一种快速定位倒角机的制作方法
1.本发明涉及机加工技术领域,尤其涉及一种快速定位倒角机。
背景技术:
2.机加工中,对工件的所有棱边进行倒角是必不可少的一道加工工序,为了确保加工的精度,倒角加工之前需要对工件进行定位,而每次定位的精准度直接影响到倒角的精准度,而现有的加工方式存在定位耗时、定位精准度低的缺点,导致工件的倒角加工精度不能符合生产要求,需要改良。
技术实现要素:
3.为了克服现有技术中存在的工件定位效率慢、定位精准度低的缺点,本发明的目的在于提供一种快速定位倒角机,实现快速定位的目的,提高生产效率。
4.为实现上述目的,本发明的技术方案为:
5.一种快速定位倒角机,包括底座、工作台、定位组件及加工组件;所述定位组件包括挡料件、第一推料件、第二推料件及压料件;
6.所述挡料件设于底座并与工作台间距设置,所述挡料件沿工作台的长度方向设置,所述挡料件的上表面位于工作台的斜上方;
7.所述第一推料件包括挡块、第一驱动件及第一推杆,所述挡块和第一驱动件均设于工作台,所述第一驱动件驱动第一推杆朝向挡块的方向运动,所述第一推料件和第一推杆的中心连线与所述工作台的长度方向平行设置;
8.所述第二推料件包括第二驱动件及第二推板,所述第二驱动件设于工作台并驱动第二推板朝向挡料件的方向运动;
9.所述压力件包括压板、第三驱动件、连接柱及升降板,所述第三驱动件、连接柱及升降板的数量均为多个,一个第三驱动件驱动一个升降板升降,一个连接柱与一个升降板连接,多个连接柱与一个压板连接。
10.进一步的,所述工作台包括支撑台及吸附台,所述支撑台和吸附台设有气道,气道连通外界真空泵。
11.进一步的,所述加工组件包括柱体及设于柱体的多个刀具装置,所述刀具装置包括第四驱动件、滑板、第五驱动件、刀座及校正件,所述柱体设于底座,所述第四驱动件设于柱体并驱动所述滑板运动,所述第五驱动件设于滑板并驱动夹持于刀座的刀具转动,所述校正件设于滑板并对刀座进行校正。
12.进一步的,所述校正件包括螺杆、固定块及校正块,所述校正块与螺杆固定连接,所述校正块与所述底座卡接。
13.进一步的,所述快速定位倒角机还包括感应装置,所述感应装置设于加工组件,所述感应组件设于滑板,所述感应组件设于挡料件的上方。
14.本发明的有益效果:通过挡料件、第一推料件、第二推料件及压料件,实现工件在x
向、y向及z向的固定,实现一次精准定位,从而确保加工的精准度。
附图说明
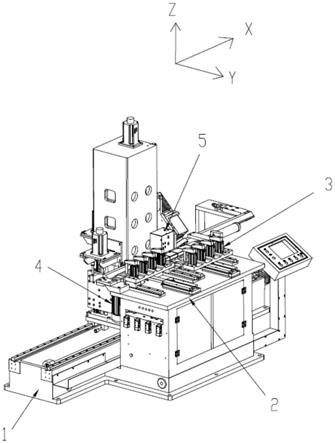
15.图1为本发明的第一视角立体结构示意图;
16.图2为本发明的第二视角立体结构示意图;
17.图3为本发明的拆分结构示意图;
18.图4为本发明的底座、工作台、定位组件位置关系图;
19.图5为本发明的挡料件、第一推料件位置关系图;
20.图6为本发明压持外界工件状态结构示意图;
21.图7为本发明的第二推料件及压料件结构示意图;
22.图8为本发明的第二推料件及压料件拆分结构示意图;
23.图9为本发明的支撑台及吸附台结构示意图;
24.图10为本发明的支撑台及吸附台的平面图;
25.图11为本发明的加工组件第一视角结构示意图;
26.图12为本发明的加工组件第二视角结构示意图;
27.图13为本发明的加工组件第三视角结构示意图;
28.图14为本发明的加工组件的部分结构示意图;
29.图15为本发明的加工组件的部分拆分结构示意图。
30.附图标记包括:
31.1—底座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2—工作台
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21—支撑台
32.211—第一通孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
212—第一通道
ꢀꢀꢀꢀꢀꢀꢀ
22—吸附台
33.221—第二凹槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
222—第二通孔
ꢀꢀꢀꢀꢀꢀꢀ
23—磁性件
34.231—护板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
232—磁块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3—定位组件
35.31—挡料件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
311—档条
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
312—档条调节件
