尖切削刃,优选地是呈圆弧的形式,具有0.2-1.6mm的曲率半径,并且布置在第一前向切削刃(即主切削刃或主要切削刃或前部切削刃)和第一后向切削刃(即辅助切削刃或尾部切削刃)之间,即连接第一前向切削刃和第一后向切削刃。
10、替代性地是,第一顶表面在俯视图中可以具有菱形形状、三角形形状、正方形形状或多边形形状。
11、第一顶表面和第二顶表面均可以是平坦的。替代性地是,所述表面中的一个表面或两个表面都可以是不平坦的或非平面的。优选地是,所述表面可以包括一个或多个断屑装置,其为一个或多个突出和/或凹陷的形式。
12、第一顶表面所面对的方向为第一顶表面的法线,即垂直于第一顶表面的方向。如果第一切削元件是呈具有第一底表面的切削刀片或车削刀片的形式,则所述方向远离第一顶表面,并且远离第一底表面。
13、在第一顶表面不平坦的情况下,为了确定第一顶表面所面向的方向,可以将这样的第一顶表面限定为或近似于平行于第一中平面的平面,其中所述平面与第一切削刃或第一切削刃的至少一部分相交。如果第一切削元件是呈具有第一底表面的切削刀片或车削刀片的形式,则所述第一中平面是第一顶表面和第一底表面之间的中间的平面。
14、替代性地是,为了确定第一顶表面所面对的方向,所述第一顶表面可以限定为与接界或邻接第一顶表面的所有刀尖切削刃相交的平面。
15、对应的推理适用于第二顶表面和第二切削元件。
16、第二切削元件包括第二刀尖切削刃,该第二刀尖切削刃将第二前向切削刃和第二后向切削刃分开,并连接第二前向切削刃和第二后向切削刃。第二切削元件包括第一顶表面。第二顶表面包括前刀面或前刀表面。第二前向切削刃是前部切削刃。第二后向切削刃是尾部切削刃。
17、该车削刀具适合用于圆柱形的金属工件的外部车削,诸如优选地是纵向车削。第一和第二切削元件可以交替地用于对围绕其旋转轴线在一个方向上旋转的金属工件的纵向车削。
18、第一和第二切削元件与假想的圆或圆柱相交或沿其布置,该假想的圆或圆柱的中心轴线平行于联接轴线,或与联接轴线重合。优选地是,所述中心轴线与联接轴线重合或基本重合。基本上重合意味着距离联接轴线小于20毫米(mm)。第一切削元件相对于第二切削元件以一个倾角倾斜。优选地是,所述倾角至少为45°。更优选地,所述倾角为180°+/-20°,甚至更优选地为180°+/-10°。如果所述倾角为180°,则假想的圆或圆柱的中心轴线处在第一切削刃和第二刀尖切削刃之间。
19、车削刀具被布置用于车削能够围绕其旋转轴线旋转的金属工件,其中所述旋转轴线平行于所述中心轴线。第二刀尖切削刃是第二切削元件的最靠近中心轴线的部分。第一切削刃是第一切削元件的最靠近中心轴线的部分。
20、第一顶表面相对于第二顶表面倾斜的角度等于所述倾角或在所述倾角的+/-20°内。如果第一顶表面和第二顶表面均从假想的圆的中心轴线径向地延伸,则该角度等于倾角。备选地是,第一切削元件和/或第二切削元件可以正向倾斜或负向倾斜多达10°的角度。在另一替代方案中,第一顶表面和/或第二顶表面可以布置成形成正的前角或负的前角。
21、第一顶表面和第二顶表面沿着所述假想的圆面向同一方向,换言之,第一顶表面和第二顶表面要么都面向顺时针方向,要么都面向逆时针方向。
