一种铆钉型电触头脱模装置及方法与流程
1.本发明涉及冷镦机材料加工制造领域,特别是涉及一种铆钉型电触头脱模装置及方法。
背景技术:
2.铆钉型电触头产品在制造过程将一种或两种合金材料镦合成铆钉型态的电触头,镦合完成后底模针将电触头从成型底模上推出脱离。在电触头的连续制造时,底模针及成型底模会磨损,从而导致电触头难以顺利的从成型底模上脱离出,在刀具等其它模具撞击下电触头表面就会形成撞击痕迹,影响产品的使用。常用的辅助脱模办法是采用压缩空气对准产品进行吹离,但压缩空气流量的不稳定和流量方向的不稳定,时常会导致电触头与设备机身的碰撞。
技术实现要素:
3.本发明的目的是为了克服现有技术存在的缺点和不足,而提供一种铆钉型电触头脱模装置及方法。
4.本发明所采取的技术方案如下:一种铆钉型电触头脱模装置,包括机体、安装在机体上的成型底模以及电动脱模组件,所述成型底模用于形成铆钉型电触头;所述电动脱模组件包括固定在机体上的电机支架、固定在电机支架上的旋转驱动电机、与旋转驱动电机的电机转杆相连接的电机连接杆、与电机连接杆外端部相铰接的后推杆、与后推杆远离电机转杆的端部相铰接的前推杆,所述机体上固定有推杆固定卡扣,所述前推杆穿过推杆固定卡扣,所述旋转驱动电机通过电机转杆、电机连接杆、后推杆传动驱动所述前推杆作往返运动使所述前推杆靠近成型底模进而触碰成型底模形成的铆钉型电触头使铆钉型电触头脱模以及远离成型底模。
5.所述推杆固定卡扣为不锈钢材质,所述前推杆与推杆固定卡扣相接触的部分的为黄铜材质。
6.所述前推杆用于触碰铆钉型电触头的端部部分为纯银材质。
7.所述旋转驱动电机为伺服电机或步进电机。
8.所述后推杆与前推杆之间采用推杆连接轴连接,且之间为无介质滑配结构。
9.作为本发明的一种优选实施方式,所述前推杆前端部为对应铆钉型电触头的头部外缘相配合的弧形凹槽,所述前推杆前端部对应铆钉型电触头的头部的位置作往返运动使其可触碰铆钉型电触头的头部。
10.一种铆钉型电触头脱模方法,其采用如上所述的铆钉型电触头脱模装置,所述旋转驱动电机采用连续运转的方式驱动所述前推杆作往返运动,电触头推杆与铆钉型电触头的头部碰触后既回退。
11.作为本发明的另一种优选实施方式,所述前推杆前端部设有宽度大于所述铆钉型电触头的脚部且小于所述铆钉型电触头的头部的凹槽,所述前推杆前端部对应铆钉型电触
头的脚部的位置作往返运动使其可触碰铆钉型电触头的脚部。
12.一种铆钉型电触头脱模方法,其采用如上所述的铆钉型电触头脱模装置,所述旋转驱动电机采用间歇性的运转方式驱动所述前推杆作往返运动,当所述前推杆前端部的凹槽卡住铆钉型电触头的脚部后进行停顿,电触头脱离时再回退。
13.本发明的有益效果如下:本发明提供的铆钉型电触头脱模装置及方法,通过稳定的可控的主动触碰推动电触头的方式,可以完全避免电触头在制造过程中的剧烈撞伤的问题,提高了产品的质量,降低了生产成本。因此鉴于电触头产品质量和成本的需求,本发明实属必要。
附图说明
14.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,根据这些附图获得其他的附图仍属于本发明的范畴。
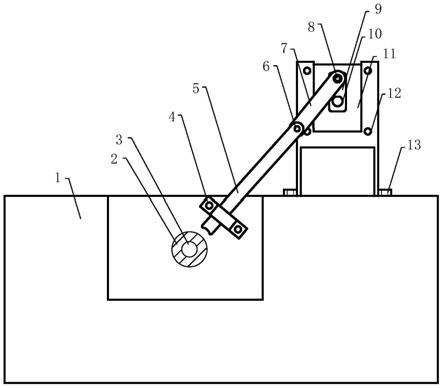
15.图1为本发明实施例1的结构示意图;图2为本发明实施例1前推杆前伸时的结构示意图;图3为本发明实施例1前推杆顶料脱模时的结构示意图;图4为本发明实施例1前推杆回转时的结构示意图;图5为本发明实施例1前推杆回位时的结构示意图;图6为本发明实施例1前推杆端部的结构示意图;图7为本发明实施例1顶料脱模的俯视方向的动作示意图;图8为本发明实施例2前推杆端部的结构示意图;图9为本发明实施例2顶料脱模的俯视方向的动作示意图;图中,1,机体;2,成型底模;3,铆钉型电触头;4,推杆固定卡扣;5,前推杆;6,前推杆连接轴;7,后推杆;8,后推杆连接轴;9,电机连接杆;10,电机转杆;11,旋转驱动电机;12,电机固定螺丝;13,电机支架。
具体实施方式
16.为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作进一步地详细描述。
17.需要说明的是,本发明实施例中所有使用“第一”和“第二”的表述均是 为了区分两个相同名称非相同的实体或者非相同的参量,可见“第一”“第二
”ꢀ
仅为了表述的方便,不应理解为对本发明实施例的限定,后续实施例对此不再 一一说明。
18.本发明所提到的方向和位置用语,例如「上」、「下」、「前」、「后」、「左」、「右」、「内」、「外」、「顶部」、「底部」、「侧面」等,仅是参考附图的方向或位置。因此,使用的方向和位置用语是用以说明及理解本发明,而非对本发明保护范围的限制。
19.实施例1:如图1所示,一种铆钉型电触头脱模装置,包括机体1、安装在机体1上的成型底模2以及电动脱模组件,所述成型底模2用于形成铆钉型电触头3;
