电弧焊接方法以及电弧焊接装置与流程
1.本发明涉及自耗电极式的电弧焊接方法以及电弧焊接装置。
背景技术:
2.近年来,在推进埋弧焊接的实用化。通过将焊丝以约5~100m/分进给,并供给300a以上的大电流,来实现埋弧焊接。进行焊丝的高速进给以及大电流供给后,在母材形成凹状的熔池(熔融部分),焊丝的前端部进入形成于熔池的凹状空间(被凹状的熔融部分包围的空间)。以下将该凹状空间称作埋没空间,将在进入埋没空间的焊丝的前端部与母材或熔融部分之间产生的电弧适宜称作埋弧。
3.在埋弧焊接中,埋没空间的形状易于变动,其结果,熔池摇动,从而焊接易于不稳定化。特别在埋没空间的开口部缩小的情况下,产生由焊丝与熔池的接触短路、伴随埋没空间内部中的压力上升的空间膨胀引起的熔池的摇动,成为焊接不稳定化的大的原因。
4.作为将埋弧稳定化的技术,开发了使焊接电流的大小周期性变化的控制(例如专利文献1)。提出几种电流的变化模式,这些是主要是为了达成以下目标的控制:通过使供给大电流的大电流期间中的熔滴过渡形态为旋转射流过渡,来用电弧撑住迫近焊丝的埋没空间的开口部,从而抑制开口部的缩小。
5.现有技术文献
6.专利文献
7.专利文献1:国际公开第2018/105548号公报
8.但在使用粗径的焊丝的情况下,或者在平均焊接电流小的情况下,熔滴过渡形态难以成为旋转射流过渡,有不产生上述那样的熔滴过渡形态的过渡的情况。即,有时不能用电弧撑住迫近焊丝的埋没空间的开口部。
技术实现要素:
9.本发明的目的在于,提供电弧焊接方法以及电弧焊接装置,在通过使焊接电流周期性变化来使熔池稳定化的埋弧焊接中,即使是在大电流期间中熔滴过渡形态无法成为旋转射流过渡的情况,也能提升埋弧焊接的稳定性。
10.本方式所涉及的电弧焊接方法是自耗电极式的电弧焊接方法,通过对焊丝供给平均电流300a以上的焊接电流来使所述焊丝与母材间产生电弧,使所述焊丝的前端部进入被形成于所述母材的凹状的熔融部分包围的空间来焊接所述母材,周期性重复使所述焊接电流减少的电流减少期间和使所述焊接电流上升的电流上升期间,进而,在从所述电流减少期间变化为所述电流上升期间时,追加供给脉冲大电流。
11.在本方式中,能通过使焊接电流周期性变动来使埋弧焊接稳定化。在焊接电流的平均值大的大电流期间中,熔滴过渡形态成为旋转射流过渡,用电弧撑住迫近焊丝的埋没空间的开口部,能抑制开口部的缩小。
12.但在使用粗径的焊丝的情况下,或者在平均焊接电流小的情况下,即使在大电流
期间中,熔滴过渡形态也难以成为旋转射流过渡,有时不能用电弧撑住埋没空间的开口部。为此,在本方式中,追加供给比在大电流期间中供给的所述焊接电流大的脉冲大电流。电弧的朝向在已经形成电弧等离子的高电导率区域中,向焊丝的前端部与形成埋没空间的熔池表面的距离最小的方向连续地进行移动,通过电弧压力撑住熔池。由于若供给脉冲大电流,电弧的扩展就会变大,因此电弧的朝向能在更大的范围变化。即,电弧易于朝向埋没空间的开口部相对于焊丝前端的接近部分,易于用电弧撑住埋没空间的开口部,让焊接稳定化。
13.此外,在从电流减少期间向电流上升期间变化时,通过追加供给脉冲大电流,能赋予扩展电弧所需的大的脉冲大电流。
14.本方式所涉及的电弧焊接方法优选如下结构,追加供给的所述脉冲大电流的值是设定电流值的0.7倍以上且3倍以下。
15.根据本方式,通过使脉冲大电流的值为设定电流值的0.7倍以上,来充分扩展电弧,在焊丝接近于埋没空间的开口部的情况下,在焊接不稳定化之前将接近部分用电弧推回,能抑制焊接的不稳定化。若脉冲大电流的值不足设定电流值的0.7倍,则电弧不充分扩展,电弧难以朝向埋没空间的开口部相对于焊丝的接近部分,不再能抑制焊接不稳定化。