22、第一顶表面朝向相对于联接轴线垂直或基本垂直或在15°以内的方向。换句话说,第一切削元件的根据iso 3002-1:1982的主要运动的第一呈现方向在相对于平行于联接轴线的轴线垂直或基本垂直(即,在15°以内)的方向上。
23、与第一切削元件相关联的根据iso 3002-1:1982的第一刀具参考平面与和第二切削元件相关联的根据iso 3002-1:1982的第二工具参考平面可以平行或者可以重合。重合意味着第一和第二刀具参考平面位于一公共平面中。联接轴线优选地是在所述公共平面中延伸。替代性地是,联接轴线在平行于所述公共平面的平面中延伸。替代性地是,即如果所述刀具参考平面不在一公共平面中延伸,则第一和第二刀具参考平面可以相对于彼此成一个角度,其中所述角度等于在第一切削元件的主要运动的第一呈现方向和第二切削元件的主要运动的第二呈现方向之间的角度。优选地是,第一刀具参考平面和第二刀具参考平面沿着一条线相交,该条线与待加工的金属工件的旋转轴线重合或平行。
24、当在正视图中看时,第一顶表面所面对的方向和第二顶表面所面对的方向可以相差180°或基本180°。在这种情况下,第一切削元件的根据iso 3002-1:1982的主要运动的第一呈现方向处于与第二切削元件的主要运动的第二呈现方向相反的方向上。优选地是,第一顶表面所朝向的方向与第二顶表面朝向的方向相差至少40°。
25、车削刀具的任何部分都不在第一切削刃和第二刀尖切削刃之间。
26、车削刀具包括中间部分,其中中间部分纵向地位于联接部分和切削元件之间。
27、第一和第二切削元件优选地是纵向重叠,其中纵向方向由联接轴线限定。
28、第一切削刃和第二刀尖切削刃是自由端。换句话说,所述切削刃被定位成使得可以执行金属切削操作。
29、根据一个实施例,第一切削元件包括第一前向切削刃和第一后向切削刃,其中第一切削刃是第一刀尖切削刃;其中,第一刀尖切削刃将第一前向切削刃和第一后向切削刃分开,并连接第一前向切削刃和第一后向切削刃。
30、通过这样的车削刀具,可以加工出更复杂的形状。例如,可以加工出凹槽。第一前向切削刃(主切削刃或主要切削刃)和第一后向切削刃(辅助切削刃)在俯视图中各自优选地是直的或线性的,或是基本直的或基本线性的。第一刀尖切削刃在俯视图中是凸形的,优选地是呈圆弧的形式,优选地是具有0.2-1.6mm的曲率半径。
31、第一切削元件的刀尖角限定为第一前向切削刃和第一后向切削刃之间的角度,该刀尖角优选地是小于或等于160°,甚至更优选地是30°-80°。
32、第一前向切削刃优选地是布置用以:当车削刀具沿着垂直于联接轴线且平行于金属工件的旋转轴线的方向移动时,形成锐角的第一进入角。优选地是,所述第一进入角为3-45°,甚至更优选地为5-30°。
33、在车削刀具的所述移动过程中,第一刀尖切削刃和第一前向切削刃处于切削状态,即处于起作用状态。
34、车削刀具的任何部分都不沿着连接第一和第二刀尖切削刃的直线。
35、根据一个实施例,沿着联接轴线测量,第二刀尖切削刃处在第一切削刃的前方。
36、通过这样的车削刀具,可以加工出更复杂的形状。例如,可以在纵向车削中使用一个切削元件以较低的进入角执行第一粗加工操作,并且可以通过另一个切削元件去除剩余材料。
