一种钎涂丝及其制备方法与流程
1.本发明涉及钎涂技术领域,具体而言,涉及一种钎涂丝及其制备方法。
背景技术:
2.钎涂技术作为一种重要的材料表面改性技术,其是通过加热将低熔点钎料与高熔点硬质合金或陶瓷形成复合涂层,而该类涂层具有表面平整、施工精度高、加工程序简单、结合强度高、加热温度低以及热应力小等独特优点,且钎涂后基体表面耐磨性高、抗腐蚀性和耐高温性强,因此其在水利机械、航空航天、农业机械以及石油钻探等领域被广泛应用。
3.在现有技术中,钎涂材料往往制备成膏状,使用时将其涂覆到待钎涂工件表面。然后进行加热,完成钎涂过程。
4.但是,膏状钎涂材料需要经过人工混合制备成膏状,耗时耗力,增加人工成本。并且,膏状钎料在人工涂覆的过程中很难均匀涂覆,这会导致涂覆厚度不一致。此外,对于钎涂材料中的增强相,由于其密度与熔融钎料不一致,因此在钎涂过程中会出现上浮或下沉的现象,在制备较厚涂层时,这一现象更为严重,从而会导致涂层材料均匀性差,性能下降。
5.有鉴于此,特提出本发明。
技术实现要素:
6.本发明的第一目的在于提供一种钎涂丝,通过将外皮部分包覆或完全包覆药芯,制得呈棒状的钎涂丝,能够有效解决金刚石在钎涂过程中上浮的问题,所制得的金刚石涂层中的金刚石能够均匀分布,即涂层的均匀性和一致性好。
7.本发明的第二目的在于提供一种所述的钎涂丝的制备方法,该方法具有操作简单、条件温和、适合大批量生产等优点。
8.为了实现本发明的上述目的,特采用以下技术方案:本发明提供了一种钎涂丝,包括药芯和至少部分包覆在所述药芯表面的外皮;其中,所述药芯包括按照质量份数计的如下组分:钎料 60~85份,金刚石 5~25份,caf
2 1~5份,钎剂 2~10份和co 0.1~0.5份。
9.优选地,所述外皮包括铝合金;优选地,所述铝合金包括铝硅合金、铝硅铜合金和铝镁合金中的至少一种。
10.优选地,所述钎料包括镍基钎料;优选地,所述镍基钎料包括bni82crsibfe钎料、bni78crsibcumonb钎料和bni81crb钎料中的至少一种。
11.优选地,所述钎料的粒度为100~200目。
12.优选地,所述钎剂包括氟铝酸钾、氟化钾、氟硼酸钾、硼酐、硼砂和硼酸中的至少一种。
13.优选地,所述金刚石的粒度为50~300目。
14.优选地,所述co的粒度为50~300目。
15.优选地,所述药芯与所述外皮的质量比为(3:7)~(7:3)。
16.本发明还提供了如上所述的钎涂丝的制备方法,包括如下步骤:将药芯置于具有一定形状且具有空腔的外皮内。
17.优选地,所述制备方法具体包括:将药芯置于呈片状的外皮上,然后将外皮沿其一边卷起,使所述外皮包裹所述药芯,得到钎涂丝。
18.优选地,所述制备方法具体包括:将外皮加工为空心的管状,然后将药芯装填于外皮内,再经过挤压处理,得到钎涂丝。
19.与现有技术相比,本发明的有益效果为:(1)本发明提供的钎涂丝,通过将外皮部分包覆或完全包覆所述药芯,制得棒状的钎涂丝,不仅能够解决膏状难以涂覆均匀导致涂覆厚度不一致的问题,而且能够有效解决金刚石在钎涂过程中上浮的问题;由本发明提供的钎涂丝制得的涂层的均匀性和一致性好,且涂层的性能优异。
20.(2)本发明提供的钎涂丝,将具有特定组成的药芯与外皮搭配使用,钎涂后制得涂层材料的性能优异。
21.(3)本发明提供的钎涂丝,可直接使用,方便快捷。
22.(4)本发明提供的钎涂丝,可使用自动化焊接设备,实现自动钎涂,从而使涂层的均匀性和一致性更好。
附图说明
23.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
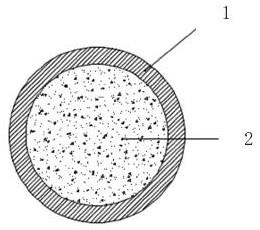