36.32—第一推料件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
321—挡块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
322—第一驱动件
37.323—第一推杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
33—第二推料件
ꢀꢀꢀꢀꢀꢀ
331—第二驱动件
38.332—第二推板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3321—垫板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3322—顶料板
39.34—压料件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
341—第三驱动件
ꢀꢀꢀꢀꢀ
342—压板
40.343—连接柱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
344—升降板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4—加工组件
41.41—箱体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42—刀具装置
ꢀꢀꢀꢀꢀꢀꢀꢀ
421—第四驱动件
42.422—滑板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
423—第五驱动件
ꢀꢀꢀꢀꢀ
424—刀座
43.4241—缺口
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
425—校正件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4251—螺杆
44.4252—固定块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4253—校正块
ꢀꢀꢀꢀꢀꢀꢀꢀ
4254—凸块
45.5—感应装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100—工件。
具体实施方式
46.为了便于本领域技术人员的理解,下面结合实施例及附图对本发明作进一步的说明,实施方式提及的内容并非对本发明的限定。
47.请参阅图1至图15,本发明的一种快速定位倒角机,包括底座1、工作台2、定位组件
3及加工组件4;所述定位组件3包括挡料件31、第一推料件32、第二推料件33及压料件34;
48.所述挡料件31设于底座1并与工作台2间距设置,所述挡料件31沿工作台2的长度方向设置,所述挡料件31的上表面位于工作台2的斜上方;
49.所述第一推料件32包括挡块321、第一驱动件322及第一推杆323,所述挡块321和第一驱动件322均设于工作台2,所述第一驱动件322驱动第一推杆323朝向挡块321的方向运动,所述第一推料件32和第一推杆323的中心连线与所述工作台1的长度方向平行设置;
50.所述第二推料件33包括第二驱动件331及第二推板332,所述第二驱动件331设于工作台2并驱动第二推板332朝向档条311的方向运动;
51.所述压力件34包括压板342、第三驱动件341、连接柱343及升降板344,所述第三驱动件341、连接柱343及升降板344的数量均为多个,一个第三驱动件341驱动一个升降板344升降,一个连接柱343与一个升降板344连接,多个连接柱343与一个压板342连接;
52.所述挡料件31、第一推杆323、挡块321及压板342均设有防护膜,所述防护膜与工件100的表面抵触。
53.具体的,本实施例中,工作台2固定连接于底座1,在工作台2安装定位组件3,在底座1安装加工组件4,加工组件4对待加工工件100的棱边进行倒角加工,定位组件3包括挡料件31、第一推料件32、第二推料件33及压料件34,挡料件31包括档条311及间距调整件312,间距调整件312设于底座1用于调整档条311和工作台2的间隙,优选的,间距调整件312包括螺杆、螺母及活动块,螺母固定连接于底座1,螺杆螺接于螺母并与活动块连接,活动块与档条311通过螺丝连接,通过拧转螺杆,使得活动块带动档条311同步运动,实现调整档条311与工作台2间隙的目的,满足对不同规格工件100的生产加工要求,档条311呈长条状,档条311的长度方向与工作台2的长度方向平行且间距设置,第一推料件32的第一驱动件322和挡块321分别设于工作台2的上表面,第一驱动件322驱动第一推杆323运动,第一驱动件322和挡块321的中心连线与工作台2的长度方向平行设置,挡块321和档条311呈90