16.此外,通过将脉冲大电流的值设为设定电流值的3倍以下,能避免由于大电流引起的电弧力而让熔池摇动。若使脉冲大电流的值大于设定电流值的3倍,就会由于大电流引起的大的电弧力长时间作用于熔池而招致熔池的摇动,埋弧会不稳定化。
17.本方式所涉及的电弧焊接方法优选如下结构,追加供给所述脉冲大电流的时间是所述电流上升期间以及所述电流减少期间的变化周期的5%以上且20%以下。
18.根据本方式,通过使脉冲大电流的追加供给时间为焊接电流变化周期的5%以上来充分扩展电弧,在埋没空间的开口部接近于焊丝的情况下,在焊接不稳定化前用电弧将接近部分推回,能抑制焊接的不稳定化。若脉冲大电流的追加供给时间不足焊接电流变化周期的5%,则电弧不充分扩展,电弧难以朝向埋没空间的开口部相对于焊丝的接近部分,不再能抑制焊接不稳定化。
19.此外,通过使脉冲大电流的追加供给时间为焊接电流变化周期的20%以下,能避免由于大电流引起的电弧力而让熔池摇动。若使脉冲大电流的追加供给时间大于焊接电流变化周期的20%,就会由于大电流引起的大的电弧力长时间作用于熔池而招致熔池的摇动,埋弧会不稳定化。
20.本方式所涉及的电弧焊接方法优选如下结构,在所述焊丝的直径为给定值以上的情况下,追加供给所述脉冲大电流,在所述焊丝的直径不足所述给定值的情况下,不追加供给所述脉冲大电流。
21.根据本方式,能避免由于即使已经处于稳定的状态却仍不必要地供给大电流脉冲从而埋弧不稳定化。
22.本方式所涉及的电弧焊接方法优选如下结构,在所述焊丝的直径为1.4mm以上的情况下,追加供给所述脉冲大电流。
23.根据本方式,能避免即使已经处于稳定的状态却仍不必要地追加供给大电流脉冲从而埋弧不稳定化。
24.本方式所涉及的电弧焊接装置是自耗电极式的电弧焊接装置,具备通过对焊丝供给平均电流300a以上的焊接电流来使所述焊丝与母材间产生电弧的电源部,使所述焊丝的
前端部进入被通过所产生的电弧形成于所述母材的凹状的熔融部分包围的空间来焊接所述母材,所述电源部周期性重复使所述焊接电流减少的电流减少期间和使所述焊接电流上升的电流上升期间,使焊接电流的时间平均与设定电流对应。即,从所述电流减少期间的后半到所述电流上升期间的前半的期间可称为小电流期间,从所述电流上升期间的后半到所述电流减少期间的前半的期间可称为大电流期间。进而,在从所述电流减少期间变化为所述电流上升期间时,追加供给该设定电流的0.7倍以上3倍以下的脉冲大电流。
25.根据本方式,通过追加供给脉冲大电流,能通过与上述电弧焊接方法同样的原理使电弧朝向埋没空间的开口部的接近部分,能使埋弧焊接的稳定性提升。
26.发明的效果
27.根据本发明,在通过使焊接电流周期性变化来使熔池稳定化的埋弧焊接中,即使是在大电流期间中熔滴过渡形态无法成为旋转射流过渡的情况,也能使埋弧焊接的稳定性提升。
附图说明
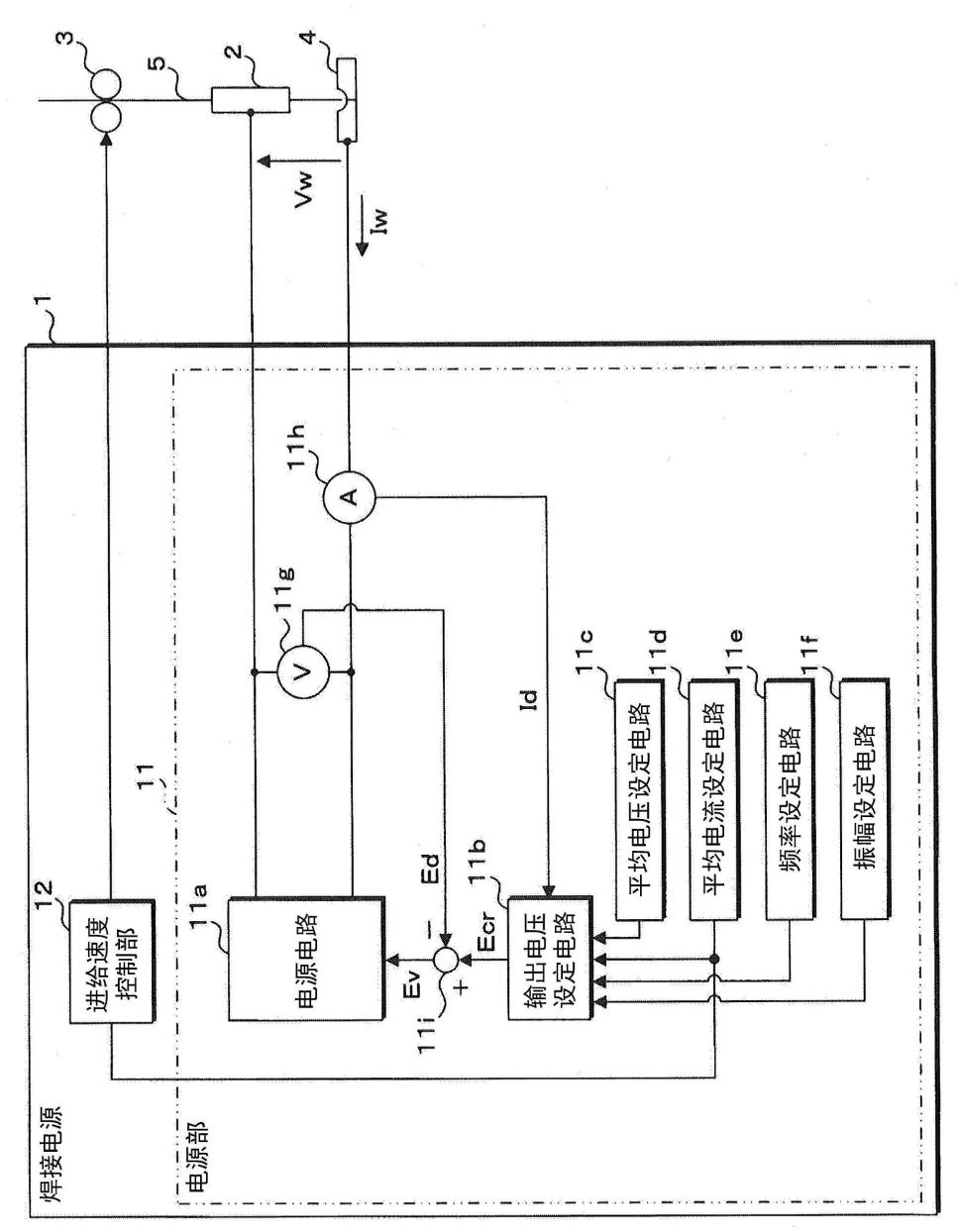
28.图1是表示本实施方式1所涉及的自耗电极式的电弧焊接装置的一个结构的示意图。
29.图2是表示本实施方式1所涉及的电弧焊接方法的步骤的流程图。
30.图3是表示焊接对象的母材的侧截面图。
31.图4是表示使焊接电流周期性变动而引起的熔滴过渡的情形的示意图。
32.图5是表示焊接电流变动控制的步骤的流程图。
33.图6是表示脉冲大电流的波形的图。