37、从由联接部分限定的后端到第二刀尖切削刃的距离大于从所述后端到第一切削刃的距离,其中所述距离是沿着平行于联接轴线的线测量得到的。优选地是,该距离差是至少1mm,更优选是2-30mm。
38、根据一个实施例,限定为第一前向切削刃和第一后向切削刃之间的角度的第一刀尖角是锐角。
39、通过这样的车削刀具,可以加工出更复杂的形状。通过这样的车削刀具,更多的进刀方向是可能的,诸如例如面向外。第一刀尖角通常在俯视图中测量。优选地是,所述第一刀尖角为25-80°,更优选为30-60°。
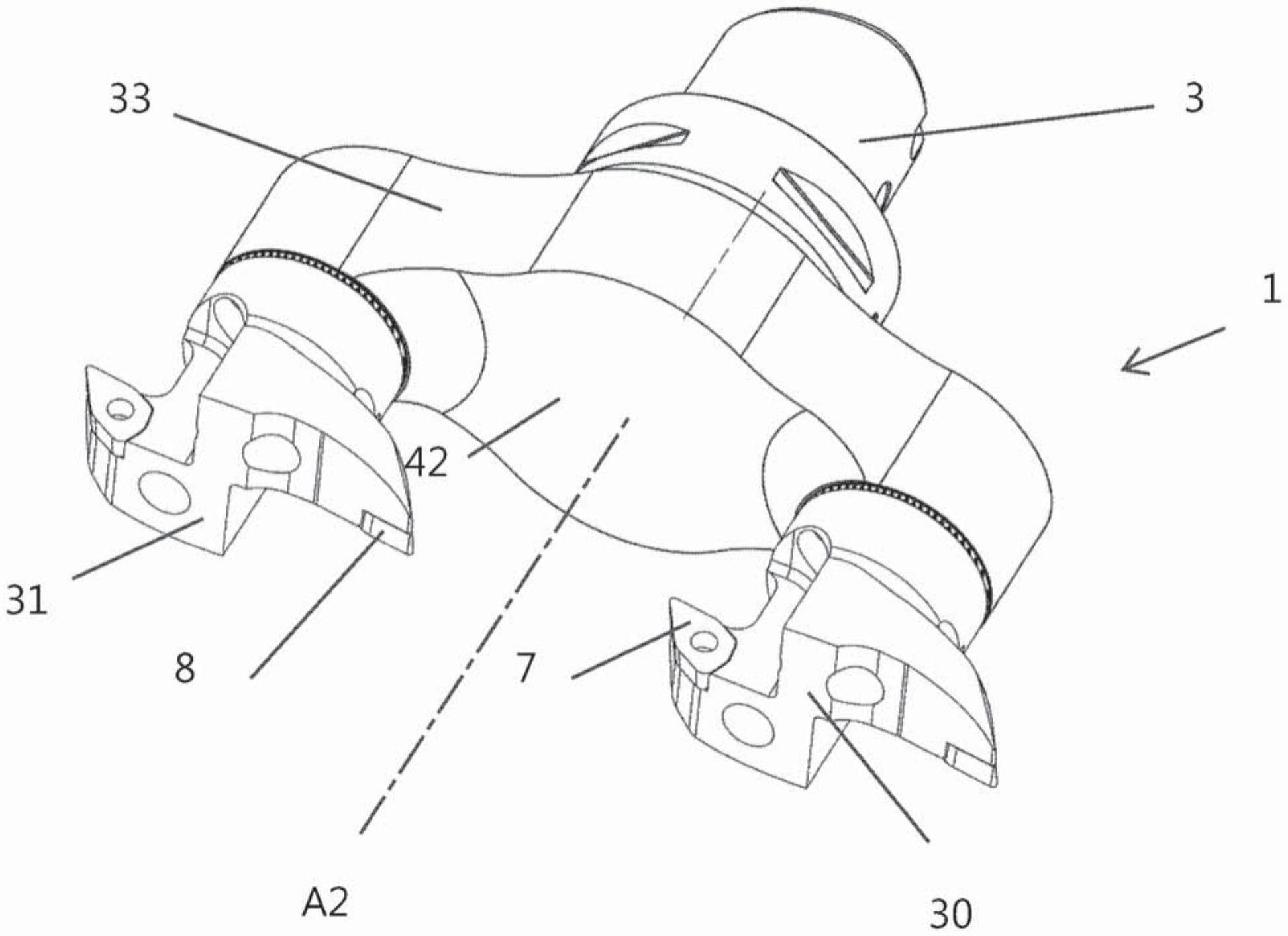
40、根据一个实施例,车削刀具包括前向表面,其中至少两个元件从前向表面沿着前向方向突出,其中所述突出元件中的第一个突出元件包括所述第一切削元件,其中所述突出元件中的第二个突出元件包括所述第二切削元件。
41、车削刀具优选地是包括中间部分。所述中间部分纵向地位于联接部分和突出元件之间。中间部分包括前向表面。该前向表面面向远离联接部分的方向。
42、每个所述突出元件优选地是通过一个或多个夹持装置连接到中间部分。所述夹持装置优选地是包括一个或多个螺钉或螺栓,每个螺钉或螺栓沿着平行于联接轴线的轴线延伸。
43、换句话说,每个突出元件优选地是包括一条或多条螺纹,其中所述一条或多条螺纹呈沿着与联接轴线平行的轴线围绕一条轴线的螺旋的形式。
44、所述突出元件优选地为可更换的切削头的形式,每个切削头具有刀片座,其中切削刀片或车削刀片被夹持或安装在所述刀片座中。
45、所述中间部分优选地是主要在垂直于联接轴线的方向上延伸。
46、中间部分将前向突出的所述至少两个元件与联接部分连接。前向突出的元件在远离联接部分的方向上且在远离前向表面的方向上突出。
47、前向突出的元件各自具有纵向延伸,即在平行于联接轴线的方向上的延伸。
48、第一突出元件包括所述第一切削元件,其形成于第一突出元件上。第二突出元件包括所述第二切削元件。
49、根据一个实施例,前向突出的所述至少两个元件与联接轴线间隔开。
50、优选地是,前向突出的所述至少两个元件与联接轴线间隔开相同或基本相同(即在+/-10%内)的距离。
51、根据一个实施例,限定为第二前向切削刃和第二后向切削刃之间的角度的第二刀尖角是锐角。
52、通过这样的车削刀具,可以加工出更复杂的形状。通过这样的车削刀具,更多的进刀方向是可能的,诸如例如面向外。第一刀尖角通常在俯视图中测量。优选地是,所述第二刀尖角为25-80°,更优选为30-60°。
53、根据一个实施例,第一切削元件为第一车削刀片的形式,其中第二切削元件为第二车削刀片的形式,其中第一车削刀片包括第一顶表面和相反的第一底表面,其中第二车削刀片包括第二顶表面和相反的第二底表面,其中第一顶表面包括第一前刀表面,其中第二顶表面包括第二前刀表面。
54、优选地是,第一车削刀片包括第一前向切削刃和第一后向切削刃。
55、顶表面包括前刀表面,底表面包括座置表面或接触表面。
56、用于第一螺钉的第一通孔与第一顶表面和第一底表面相交。
57、用于第二螺钉的第二通孔与第二顶表面和第一底表面相交。
58、第一中平面在第一顶表面和第一底表面之间的基本中间延伸,并且第二中平面在第二顶表面和第二底表面之间的基本中间延伸。优选地是,第一中平面和第二中平面在平行的或基本平行的平面中延伸。