24.图1为本发明实施例提供的钎涂丝的横截面图;图2为本发明实施例提供的另一钎涂丝的横截面图;图3为本发明实验例提供的钎涂后所得的涂层的组织图片;图4为本发明实验例提供的另一钎涂后所得的涂层的组织图片;图5为本发明实验例提供的又一钎涂后所得的涂层的组织图片;图6为本发明实验例提供的再一钎涂后所得的涂层的组织图片。
25.附图说明:1-外皮;2-药芯。
具体实施方式
26.下面将结合附图和具体实施方式对本发明的技术方案进行清楚、完整地描述,但是本领域技术人员将会理解,下列所描述的实施例是本发明一部分实施例,而不是全部的实施例,仅用于说明本发明,而不应视为限制本发明的范围。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂
或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
27.本发明提供了一种钎涂丝,包括药芯和至少部分包覆在所述药芯表面的外皮;其中,所述药芯包括按照质量份数计的如下组分:钎料 60~85份(还可以选择62份、65份、68份、70份、72份、75份、78份、80份或83份),金刚石 5~25份(还可以选择7份、10份、12份、15份、18份、20份或23份),caf
2 1~5份(还可以选择2份、3份或4份),钎剂 2~10份(还可以选择3份、4份、5份、6份、7份、8份或9份)和co 0.1~0.5份(还可以选择0.2份、0.3份或0.4份)。
28.其中,本技术提供的钎涂丝,其中的“丝”,除了指丝状,还可以指针状、棒状、长条状或管状。
29.本发明提供的钎涂丝,通过将外皮部分包覆或完全包覆所述药芯,从而制成棒状的钎涂丝,不仅解决了膏状难以涂覆均匀导致涂覆厚度不一致的问题,而且有效解决了金刚石在钎涂过程中上浮的问题。
30.本发明提供的钎涂丝所制得的金刚石涂层,其中的金刚石呈均匀分布,金刚石并未产生上浮现象,因此,制得的涂层的均匀性和一致性好,其性能也优异。
31.同时,具有特定组成的药芯与外皮搭配使用,钎涂后制得涂层材料的性能优异。
32.其中,金刚石俗称“金刚钻”,也就是我们常说的钻石的原身,它是一种由碳元素组成的矿物,其硬度大。在本技术中,金刚石作为硬质相,起到耐磨的作用。
33.氟化钙又称“氟石”,为无色结晶或白色粉末,难溶于水。在本技术中,氟化钙可以有效的抑制涂层中扩散氢含量。
34.钎剂起到去除焊接过程中的氧化物的作用。
35.co是银白色铁磁性金属,表面呈银白略带淡粉色。在本技术中,微量的钴起到增加涂层的强度的作用。
36.此外,本发明制得的棒状的钎涂丝可直接使用,方便快捷;钎涂丝可使用自动化焊接设备,实现自动钎涂,从而使涂层的均匀性和一致性更好。
37.并且,使用本发明提供的金刚石钎涂丝,可以实现多层堆焊,大大改善钎涂涂层的金刚石上浮现象。
38.优选地,所述外皮包括铝合金;优选地,所述铝合金包括铝硅合金、铝硅铜合金和铝镁合金中的至少一种。
39.其中,铝硅合金是一种以铝、硅为主成分的锻造和铸造合金,其质量轻,导热性能好,且具有一定强度、硬度以及耐蚀性能。
40.铝硅铜合金本身是一个铸造性能良好的铸铝合金,其具有良好的机械性和工艺性能。
41.铝镁合金通常是指以镁为主要添加元素的铝合金,具有强度高,密度小,散热好等优点。
42.本技术采用铝合金外皮将药芯进行包覆,因为药芯本身不易加工成型,而增加铝合金外皮便于使钎涂丝加工成型为棒状。
43.铝合金质软,采用上述种类的铝合金外皮更便于将钎涂丝加工成棒状。
44.优选地,所述钎料包括镍基钎料;优选地,所述镍基钎料包括bni82crsibfe钎料、bni78crsibcumonb钎料和
bni81crb钎料中的至少一种。
45.bni82crsibfe钎料为镍基钎料的一种,主要组成元素以ni为主,其次还含有降熔元素b和si,以及其它元素。其可用于钎焊不锈钢,是马氏体不锈钢,奥氏体不锈钢和沉淀硬化高温合金等材料做母材时的首选钎料。