34.图7是表示未赋予脉冲大电流的焊接电流的波形的图。
35.图8是表示赋予了脉冲电流的焊接电流的波形的图。
36.图9是表示本实施方式2所涉及的电弧焊接装置的一个结构的示意图。
37.图10是表示本实施方式2所涉及的电弧焊接方法的步骤的流程图。
38.附图标记的说明
39.1 焊接电源、
40.5 焊丝、
41.6 熔融部分、
42.6a 埋没空间、
43.7 电弧、
44.11 电源部、
45.11a 电源电路、
46.12 进给速度控制部
具体实施方式
47.以下参考附图来说明本公开的实施方式所涉及的电弧焊接方法以及电弧焊接装置。另外,本公开并不限定于这些例示,而是由权利要求书示出,意在包含与权利要求书等同的意义以及范围内的全部变更。此外,可以任意组合以下记载的实施方式的至少一部分。
48.以下对本发明基于表示其实施方式的附图来进行详述。
49.(实施方式1)
50.图1是表示本实施方式1所涉及的自耗电极式的电弧焊接装置的一个结构的示意图。本实施方式1所涉及的电弧焊接装置具备焊接电源1、焊炬2以及焊丝进给部3。本实施方式1所涉及的电弧焊接装置,在通过使焊接电流iw周期性变化来使熔池稳定化的埋弧焊接中,即使是在大电流期间中熔滴过渡形态无法成为旋转射流过渡的情况,也能通过在从电流减少期间向电流上升期间变化时追加供给脉冲大电流来使埋弧焊接的稳定性提升。
51.焊炬2具有圆筒形状的导电嘴,其由铜合金等导电性材料构成,将焊丝5向母材4的被焊接部引导,并且供给电弧7(参考图4)的产生所需的焊接电流iw。导电嘴与插通其内部的焊丝5接触,对焊丝5供给焊接电流iw。此外,焊炬2形成围绕导电嘴的中空圆筒形状,具有向被焊接部喷射保护气体的喷嘴。保护气体用于防止通过电弧7熔融的母材4以及焊丝5的氧化。保护气体例如是二氧化碳气体、二氧化碳气体以及氩气的混合气体、氩等惰性气体等。
52.焊丝5例如是实芯焊丝,其直径为0.9mm以上且1.6mm以下,作为自耗电极发挥功能。焊丝5例如是以螺旋状卷绕的状态收容于包装桶的桶装焊丝、或卷绕在焊丝盘的卷盘焊丝。
53.焊丝进给部3具有:将焊丝5向焊炬2进给的进给辊;和使该进给辊旋转的电动机。焊丝进给部3通过使进给辊旋转,来从焊丝盘将焊丝5拉出,将所拉出的焊丝5向焊炬2供给。另外,相关的焊丝5的进给方式是一例,并没有特别限定。
54.焊接电源1具备:经由供电线缆与焊炬2的导电嘴以及母材4连接并供给焊接电流iw的电源部11;和控制焊丝5的进给速度的进给速度控制部12。另外,可以将电源部11以及进给速度控制部12分体地构成。电源部11具备输出被pwm控制的直流电流的电源电路11a、输出电压设定电路11b、平均电压设定电路11c、平均电流设定电路11d、频率设定电路11e、振幅设定电路11f、电压检测部11g、电流检测部11h以及比较电路11i。
55.电压检测部11g检测焊接电压vw,将表示检测到的电压值的电压值信号ed向比较电路11i输出。
56.电流检测部11h例如检测从焊接电源1经由焊炬2向焊丝5供给且流过电弧7的焊接电流iw,将表示检测到的电流值的电流值信号id向输出电压设定电路11b输出。
57.平均电压设定电路11c将用于设定周期性变动的焊接电压vw的平均电压的平均电压设定信号向输出电压设定电路11b。
58.平均电流设定电路11d将用于设定周期性变动的焊接电流iw的平均电流的平均电流设定信号向输出电压设定电路11b以及进给速度控制部12输出。在实施本实施方式1所涉及的电弧焊接方法的情况下,平均电流设定电路11d输出平均电流设定信号,其表示300a以上的平均电流、优先表示300a以上且1000a以下的平均电流,更优选表示500a以上且800a以下的平均电流。
