一种用于汽车二级吸能的铝合金后保险杠成型方法与流程
1.本发明涉及新能源汽车技术领域,具体涉及一种用于汽车二级吸能的铝合金后保险杠成型方法。
背景技术:
2.汽车前后端装有保险杠(bumper),不仅有装饰功能,更重要是吸收和缓和外界冲击力、防护车身、保护车身及乘员安全功能的安全装置。目前汽车前后保险杠除了保持原有的保护功能外,还要追求与车体造型的和谐与统一,追求本身的轻量化。保险杠的几何形状既要考虑其与整车造型的一致,保证美观,也要符合力学特性和吸能特性,确保撞击时的吸能与缓冲。
3.保险杠具有安全保护、装饰车辆以及改善车辆的空气动力学特性等作用。从安全上看,汽车发生碰撞事故时能起到吸能和缓冲作用,保护前后车体,确保轿车乘员有一个最大限度的安全区域,减少轿车在发生碰撞事故时对乘员的伤害。在与行人发生事故时可以起到一定的保护行人的作用。从外观上看,具有装饰性,成为装饰轿车外型的重要部件;同时,汽车保险杠还有一定的空气动力学作用。
4.新能源汽车发生碰撞时可能引起对车内人员伤害外,还会引起对动力电池的冲击造成电池爆炸等极限安全事故。
5.如何通过成型工艺提高后保险杠的综合性能,如何将后保险杠的吸能效果提高到最大,成为急需解决的问题。
技术实现要素:
6.针对现有技术存在的问题,本发明提供一种用于汽车二级吸能的铝合金后保险杠成型方法,以解决上述至少一种技术问题。
7.本发明的技术方案是:一种用于汽车二级吸能的铝合金后保险杠成型方法,后保险杠本体成型包括以下操作步骤:1)、材料准备:
①
熔铸:将电解铝锭加入合金元素进行熔炼铸造;
②
铝棒制作:将熔铸的铝合金制成圆铝棒;
③
挤压:1)、将铝棒在挤压机上挤压成型:成型后的后保险杠本体竖向横截面为“目”字型的直角梯形结构,直角梯形结构内的三个型腔均为中空的直角梯形,三个型腔沿着竖向的截面尺寸从小到大依次为第一型腔、第二型腔、第三型腔,直角梯形结构腰部的直角边平行于车辆宽度方向;所述直角梯形结构腰部的直角边一端设置有三个间距布置的第一通孔,直角梯形
结构腰部的直角边另一端设置有三个间距布置的第一腰型孔;2)、拉弯:将后保险杠本体在t4状态时进行拉弯;3)、时效处理:后保险杠本体经过时效处理后达到t6状态;4)、检验及包装:后保险杠本体碰撞时逐级溃缩,实现总吸收能量在25kj~35kj;后保险杠本体的最大承担力为117
±
10kn。
8.本发明工艺合理,运行成本低,采用先挤压成后保险杠本体,后在t4状态时拉弯,时效处理后达到t6状态,提高了保险杠的综合性能,实现了在碰撞过程中及时变形并实现吸能效果,避免了在碰撞时将能量传递给车内及车后的结构,既在有限空间内最大程度的保护了车内人员及电池组的安全,同时又实现了工艺的可行性和轻量化要求。
附图说明
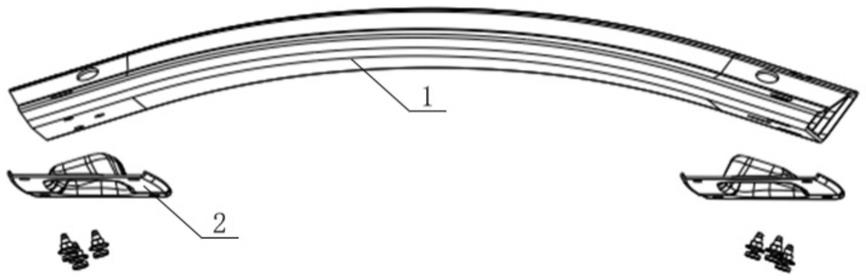
9.图1为本发明的安装结构三维图。
10.图2为本发明后保险杠本体的竖向横截面示意图。
11.图3为本发明后保险杠本体的主视图。
12.图4为本发明的安装底板主视图。
13.图5为本发明的工艺流程图。
14.图6为本发明实施例八的能量吸收测试曲线图。
15.图7为本发明实施例十一的机械性能试验测试曲线图。
16.图中:1.后保险杠本体;2.安装底板;101.第一型腔;102.第二型腔;103.第三型腔;104.第一通孔;105.第一腰型孔;201.第二通孔;202.第三通孔;203.第二腰型孔。
具体实施方式
17.下面结合附图对本发明做进一步的说明。
18.参阅图1-7,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
19.实施例一、一种用于汽车二级吸能的铝合金后保险杠成型方法,参考图5,后保险杠本体1成型包括以下操作步骤:1)、材料准备:
①
熔铸:将电解铝锭加入合金元素进行熔炼铸造,电解铝锭及合金元素包括以下重量百分含量的成分:0.97%si,0.14%fe,0.04%cu,0.52%mn,0.74%mg,0.13%cr,0.03%zn,
0.03%ti,余量为al和不可避免的杂质;
②
铝棒制作:将熔铸的铝合金制成圆铝棒;
③
挤压:1)、将铝棒在挤压机上挤压成型:成型后的后保险杠本体1竖向横截面为“目”字型的直角梯形结构,直角梯形结构内的三个型腔均为中空的直角梯形;铝合金型材进行垂直挤压后的最大弯曲角度(等效3mm公称壁厚)为60
±5°
;2)、拉弯:将后保险杠本体1在t4状态时进行拉弯;3)、时效处理:后保险杠本体1经过时效处理后达到t6状态,时效温度为180