46.优选地,所述钎料的粒度为100~200目,包括但不限于120目、140目、150目、160目、170目、180目中的任意一者的点值或任意两者之间的范围值。
47.优选地,所述钎剂包括氟铝酸钾、氟化钾、氟硼酸钾、硼酐、硼砂和硼酸中的至少一种。
48.其中,氟铝酸钾,分子式为k3alf6,又称氟化铝钾、氟化铝钾、钾冰晶石,为白色或浅灰色粉末,微溶于水,其能够较好的去除焊接过程中的氧化物。
49.氟化钾是一种无机盐,所以又叫钾的氟化盐,化学式为kf。
50.硼氟酸钾,也称为氟硼酸钾,化学式为kbf4,硼氟酸钾为白色粉末或凝胶状结晶,微溶于水及热乙醇。
51.硼酐,即三氧化二硼,其是一种无机物,化学式为b2o3,又称氧化硼、硼酸酐。
52.硼砂是一种无机化合物,一般写作na2b4o7·
10h2o。硼砂是非常重要的含硼矿物及硼化合物,通常为含有无色晶体的白色粉末,易溶于水。
53.硼酸是一种无机物,化学式为h3bo3,为白色粉末状结晶或三斜轴面鳞片状光泽结晶,有滑腻手感,无臭味。
54.本发明提供的以上种类的钎剂能够较好的去除焊接过程中的氧化物,从而起到保护母材和钎料的作用。
55.优选地,所述金刚石的粒度为50~300目,包括但不限于60目、70目、80目、100目、120目、140目、150目、160目、170目、180目、200目、230目、250目、270目中的任意一者的点值或任意两者之间的范围值。
56.优选地,所述co的粒度为50~300目,包括但不限于60目、70目、80目、100目、120目、140目、150目、160目、170目、180目、200目、230目、250目、270目中的任意一者的点值或任意两者之间的范围值。
57.采用上述粒径范围的钎料、金刚石以及co,有利于进一步提高钎涂后制得的涂层的均匀性和一致性,以及提高涂层的性能。
58.优选地,所述药芯与所述外皮的质量比为3~7(还可以选择4、5或6):7~3(还可以选择6、5或4)。
59.采用上述范围的质量比,有利于进一步提高钎涂后制得的涂层的性能。
60.本发明还提供了如上所述的钎涂丝的制备方法,包括如下步骤:将药芯2置于具有一定形状且具有空腔的外皮1内。
61.该制备方法具有操作简单、条件温和、适合大批量生产等优点。
62.优选地,所述制备方法具体包括:将药芯2置于呈片状的外皮1上,然后将外皮1沿其一边卷起,使所述外皮1包裹所述药芯2,得到钎涂丝。
63.采用该制备方法制得的钎涂丝通常为部分包覆,即外皮1是有缝的状态。
64.优选地,所述制备方法具体包括:
将外皮1加工为空心的管状,然后将药芯2装填于外皮1内,再经过挤压处理,得到钎涂丝。
65.采用该制备方法制得的钎涂丝通常为完全包覆,即外皮1是无缝的状态。
66.在本发明一些具体的实施方式中,可采用上述任意两种加工方式,具体可根据实际需要而设置。
67.下面将结合实施例对本发明的实施方案进行详细描述,但是本领域技术人员将会理解,下列实施例仅用于说明本发明,而不应视为限制本发明的范围。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市购获得的常规产品。
68.实施例1本实施例提供的钎涂丝,包括药芯和完全包覆在所述药芯表面的铝合金(铝硅合金)外皮;其中,所述药芯与所述铝合金外皮的质量比为6.5:3.5;所述药芯包括按照质量份数计的如下组分:粒度为200目的bni82crsibfe钎料粉 70份,粒度为200目的金刚石微粉 22份,caf
2 2份,k3alf
6 5份和粒度为200目的co粉 0.2份。