59.频率设定电路11e将用于设定使母材4与焊丝5间的焊接电压vw以及焊接电流iw周期性变化的频率的频率设定信号向输出电压设定电路11b输出。在实施本实施方式1所涉及的电弧焊接方法的情况下,频率设定电路11e输出频率设定信号,其表示10hz以上且1000hz以下的频率,优选表示50hz以上且300hz以下的频率,更优选表示80hz以上且200hz以下的
频率。
60.振幅设定电路11f将用于设定周期性变动的焊接电压vw或焊接电流iw的振幅的振幅设定信号向输出电压设定电路11b输出。振幅是变动的焊接电压vw的最小设定电压值与最大设定电压值的电压差、或变动的焊接电流iw的最小电流值与最大电流值的电流差。
61.在实施本实施方式1所涉及的电弧焊接方法时,在设定电流的振幅的情况下,振幅设定电路11f输出振幅设定信号,其表示50a以上的电流振幅,优选表示100a以上且500a以下的电流振幅,更优选表示200a以上且400a以下的电流振幅。
62.输出电压设定电路11b基于从各部输出的电流值信号id、平均电压设定信号、平均电流设定信号、频率设定信号、振幅设定信号,例如生成表示矩形波状的目标电压的输出电压设定信号ecr,以使得焊接电压vw以及焊接电流iw成为设为目标的平均电压以及平均电流、频率、电压振幅或电流振幅,将所生成的输出电压设定信号ecr向比较电路11i输出。
63.比较电路11i将从电压检测部11g输出的电压值信号ed和从输出电压设定电路11b输出的输出电压设定信号ecr进行比较,将表示其差分的差分信号ev向电源电路11a输出。
64.电源电路11a具备对商用交流进行交直变换的ac-dc转换器、将经过交直变换的直流通过开关变换成所需的交流的逆变器电路、对变换的交流进行整流的整流电路等。电源电路11a按照从比较电路11i输出的差分信号ev来对逆变器进行pwm控制,并向焊丝5输出电压。其结果,对母材4与焊丝5间施加周期性变化的焊接电压vw,接通焊接电流iw,焊接电流iw也周期性变化。另外,构成为对焊接电源1经由未图示的控制通信线从外部输入输出指示信号,电源部11以输出指示信号触发,来使电源电路11a开始焊接电流iw的供给。输出指示信号例如被从焊接机器人向焊接电源1输出。此外,在手动的焊接机的情况下,输出指示信号在设于焊炬2侧的手边操作开关被操作时从焊炬2侧向焊接电源1输出。
65.图2是表示本实施方式1所涉及的电弧焊接方法的步骤的流程图,图3是表示焊接对象的母材4的侧截面图。首先,将要通过焊接接合的一对母材4配置到电弧焊接装置,进行焊接电源1的各种设定(步骤s11)。具体地,如图3所示那样准备板状的第1母材41以及第2母材42,将作为被焊接部的端面41a、42a对接,并配置到给定的焊接作业位置。第1以及第2母材41、42例如是软钢、机械构造用碳素钢、机械构造用合金钢等的钢板。第1以及第2母材41、42的厚度例如是9mm以上且30mm以下。此外,也可以根据需要在第1母材41或第2母材设置坡口。此外,也可以根据需要使用与母材同种的金属、铜板、或陶瓷等的垫板。
66.然后,焊接电源1在频率10hz以上且1000hz以下、平均电流300a以上、电流振幅50a以上的范围内设定焊接电流iw的焊接条件。