°
设置,第二推料件33包括第二驱动件331及第二推板332,第二驱动件331设于工作台2的上表面,第二驱动件331驱动第二推板332运动,第二驱动件331的运动方向垂直于档条311的长度方向,优选的,第二推板332包括垫板3321及与垫板3321连接的顶料板3322,垫板3321滑动连接于工作台2,顶料板3322用于对工件100的侧向施压,第三驱动件341固定连接于垫板3321,第三驱动件341、升降板344、连接柱343、压板342依次连接并呈倒u形设置,第三驱动件341驱动升降板344升降,从而带动压板342的升降,当需要加工工件100时,外界机械手将若干个工件100放置在工作台2上并沿档条311依次摆放,首先第一驱动件322驱动第一推杆323运动,第一推杆323推动工件100朝向挡块321运动,完成工作100在x向的定位,接着第二驱动件331驱动第二推板332运动,使得若干个工件100朝向档条311的方向运动并与档条311贴合,完成工件100在y向的定位,最后第三驱动件341驱动压板342运动,使得压板342压持在工件100的上表面,完成工件100在z向的定位,优选的,在档条311的侧表面、第一推杆323的侧表面、挡块321的侧表面及压板342的侧表面均设有防护膜,该防护膜的表面均设有波浪纹,增加与工件100表面的摩擦力,防护膜与档条311的侧表面、第一推杆323的侧表面、挡块321的侧表面及压板342的侧表面均采用粘附的连接结构,实现经常更换防护膜的目的,避免档条311、第一推杆323、挡块321及压板342施压在工件100时对工件100表面的损伤。
54.通过挡料件31、第一推料件32、第二推料件33及压料件34,实现工件100在x向、y向
及z向的固定,实现一次精准定位,从而确保加工的精准度。
55.所述工作台2包括设于底座1的支撑台21及固设于支撑台21的吸附台22,所述支撑台21设有第一通孔211及第一通道212,所述第一通孔211及第一通道212连通,所述吸附台22设有第二凹槽221及第二通孔222,所述第二凹槽221凹设于吸附台22的上表面,所述第二通孔222与第二凹槽221连通,所述第二通孔222与所述第一通道212连通,吸附台22加工若干个第二凹槽221,每个第二凹槽221加工至少一个第二通孔222,第二通孔222与第一通道212连通,第一通孔211及第一通道212连通,第一通孔211接入外界真空泵,通过第一通孔211、第一通道212及第二通孔222,实现第二凹槽221内呈负压的状态,起到对吸附工件100预定位的目的。
56.所述工作台2还包括磁性件23,所述磁性件23还包括护板231及磁块232,所述护板231设于支撑台21并靠近吸附台22设置,所述磁块232设于护板231,磁性件23的设置,满足吸附材质为金属的工件100,实现不同的吸附方式。
57.所述加工组件4包括箱体41及设于箱体41的多个刀具装置42,所述刀具装置42包括第四驱动件421、滑板422、第五驱动件423、刀座424及校正件425,所述箱体41滑动连接于底座1,底座1还设有第五驱动件,第五驱动件驱动箱体41沿x向运动,所述第四驱动件421设于箱体41并驱动所述滑板422运动,所述第五驱动件423设于滑板422并驱动夹持于刀座424的刀具转动,所述校正件425设于滑板并对刀座424进行校正,优选的,刀具装置42的数量为三个,其中两个刀具装置42位于箱体41的同个侧板,该两个刀具装置42相对水平面呈45度设置,对工件100上下相对的两个棱边进行圆角加工,另一个刀具装置42位于箱体41的另一个侧板,该刀具装置42相对水平面呈90度设置,对工件100的左右相对的两条棱边进行倒角加工,实现对同一侧面的四条棱边同时倒角的加工目的。
58.所述校正件425包括螺杆4251、固定块4252及校正块4253,所述校正块4253与螺杆4251固定连接,所述校正块4253与所述底座1卡接。
59.所述校正块4253设有凸块4254,所述刀座424设有缺口4241,所述凸块4254卡接于缺口4241,通过拧转螺杆4251,带动校正块4253同步移动,即凸扣4254带动座424同步移动,实现微调刀具的目的。
60.所述快速定位倒角机还包括感应装置5,所述感应装置5设于加工组件4,所述感应组件5设于滑板422,所述感应组件5设于档条311的上方,感应装置5靠近对工件进行上下棱边倒角的加工组件4,感应到工件时,将信号传至控制系统,对工件进行上下棱边倒角的加工组件4开始工作,实现精准加工的目的,降低能耗。
61.以上内容仅为本发明的较佳实施例,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1