59、根据一个实施例,第一切削元件被布置成使得当在平行于联接轴线的第一方向上移动车削刀具时,第一前向切削刃形成3-45°的第一进入角,其中第二切削元件被布置使得当在与第一方向相反的第二方向移动上车削刀具时,第二前向切削刃形成3°-45°的第二进入角。
60、通过这样的车削刀具,可以减少磨损。第一方向优选地是前向方向。第二方向平行于联接轴线。
61、根据一个实施例,第一切削元件布置成使得当在第一方向上车削时,第一后向切削刃形成93°-135°的第一后间隙角。
62、通过这样的车削刀具,第一切削元件可以用于更多的进刀方向,例如面向外。通过这样的车削刀具,可以加工出更复杂的形状。
63、根据一个实施例,第二切削元件布置成使得当在第二方向上车削时,第二后向切削刃形成93°-135°的第二后间隙角。
64、通过这种车削刀具,第二切削元件可以用于更多的进刀方向,例如面向外。通过这样的车削刀具,可以加工出更复杂的形状。第二方向是后向方向。
65、根据一个实施例,第一切削元件和第二切削元件布置成使得当在第一方向上车削时,第二刀尖切削刃处在第一切削刃的前方。
66、通过这样的车削刀具,可以加工出更复杂的形状。
67、第一和第二刀尖切削刃在纵向上间隔开,其中联接轴线限定纵向轴线。
68、在此上下文中,在第一方向上车削意思是沿着联接轴线在前向方向上移动车削刀具。车削刀具的后端由联接部分限定。
69、根据一个实施例,第一切削元件和第二切削元件被布置成使得第一切削元件和第二切削元件可以用于车削能够围绕金属工件的旋转轴线在一个方向上旋转的金属工件,其中所述旋转轴线布置为垂直于联接轴线并与联接轴线相交。
70、第一切削元件和第二切削元件可以交替地用于加工,即车削,而车削刀具没有任何旋转。
71、根据一个实施例,车削刀具被布置成使得圆柱形的金属工件可以布置在第一切削元件和第二切削元件之间,其中金属工件的纵向轴线在所述切削元件(7,8)之间。
72、优选地是,所述纵向轴线垂直于联接轴线。所述圆柱形的金属工件的直径优选为16-500mm,更优选为20-200mm。
73、根据一个实施例,联接部分的横截面是正方形或矩形,或者包括锥形或基本锥形的部分。
74、所述横截面在垂直于联接轴线的平面内。联接部分优选地是包括锥形或基本锥形的部分和环形部分,诸如优选地是呈具有凸缘接触表面的多边形中空渐缩交界面的形式,例如根据iso 26623-1:2014,或者呈有凸缘接触表面的中空渐缩部的形式,例如根据din69893、iso 12164-1或iso 12164-1f。
75、联接部分优选地是布置用以允许快速更换,换言之,允许相对快速的手动或自动的夹持和移除。优选地是,联接部分布置为无螺纹。优选地是,所述联接部分布置为不具有螺钉孔或螺栓孔或定位销孔,或具有少于三个的螺钉孔或螺栓孔或定位销孔。
76、联接部分的横截面可以具有正方形或矩形形状,其中所述横截面在垂直于联接轴线的平面中。在这种情况下,联接部分优选地是具有沿着联接轴线测量得到的50-300mm的长度。如果联接部分的横截面是正方形的,即正方形形状,则正方形的边长优选为20mm、25mm、25.4mm或32mm。