±
5℃,保温6小时;4)、检验及包装:后保险杠本体1晶粒大小为7.65~7.9μm。本发明工艺合理,运行成本低,采用先挤压成后保险杠本体,后在t4状态时拉弯,时效处理后达到t6状态,提高了保险杠的综合性能,实现了在碰撞过程中及时变形并实现吸能效果,避免了在碰撞时将能量传递给车内及车后的结构,既在有限空间内最大程度的保护了车内人员及电池组的安全,同时又实现了工艺的可行性和轻量化要求。
20.实施例二、在实施例一的基础上,参考图1、图2,所述步骤1)的挤压步骤中,三个型腔沿着竖向的截面尺寸从小到大依次为第一型腔101、第二型腔102、第三型腔103,直角梯形结构腰部的直角边平行于车辆宽度方向。本发明采用三个型腔从小到大排列,便于碰撞能量的逐级吸收,在车辆发生追尾时,第三型腔为一级吸能,其余的型腔为二级吸能,三个型腔逐级增加吸能效果,将后保险杠的吸能效果提高到最大,大大降低了追尾造成的车内损伤;提高了整车的碰撞能力,降低了车身重量,保护了车内人员的人身安全,同时避免了动力电池受到冲击造成电池爆炸等极限安全事故,有效的保护了新能源汽车动力电池包。
21.实施例三、在实施例二的基础上,参考图3,直角梯形结构腰部的直角边一端设置有三个间距布置的第一通孔104,直角梯形结构腰部的直角边另一端设置有三个间距布置的第一腰型孔105。三个所述第一通孔104分别分布在第一三角形的三个顶点。三个所述第一腰型孔105分别分布在第二三角形的三个顶点。三个所述第一通孔104、三个所述第一腰型孔105分别通过第一螺栓、螺母与对应的安装底板2连接。本发明采用成三角形布置的三个第一通孔、成三角形布置的三个第一腰型孔,能使安装后的安装底板及第一螺栓受力均匀。
22.实施例四、在实施例三的基础上,参考图1、图4,所述安装底板2位于直角梯形结构腰部的直角边上,安装底板2的中部靠近后保险杠本体1的端面上设置有长方形凸壳,长方形凸壳上设置有第二通孔201,两端的第二通孔201分别位于第一三角形的三个顶点、第二三角形的三个顶点。所述安装底板2的四角分别设置有三个第三通孔202、第二腰型孔203,第二腰型孔203的长轴方向与保险杠本体1的轴向平行;第三通孔202、第二腰型孔203分别通过第二螺栓安装在汽车后方。本发明采用长方形凸壳上的第二通孔,不仅便于安装底板安装在后保险杠本体上;采用长方形凸壳为安装在汽车后方的第二螺栓留出了活动空间。
23.实施例五、在实施例一的基础上,所述步骤1)的挤压步骤中,所述直角梯形结构中的直角边厚度为3~5mm;直角梯形结构中的斜边厚度为3~4mm。
24.实施例六、在实施例五的基础上,三个所述第一腰型孔105的长轴方向与保险杠本体1的轴向平行。本发明采用第一腰型孔,能调整安装底板的安装位置。
25.实施例七、在实施例六的基础上,所述直角梯形结构中的直角边厚度为4.0
±
0.25mm;直角梯形结构中的斜边厚度为3.3
±
0.25mm。
26.实施例八、在实施例一的基础上,参考图6,所述步骤4)的检验及包装步骤中,后保险杠本体1碰撞时逐级溃缩,实现总吸收能量在25kj~35kj。
27.实施例九、在实施例一的基础上,所述步骤4)的检验及包装步骤中,后保险杠本体1的最大承担力为117
±
10kn。
28.实施例十、在实施例一的基础上,所述步骤4)的检验及包装步骤中,后保险杠本体1碰撞时逐级溃缩,三型腔103吸收能量约为:2~10kj;第一型腔101、第二型腔102吸收能量约为:10~20kj。
29.实施例十一、与实施例一的区别在于,参考图7,所述步骤1)的熔铸步骤中,电解铝锭及合金元素采用牌号为6082t6的铝合金材料,抗拉强度rm≥290mpa,屈服强度为rp0.2=270~310mpa,延伸率a50mm≥8%。
30.实施例十二、与实施例一的区别在于,所述步骤1)的熔铸步骤中,电解铝锭及合金元素采用牌号为8082t6的铝合金材料。
31.具体实施时,通常汽车行业标准《汽车防护杠qc/t095-2013》中规定,铝合金防护杠的材料符合gb/t3190要求的铝合金(建议采用的牌号为6061,6063,5052),安装板采用符合gb/t20878要求的不锈钢(建议采用的牌号为06cr19ni10,10cr17,1cr17mn6ni5n)或采用符合gb/t700要求的碳素钢(建议采用的牌号为q235),本发明的安装底板2采用6111高强铝合金。
32.以上仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1