所述电动脱模组件包括固定在机体1上的电机支架13、固定在电机支架13上的旋转驱动电机11、与旋转驱动电机11的电机转杆10相连接的电机连接杆9、与电机连接杆9 外端部相铰接的后推杆7、与后推杆7远离电机转杆10的端部相铰接的前推杆5,所述机体1上固定有推杆固定卡扣4,所述前推杆5穿过推杆固定卡扣4,所述旋转驱动电机11通过电机转杆10、电机连接杆9、后推杆7传动驱动所述前推杆5作往返运动使所述前推杆5靠近成型底模2进而触碰成型底模2形成的铆钉型电触头3使铆钉型电触头3脱模以及远离成型底模2。
20.优选的,所述推杆固定卡扣4为不锈钢材质,所述前推杆5与推杆固定卡扣4相接触的部分的为黄铜材质。推杆固定卡扣4用于限制电触头推杆在做往返运动时的上下偏移的幅度,通过对相应接触部分的材质的限定,可提高相互接触的部分的耐磨性,提高装置的使用寿命。
21.优选的,所述前推杆5用于触碰铆钉型电触头3的端部部分为纯银材质,避免与电触头接触时对其造成污染,且起到一定的冲击缓冲作用。
22.可以不考虑使用寿命的问题使前推杆5为仅采用纯银材质一体成型,或者不考虑对电触头的污染问题使前推杆5为仅采用黄铜材质质一体成型,最优方案为使使前推杆5为主体采用黄铜材质以及端部部分采用纯银材质的复合结构。
23.所述旋转驱动电机11为伺服电机或步进电机。伺服电机运行时可以根据产品的规格尺寸设定不同的运行速度和推杆停留时间,并有较高的运行精度。步进电机作为动力源,电机体积更小。优选采用伺服电机的方案,推杆运行精度更高,响应速度更快,更稳定。
24.所述后推杆7与前推杆5之间采用推杆连接轴8连接,且之间为无介质滑配结构。也可以采用滚珠轴承作为前推杆和后推杆的连接,减少推杆之前的磨损。但是滚珠轴承中一般需添加润滑油,若润滑油溢出会对电触头形成污染,导致电触头出现电阻过高的问题。因此优选采用无介质滑配结构。
25.在本实施例中,所述旋转驱动电机11采用电机固定螺丝12固定在电机支架13上,分别固定伺服电机的四个方位,避免伺服在运行时造成摆动,影响电触头推杆运动的精度。
26.也可以采用卡扣式的结构,将伺服电机卡在电机支架上,便于快速的拆卸。采用优选方案中螺丝固定的装配结构,可以保证伺服电机长时间运行后的零部件磨损导致的不稳固情况。
27.后推杆7和电机连接杆9采用不锈钢材质,提高推杆运转时的耐磨性,增加使用寿命。
28.如图6所示,所述前推杆5前端部为对应铆钉型电触头3的头部外缘相配合的弧形凹槽,所述前推杆5前端部对应铆钉型电触头3的头部的位置作往返运动使其可触碰铆钉型电触头3的头部。
29.采用如上所述的铆钉型电触头脱模装置进行脱模工作时,如图2-5所示,当旋转驱动电机11输出使电机转杆10转动时,从图1的位置时电机连接杆9逆时针转动,前推杆5向铆钉型电触头3推出至图3的位置,前推杆5以较小的外力碰触到铆钉型电触头3使铆钉型电触头3脱模,然后再逆时针转动,前推杆5回退,至图5的位置(也是图1的初始位置),给电触头冷镦成型留出足够的空间,往复运动,实现铆钉型电触头3可持续生产脱模。所述旋转驱动电机11采用连续运转的方式驱动所述前推杆5作往返运动,如图7所示,电触头推杆与铆钉型电触头3的头部碰触后既回退。
30.实施例2:本实施例与实施例1的结构大致相同,唯一不同之处为:如图8所示,所述前推杆5前端部设有宽度大于所述铆钉型电触头3的脚部且小于所述铆钉型电触头3的头部的凹槽,所述前推杆5前端部对应铆钉型电触头3的脚部的位置作往返运动使其可触碰铆钉型电触头3的脚部。
31.采用本实施例的铆钉型电触头脱模装置进行脱模工作时,所述旋转驱动电机11采用间歇性的运转方式驱动所述前推杆5作往返运动,如图9所示,当所述前推杆5前端部的凹槽卡住铆钉型电触头3的脚部后进行停顿,电触头脱离时再回退。
32.实施例1与实施例2可以根据电触头的规格状态进行选择,实施例1的结构适合容易脱离的产品,而不易脱离的产品采用实施例2的前推杆5结构。优选使前推杆5为可更换的,这样可以根据电触头的规格状态进行更换。采用本发明的方法可避免电触头自然脱离时被刀具或其它模具碰撞造成外观缺陷的风险,同时通过本发明的实现,在电触头脱离时给予稳定且方向一致的碰撞力,从而能够避免电触头脱离后与设备机身其它部位的不规则的碰撞造成的外观缺陷,从而提高电触头的质量。
33.本领域普通技术人员可以理解实现上述实施例方法中的全部或部分步骤是可以通过程序来指令相关的硬件来完成,所述的程序可以存储于一计算机可读取存储介质中,所述的存储介质,如rom/ram、磁盘、光盘等。
34.以上所揭露的仅为本发明较佳实施例而已,当然不能以此来限定本发明之权利范围,因此依本发明权利要求所作的等同变化,仍属本发明所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1