77、联接部分布置成连接到例如转塔或刀柱或刀架。
78、联接部分优选为公知的联接部分。因此,车削刀具可以用于已知类型的cnc车床。换句话说,cnc车床不必要专门制造或改装即可使用该车削刀具。
79、根据一个实施例,一种用于cnc车床的车削方法包括以下步骤:提供金属工件;提供如上所述的车削刀具;围绕其旋转轴线在一个方向上旋转金属工件;在第一方向上移动车削刀具,使得第一切削刃处于切削状态;在一个方向上移动车削刀具,使得第一切削刃远离金属工件移动,并且使得第二刀尖切削刃朝向金属工件移动;在第二方向上移动车削刀具,使得第二前向切削刃以5–45°的第二进入角处于切削状态,其中,第二方向是第一方向的相反方向或基本相反方向。
80、该车削方法适合用于cnc车床,即计算机或计算机化数控车床,即任何适合车削的cnc机床,例如车削车床、多任务机床、车铣床或滑动头机床。提供金属工件。金属工件包括外部表面,该外部表面是径向外表面。该径向外表面背对旋转轴线。车削方法是对径向外表面进行车削,即外部车削。金属工件在第一端和第二端之间延伸。金属工件被夹持装置夹持。夹持装置保持金属工件并且至少部分地由马达或主轴控制和驱动。
81、夹持装置可以是夹头卡盘、端面驱动器、三爪卡盘的形式,并且可以包括尾架。机床的主轴箱端优选位于金属工件的第一端。与工件的第一端相反的金属工件的第二端可以是自由端。替代性地是,第二端与尾架接触。
82、该方法包括使金属工件围绕其旋转轴线在一个方向上旋转的步骤。所述一个方向可以是顺时针方向或逆时针方向。所述旋转轴线平行于假想的圆或圆柱的中心轴线。
83、该方法包括在第一方向上、即在第一进刀方向上移动车削刀具的步骤。第一方向可以优选地是平行于旋转轴线,也称为纵向车削。所述步骤被包括在第一走刀中,第一走刀被限定为在进入切削和离开切削之间。第一走刀不一定是第一切削元件沿着直线的移动。当在第一方向上车削时,第一切削刃处于切削状态。所加工的表面由第一切削刃形成。
84、优选地是,第一切削元件包括第一前向切削刃和第一后向切削刃,其中第一刀尖切削刃将第一前向切削刃和第一后向切削刃分开,并连接第一刀尖切削刃将第一前向切削刃和第一后向切削刃,其中当在第一方向上车削时,第一前向切削刃形成锐角的第一进入角。
85、在退出切削之后或期间,移动车削刀具,使得第一切削刃远离金属工件移动,并且使得第二刀尖切削刃朝向金属工件移动。在所述移动的至少一部分期间,第一切削元件和第二切削元件都不处于切削状态,即在所述移动期间,第一和第二切削元件都不进行金属切削。
86、车削刀具的所述移动优选地是线性移动,即车削刀具线性地移动。车削刀具的所述移动可以优选地是在垂直于联接轴线且垂直于旋转轴线的方向上进行。
87、该方法包括在第二方向上车削的步骤。第二方向是第一方向的相反方向或基本相反方向。例如,第一方向和第二方向可以平行于旋转轴线,但在相反的方向上。所述步骤被包括在第二走刀中,第二走刀限定为在进入切削和离开切削之间。第二走刀不一定是第一切削元件沿着直线的移动。所加工的表面由第二刀尖切削刃形成。第二刀尖切削刃和第二前向切削刃处于切削状态,使得第二前向切削刃以5°至45°、甚至更优选5°至30°的第二进入角处于切削状态。