67.另外,焊接电流iw的条件设定可以全都由焊接作业者进行,也可以构成为焊接电源1用操作部接受本实施方式1所涉及的焊接方法的实施,自动地进行全部条件设定。此外,也可以构成为焊接电源1用操作部接受平均电流等一部分焊接条件,决定适合与所接受的一部分焊接条件适合的剩下的焊接条件,半自动地进行条件设定。
68.在进行各种设定后,焊接电源1判定是否满足焊接电流iw的输出开始条件(步骤s12)。具体地,焊接电源1判定是否被输入焊接的输出指示信号。在判定为未输入输出指示信号、不满足焊接电流iw的输出开始条件的情况下(步骤s12“否”),焊接电源1在输出指示信号的输入等待状态下待机。
69.在判定为满足焊接电流iw的输出开始条件的情况下(步骤s12“是”),焊接电源1的
进给速度控制部12将指示焊丝的进给的进给指示信号向焊丝进给部3输出,以给定速度使焊丝5进给(步骤s13)。焊丝5的进给速度例如在约5~100m/分的范围内设定。进给速度控制部12对应于从平均电流设定电路11d输出的平均电流设定信号来决定进给速度。另外,焊丝5的进给速度可以是固定速度,也可以使其周期性变动。此外,也可以构成为焊接作业者直接设定焊丝的进给速度。
70.接着,焊接电源1的电源部11用电压检测部11g以及电流检测部11h检测焊接电压vw以及焊接电流iw(步骤s14),进行pwm控制,以使得检测到的焊接电压vw以及焊接电流iw的值、频率以及振幅与所设定的焊接条件一致,焊接电流iw周期性变动(步骤s15)。
71.接着,焊接电源1的电源部11判定是否停止焊接电流iw的输出(步骤s16)。具体地,焊接电源1判定输出指示信号的输入是否继续。在判定为输出指示信号的输入继续、不停止焊接电流iw的输出的情况下(步骤s16“否”),电源部11使处理回到步骤s13,持续焊接电流iw的输出。
72.在判定为停止焊接电流iw的输出的情况下(步骤s16“是”),电源部11使处理回到步骤s12。
73.以下说明焊接电流iw的周期性变动和熔滴过渡的概要。
74.在本实施方式1所涉及的电弧焊接方法中,电源部11控制焊接电流iw,使得焊接电流iw的频率成为10hz以上且1000hz以下,平均电流成为300a以上,电流振幅成为50a以上。
75.优选地,电源部11控制焊接电流iw,使得焊接电流iw的频率成为50hz以上且300hz以下,平均电流成为300a以上且1000a以下,电流振幅成为100a以上且500a以下。
76.图4是表示使焊接电流iw周期性变动所引起的熔滴过渡的情形的示意图。若在上述焊接条件下使焊接电流iw周期性变动,就在母材4形成通过在焊丝5的前端部5a与被焊接部间产生的电弧7的热熔融的母材4以及焊丝5的熔融金属所构成的凹状的熔融部分6。并且,用高速度相机拍摄电弧7的情形时,如图4左图所示那样,确认到在焊丝5的前端部5a与熔融部分6的底部61间产生电弧7的第1状态和在前端部5a与熔融部分6的侧部62间产生电弧7的第2状态周期性变动。
77.具体地,重复电弧7从焊丝5的前端部5a溅向熔融部分6的底部61的第1状态和电弧7从焊丝5的前端部5a溅向熔融部分6的侧部62的第2状态。在焊接电流iw的平均值小的小电流期间中,成为第1状态,在焊接电流iw的平均值大的大电流期间中,成为第2状态。第1状态是焊丝5的熔滴过渡形态为粗滴过渡的状态。第2状态例如是焊丝5的熔滴过渡形态为旋转射流过渡或钟摆过渡的状态。
78.粗滴过渡是从焊丝5的前端部5a向熔融部分6的底部61进行熔滴过渡的形态的一例,旋转射流过渡是从焊丝5的前端部5a向熔融部分6的侧部62进行熔滴过渡的形态的一例。此外,钟摆过渡是使形成于焊丝5的前端部5a的液柱以及电弧7在同一平面上钟摆状摇动并且以焊丝5的突出方向为中心轴使该平面作为整体一点一点不断旋转的特征性的熔滴过渡形态。