69.实施例2本实施例提供的钎涂丝,包括药芯和完全包覆在所述药芯表面的铝合金(铝硅铜合金)外皮;其中,所述药芯与所述铝合金外皮的质量比为7:3;所述药芯包括按照质量份数计的如下组分:粒度为150目的bni82crsibfe钎料粉 70份,粒度为200目的金刚石微粉 25份,caf
2 1份,硼砂 4份和粒度为100目的co粉 0.1份。
70.实施例3本实施例提供的钎涂丝,包括药芯和部分包覆在所述药芯表面的铝合金(铝镁合金)外皮;其中,所述药芯与所述铝合金外皮的质量比为3:7;所述药芯包括按照质量份数计的如下组分:粒度为100目的bni82crsibfe钎料粉 60份,粒度为50目的金刚石微粉 20份,caf
2 4份,k3alf
6 10份和粒度为50目的co粉 0.5份。
71.实施例4本实施例提供的钎涂丝,包括药芯和部分包覆在所述药芯表面的铝合金(铝硅合金)外皮;其中,所述药芯与所述铝合金外皮的质量比为5:5;所述药芯包括按照质量份数计的如下组分:粒度为200目的bni78crsibcumonb钎料粉 85份,粒度为300目的金刚石微粉 5份,caf
2 5份,氟化钾 2份和粒度为300目的co粉 0.5份。
72.实施例5本实施例提供的钎涂丝的制备方法包括如下步骤:将实施例1的铝合金外皮加工为空心的管状,然后将实施例1的药芯装填于该空心、管状的外皮中,再经过挤压处理,即得到无缝的钎涂丝。
73.如图1所示,为本实施例制得的无缝的棒状的钎涂丝的横截面图。
74.实施例6本实施例提供的钎涂丝的制备方法包括如下步骤:将实施例3制得的药芯置于实施例3的呈片状的铝合金外皮上,然后将该外皮沿其一边卷起,使所述外皮包裹所述药芯,即得到有缝的钎涂丝。
75.如图2所示,为本实施例制得的有缝的棒状的钎涂丝的横截面图。
76.对比例1本对比例提供的钎涂材料包括按照质量份数计的如下组分:粒度为200目的bni82crsibfe钎料粉 70份,粒度为200目的金刚石微粉 22份,caf
2 2份,k3alf
6 5份,粒度为200目的co粉 0.2份,以及,铝硅合金粉末 53.4份。
77.本对比例提供的钎涂材料的制备方法为:将上述各组分混合均匀。
78.对比例2本对比例提供的钎涂材料包括按照质量份数计的如下组分:粒度为100目的bni82crsibfe钎料粉 60份,粒度为50目的金刚石微粉 20份,caf
2 4份,k3alf
6 10份和粒度为50目的co粉 0.5份,以及,铝镁合金粉末220.5 份。
79.本对比例提供的钎涂材料的制备方法为:将上述各组分混合均匀。
80.实验例1分别采用将实施例5和实施例6制得的钎涂丝,以及对比例1和对比例2制得的钎涂材料进行钎涂实验,然后测得钎涂后所得的涂层的组织图片,结果分别如图3、图4、图5和图6所示。
81.其中,图3是实施例5制得的钎涂丝经过钎涂后所得的涂层的组织图片;图4是实施例6制得的钎涂丝经过钎涂后所得的涂层的组织图片;图5是对比例1制得的钎涂材料经过钎涂后所得的涂层的组织图片;图6是对比例2制得的钎涂材料经过钎涂后所得的涂层的组织图片。
82.从图3和图4可以看出,采用本发明提供的钎涂丝制得的金刚石涂层,其中的金刚石在涂层中均匀分布,金刚石并未出现上浮现象,可见本技术有效解决了现有技术中存在的金刚石在钎涂过程中上浮的问题。
83.从图5和图6可以看出,对比例1和2得到的涂层中的金刚石存在明显的上浮现象。
84.尽管已用具体实施例来说明和描述了本发明,然而应意识到,以上各实施例仅用以说明本发明的技术方案,而非对其限制;本领域的普通技术人员应当理解:在不背离本发明的精神和范围的情况下,可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围;因此,这意味着在所附权利要求中包括属于本发明范围内的所有这些替换和修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1