88、当在第一方向上车削时,第二切削元件不起作用。当在第二方向上车削时,第一切削元件不起作用。
89、优选地是,该方法包括设定联接轴线平行于旋转轴线的步骤。
90、优选地是,第二方向是第一方向的相反方向或基本相反方向。
91、优选地是,该方法还包括以下另一步骤:其中当在第一方向上车削时,将第一前向切削刃的第一进入角设定为锐角,优选为3°-45°,甚至更优选为5°-30°。所述第一方向平行于旋转轴线。
92、优选地是,当在第二方向上车削时,第二前向切削刃以锐角的、优选5°-45°的第二进入角处于切削状态。
93、在第二走刀期间,第二后向切削刃优选地是形成钝角的后间隙角。优选地是,所述后间隙角为91°-135°,更优选为93°-120°。
94、在第一走刀期间,第一后向切削刃优选地是形成至少91°的后间隙角。
95、优选地是,移动车削刀具使得第一切削刃远离金属工件移动并且使得第二刀尖切削刃朝向金属工件移动的步骤是线性运动。所述线性运动优选地是在垂直于联接轴线的方向上。
96、优选地是,移动车削刀具使得第一切削刃远离金属工件并且使得第二刀尖切削刃朝向金属工件移动的步骤是在没有使车削刀具围绕联接轴线旋转的情况下进行的。由此,与旋转移动相比,转位时间可以更短。
97、优选地是,车削刀具在第一走刀、第二走刀期间或在第一走刀和第二走刀之间不围绕联接轴线旋转。优选地是,在第一走刀和第二走刀期间或在两者之间,车削刀具不围绕任何其它轴线旋转,诸如任何平行于联接轴线的轴线。
98、优选地是,该方法包括步骤:在第二走刀期间,车削在第一走刀期间加工或车削的表面的至少一部分。
99、优选地是,该方法包括以下另一步骤:布置第一和第二刀尖部切削刃,使得在该方法的所有步骤期间,所述刀尖部切削刃沿着旋转轴线以恒定距离间隔开。
100、优选地是,该方法包括以下另一步骤:将联接轴线设定为平行于旋转轴线。
101、优选地是,该方法包括步骤:借助夹头卡盘(collet chock)夹持金属工件,其中金属工件是直径小于或等于50mm的棒。
102、优选地是,从夹持装置到第二刀尖切削刃的距离短于从夹持装置到第一切削刃的距离。
103、优选地是,在第一走刀期间,第二刀尖切削刃处在第一切削刃的前方。优选地是,在第二走刀期间,第一切削刃处在第二刀尖切削刃的前方。“前方”应理解为沿着旋转轴线在进刀方向上的前方。
104、优选地是,第二走刀是在远离角部的方向上。角部或肩部被限定为与旋转轴线同心的第一表面与垂直于旋转轴线的第二表面之间的相交部。第一表面可以是外部表面或内部表面,即孔内的表面。优选地是,第一表面是外部表面,即径向外表面。
105、优选地是,第二方向是在远离金属工件的外部角部的方向上。优选地是,所述角部至少部分地由第二切削元件形成。所述角部或肩部被限定为与旋转轴线同心的第一表面与垂直于旋转轴线的第二表面之间的相交部。
106、根据一个实施例,计算机程序具有指令,所述指令在由cnc车床执行时使cnc车床执行根据上述方法的步骤。
107、所述计算机程序或计算机程序产品可以包含在cam软件产品中,即用于计算机辅助制造的软件。所述计算机程序可以是计算机可读介质的形式,诸如usb棒、cd-rom或数据流。
- 还没有人留言评论。精彩留言会获得点赞!