79.埋没空间6a闭口,熔融金属流向埋没焊丝5的前端部5a的方向,但在第2状态下,电弧7溅向熔融部分6的侧部62,熔融部分6的熔融金属被向从焊丝5远离的方向推回,埋没空间6a以凹状的状态稳定化。另外,在图4右图中,通过大电流熔融的焊丝5的前端部5a的熔滴进行过渡的结果,焊丝5的前端部5a变短。
80.通过使这样的第1状态以及第2状态以80hz以上且200hz以下变动,能使埋没空间6a稳定化,使埋弧焊接的稳定性提升。
81.其中,在使用粗径的焊丝5、例如直径1.4mm以上的焊丝5的情况下,或者在平均焊接电流小的情况下,在第2状态下,熔滴过渡形态也难以成为旋转射流过渡,存在不产生上述那样的熔滴过渡形态的过渡的情况。
82.但在使用粗径的焊丝5的上述那样的情况下,也确认到能贡献于埋弧焊接的稳定化的现象。这缘于在大电流时电弧7的扩展变大。电弧7在已经形成电弧等离子的高电导率区域中朝向使得焊丝5的前端部5a与形成埋没空间6a的熔池表面的距离最小的方向。因此,若电弧7的扩展变大,电弧7就变得易于在更大的范围内朝向埋没空间6a的开口部相对于焊丝5的接近部分,由于变得易于用电弧7将接近部分撑住,因此焊接稳定化。另外,伴随埋没空间6a的开口部被推回,电弧7的朝向连续地发生变化,最终回到稳态状态即朝下。
83.在上述的基于电弧扩大的埋弧稳定化方法中,不一定非要长时间持续大电流状态。若电弧7一度朝向埋没空间6a开口部相对于焊丝5的接近部分,则之后,直到接近部分被推回为止,不管焊接电流iw的大小如何,都维持该电弧7的朝向。因此,只要瞬间地赋予脉冲大电流(参考图6)即可。反倒是若长时间持续大电流条件,就会由于大的电弧力长时间作用于熔池而成为熔池不稳定化的原因。
84.为此在本实施方式中,在图4所示的焊接电流变动控制中,作为进一步追加的电弧稳定化控制,进行脉冲大电流的追加供给。
85.图5是表示焊接电流变动控制的步骤的流程图。焊接电源1进行pwm控制,以使得焊接电流iw周期性变化(步骤s31)。换言之,焊接电源1周期性地重复使焊接电流iw减少的电流减少期间和使焊接电流iw上升的电流上升期间。例如,焊接电源1能通过周期性重复设定比平均电压大的电压的期间和设定比平均电压小的设定电压的期间,来使焊接电流iw变动。即,在设定比平均电压大的电压的期间中,焊接电流iw上升,成为所述电流上升期间。在设定比平均电压小的电压的期间中,焊接电流iw减少,成为所述电流减少期间。此外,从所述电流减少期间的后半到所述电流上升期间的前半的期间也可以说是小电流期间,从所述电流上升期间的后半到所述电流减少期间的前半的期间也可以说是大电流期间。
86.接着,焊接电源1判定是否是从电流减少期间向电流上升期间的切换定时(步骤s32)。在判定为不是向电流上升期间的切换定时的情况下(步骤s32“否”),焊接电源1不进行脉冲大电流的追加赋予,继续焊接电流变动控制。
87.在判定为是从电流减少期间向电流上升期间的切换定时的情况下(步骤s32“是”),焊接电源1判定焊丝5的直径是否是给定值以上(步骤s33)。即,焊接电源1判定焊丝5是否是粗径焊丝。操作人员能设定在焊接电源1中使用的焊丝5的直径,焊接电源1能通过读出所设定的直径来判定焊丝5是否是粗径。粗径的焊丝5例如是指直径1.4mm或1.6mm以上的焊丝。
88.在判定为焊丝5不是粗径的情况下(步骤s33“否”),焊接电源1不进行脉冲大电流的追加赋予,继续焊接电流变动控制。在焊丝5不是粗径的情况下,由于能通过仅使图4所示的焊接电流iw周期性变化的控制使埋弧7稳定化,因此不进行赋予脉冲大电流的控制。
89.在判定为焊丝5是粗径的情况下(步骤s33“是”),焊接电源1在从电流减少期间切换为电流上升期间时,追加供给脉冲大电流(步骤s34)。即,焊接电源1配合焊接电流iw转为
上升的定时来追加供给脉冲大电流。
90.图6是表示脉冲大电流的波形的图,图7是表示未赋予脉冲大电流的焊接电流iw的波形的图,图8是表示赋予了脉冲电流的焊接电流iw的波形的图。图6~图8中、横轴表示时间,纵轴表示焊接电流iw。焊接电源1为了在利用了粗径的焊丝5的埋弧焊接中使埋没空间6a稳定化,追加地供给图6所示那样的脉冲大电流。
91.其中,为了赋予瞬间的脉冲大电流,需要使焊接电流iw急剧地增减,但能实现的变化速度依赖于电弧焊接装置的二次侧电阻或电感。在二次侧的电力电缆长的情况或卷绕的情况等中,在二次侧电阻或电感大的情况下,焊接电流iw不能急剧地增减,无法输出足够高的电流,不再能使埋弧7稳定化。
92.为此,将脉冲大电流的赋予作为追加的电弧稳定化控制,与图4以及图7所示那样的焊接电流控制并用。即,作为图4以及图7所示那样的焊接电流控制中的追加的电弧稳定化控制,进行脉冲大电流的追加供给。
93.通常如图7所示那样,焊接电流iw被限制成不会急剧变化,不管在二次侧电阻以及电感大的环境中还是小的环境中,都能得到同样的焊接电流iw的波形。焊接电源1在这样控制的焊接电流iw的上升时、即从电流减少期间向电流上升期间的切换时赋予短时间的脉冲大电流。若在焊接电流iw的上升时追加供给脉冲大电流,则如图8所示那样,易于配合焊接电流iw的上升沿使电流急剧地增减,能输出使电弧7向埋没空间6a的开口部接近所需的电流。
94.另外,赋予部分的焊接电流iw的上升以及下降情况,受到焊接环境的二次侧电阻以及电感左右,终归只是追加性的稳定化控制,因此即使不能输出高电流,焊接也不会不稳定化。在能输出高电流的情况下,埋弧7更加稳定。
95.追加地供给的脉冲大电流的目标值期望是设定电流值的0.7倍以上且3倍以下,供给时间期望是电流变化周期的5%以上且20%以下。更优选地,脉冲大电流期望是设定电流值的1倍以上且2倍以下,供给时间是电流变化周期的8%以上且15%以下。另外,设定电流值是对平均电流设定电路11d设定的焊接电流iw的平均电流的值。
96.若脉冲大电流比设定电流值的0.7倍小,或者供给时间比电流变化周期的5%小,则电弧7不充分扩大,几乎得不到预期的埋弧稳定化效果。伴随脉冲大电流或供给时间的增大,电弧扩大带来的埋弧稳定化效果变大,若脉冲大电流成为设定电流值的1倍以上,或者供给时间成为电流变化周期的8%以上,焊接作业者就能实际感受到埋弧稳定化效果。
97.另一方面,若脉冲大电流比设定电流值的2倍大,或者供给时间比电流变化周期的15%大,大电流期间中的强的电弧力开始成为熔池的摇动即埋弧的不稳定化的因素。特别是,若脉冲大电流比设定电流值的3倍大,或者赋予时间比电流变化周期的20%大,则与不使用使设定电压周期性变化的电压振幅控制的情况相比,埋弧不稳定化。
98.(实施例)
99.说明能通过脉冲大电流使埋弧焊接的稳定性提升的焊接条件的一例。作为焊丝5,使用焊丝径1.6mm的实芯焊丝,作为保护气体,使用二氧化碳气体,以焊接电流600a、电弧电压45v进行埋弧焊接。此外,使设定电压以
±
4v、100hz(周期10ms)变化,使焊接电流iw变化来使埋弧稳定化。这时,通过在焊接电流iw的上升时,在0.5ms间以矩形赋予1000a的输出电流指令,能提升埋弧稳定性。
100.根据这样构成的实施方式2所涉及的电弧焊接方法以及电弧焊接装置,在通过使焊接电流iw周期性变化来使熔池稳定化的埋弧焊接中,即使是在大电流期间中熔滴过渡形态无法成为旋转射流过渡的情况,也能使埋弧焊接的稳定性提升。
101.进而,通过将追加地供给的脉冲大电流的目标值设为设定电流值的0.7倍以上且3倍以下,将供给时间设为电流变化周期的5%以上且20%以下,来扩展电弧7,从而易于使电弧朝向埋没空间6a的开口部相对于焊丝5的接近部分,由此能抑制熔池的摇动,使埋弧焊接的稳定性提升。
102.再进而,通过构成为判定焊丝5是否是粗径,限定在埋弧焊接有可能不稳定化的情况才供给脉冲大电流,能抑制不需要的脉冲大电流的追加供给。在埋弧已经稳定的状态下,若赋予脉冲大电流,就有可能产生难以预料的不良影响,因此,通过这样进行控制,能使埋弧更有效果地稳定化。
103.(实施方式2)
104.实施方式2所涉及的电弧焊接方法以及电弧焊接装置使用起弧用的电容器来辅助脉冲大电流的赋予,这点与实施方式1不同,因此以下主要对该相异点进行说明。其他结构以及作用效果由于与实施方式1同样,因此对对应的部位标注同样的附图标记并省略详细的说明。
105.图9是表示本实施方式2所涉及的电弧焊接装置的一个结构的示意图。另外,在图9中,为了作图的方便,省略图1所示的平均电压设定电路11c、平均电流设定电路11d、频率设定电路11e、振幅设定电路11f、电压检测部11g。
106.实施方式2所涉及的电弧焊接装置具备电容器c、整流器dr、充电开关sw1和切断开关sw2。电容器c的一端与接地连接,电容器c的另一端与整流器dr的阳极连接。整流器dr的阴极与电源电路11a的正电位或电源部11的输出端子连接。充电开关sw1例如是半导体闸流管。充电开关sw1的一端(例如阳极)与电源电路11a的正电位或电源部11的输出端子连接,充电开关sw1的另一端(例如阴极)与电容器c的上述另一端连接,将电源电路11a与电容器c的连接路径开闭。切断开关sw2例如是功率半导体开关,其一端与整流器dr的阴极连接,另一端与电源电路11a的正电位或电源部11的输出端子连接。通过电源部11控制充电开关sw1以及切断开关sw2的开闭。
107.图10是表示本实施方式2所涉及的电弧焊接方法的步骤的流程图。焊接电源1与实施方式1同样地进行pwm控制,以使得焊接电流iw周期性变化(步骤s231)。焊接电源1判定是否处于大电流期间(步骤s232)。在处于大电流期间的情况下(步骤s232“是”),焊接电源1将充电开关sw1闭合,对电容器c进行充电(步骤s233)。在未处于大电流期间的情况下(步骤s232“否”),将充电开关sw1以及切断开关sw2打开,停止充电(步骤s234)。
108.接着,焊接电源1与实施方式1同样地进行附加脉冲大电流的控制(步骤s235~步骤s237)。进而,焊接电源1将切断开关sw2打开,使电容器c放电(步骤s238)。通过使充电后的电容器c放电,能更有效果地追加供给脉冲大电流,能使埋弧稳定化。另外,步骤s237和步骤s238可以以相反顺序执行。
109.根据这样构成的实施方式2所涉及的电弧焊接方法以及电弧焊接装置,除了焊接电流控制以外还能使用电容器c来有效果地追加供给脉冲大电流,能使埋弧焊接的稳定性提升。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1