一种变压器铁芯钢片自动化矫直机
1.本发明涉及金属加工设备技术领域,特别涉及一种变压器铁芯钢片自动化矫直机。
背景技术:
2.目前全国有一千多家变压器生产企业,变压器由铁芯和线圈组成,铁芯的生产过程中需要进行叠片工艺,而叠片对铁芯钢片的平整度有较高的精度要求,而在生产中常常因运输挤压造成钢片弯曲,因此在使用钢片之前通常需要对钢片矫直,目前的矫直技术均为人工投放和检验,工作效率不高且容易误卷工人,公开号为cn202087635u的中国实用新型专利公开了一种变压器夹件的矫直机,包括床身、固定座板、活动顶头、油缸及油箱,其中油缸安装在床身上,在床身上设有固定座板,被矫正的夹件放置在固定座板与油缸之间,在夹件与油缸之间放置有活动顶头,该活动顶头通过油缸的柱塞推动在床身的平台上移动;所述油缸通过管路与油箱连接,该现有技术通过油缸柱塞推动活动顶头对夹件矫正,整体结构简单合理,生产效率高,能够保证矫正精度,但是在工作中,冲击产生的噪声会影响工作人员听力,且冲击矫直需要提前检测矫直面,且工作范围小,难以适用大型钢片,而且矫直过程需要人工操作,以此本发明提供一种变压器铁芯钢片自动化矫直机,采用辊子进行矫直,同时设置了上料、矫直和检测收集的联动操作,自动化程度高,操作简单同时矫直效果好。
技术实现要素:
3.本发明解决的技术问题为:提供一种集上料、矫直、检测和收集为一体的全自动的变压器铁芯钢片自动化矫直机。
4.针对上述技术问题,本发明采用的技术方案为:一种变压器铁芯钢片自动化矫直机,包括:机架。
5.固定安装在机架上方的备料组件,所述的备料组件用于储存待矫直的钢片。
6.设置在备料组件端部的上料组件。
7.固定安装在机架上的矫直组件,所述的矫直组件位于上料组件的下方,所述的矫直组件用于实现钢片的矫直,所述的上料组件用于将备料组件中的钢片转移到矫直组件中。
8.转动安装在机架上且设置在矫直组件下方的分料组件。
9.固定安装在机架上的分类收集组件,所述的分类收集组件用于检测矫直后的钢片弯曲度,并且根据钢片的质量进行分别收集,所述的分料组件用于将矫直组件中的钢片转移到分类收集组件中。
10.所述的上料组件和分料组件分别与矫直组件连接,矫直组件同时驱动上料组件和分料组件分别实现钢片的转移。
11.进一步的,所述的矫直组件包括固定安装在机架上的矫直外壳,所述的矫直外壳内部竖直方向上转动安装有多组用于矫直的矫直辊,两个处于相同水平高度上的矫直辊为一组,每组中的矫直辊与不同组之间的矫直辊均同步转动,所述的靠近上料组件和分料组件的两组矫直辊中的任一个矫直辊分别与上料组件和分料组件连接,用于分别驱动上料组件和分料组件运动。
12.进一步的,所述的上料组件包括用于将备料组件中的钢片转移到矫直组件中的压料杆,所述的压料杆往复滑动安装在备料组件的端部,所述的矫直组件通过曲柄滑块机构实现对压料杆的驱动。
13.进一步的,所述的分料组件包括转动安装在机架上的转筒,所述的转筒上设有用于存放钢片的第二滑槽,所述的矫直组件通过曲柄摇杆机构驱动转筒往复转动。
14.进一步的,所述的分类收集组件包括固定安装在机架上的固定平台,所述的固定平台上转动安装有转台,所述的分料组件用于将矫直组件中矫直后的钢片转移到转台上,所述的转台两侧设有用于检测钢片弯曲度的检测组件,两个检测组件在转台的两侧同时相向或向背运动,所述的固定平台上还设有高度可调的安装架,两个检测组件滑动安装在安装架上。
15.进一步的,每个检测组件包括滑动安装在安装架上的一对第二滑杆,两个第二滑杆靠近转台的一端上固定安装有横板,所述的横板靠近转台的一面上固定安装有多个塞尺,所述的第二滑杆远离转台的一端上设有挡环,所述的挡环与安装架之间设有与第二滑杆同轴的第四弹簧,位于横板和安装架之间的第二滑杆的轴段上滑动安装有活动板,所述的活动板与横板之间设有与第二滑杆同轴的第三弹簧,所述的活动板用于驱动检测组件在安装架上滑动,所述的安装架上还设有两组用于检测横板位置的距离传感器。
16.进一步的,所述的安装架的中部固定安装有第二电机,所述的第二电机的输出轴上同轴固定安装有转盘,所述的转盘上铰接有两个第三连杆的第一端,所述的两个第三连杆的第二端分别与两个检测组件中的活动板铰接,两个第三连杆在转盘上的铰接点位于转盘上除圆心以外的位置上,两个铰接点的连线经过转盘的圆心。
17.进一步的,所述的备料组件包括一端开口的第一储料箱,所述的第一储料箱固定安装在机架上,所述的上料组件设置在第一储料箱开口的一端,所述的第一储料箱带有开口的一端设有挡板,所述的第一储料箱内部滑动安装有推板,所述的推板与挡板之间放置有多个钢片,所述的推板上固定安装有第一滑杆,所述的第一滑杆滑动安装在第一储料箱上,所述的推板与第一储料箱之间设有与第一滑杆同轴的第一弹簧。
18.本发明与现有技术相比的有益效果是:(1)本发明设置的上料组件和分料组件与矫直组件同时连接,实现联动驱动,保证了矫直过程的连贯性,提高了生产效率;(2)本发明设置有分类收集组件,能够对矫直后的钢片自动检测,同时根据检测结果进行分别收集,保证了钢片的矫直质量;(3)本发明设置的检测组件利用塞尺进行平整度的检测,检测方式简单、结果可靠。
附图说明
19.图1为本发明整体结构示意图(前视角度一)。
20.图2为本发明整体结构示意图(后视角度)。
21.图3为本发明整体结构示意图(前视角度二)。
22.图4为图3中a处的局部放大示意图。
23.图5为本发明备料组件、上料组件和矫直组件结构示意图。
24.图6为本发明矫直组件局部结构示意图(前视角度)。
25.图7为本发明矫直组件局部结构示意图(后视角度)。
26.图8为本发明矫直组件和分料组件结构示意图。
27.图9为本发明分料组件局部示意图。
28.图10为本发明分类收集组件结构示意图。
29.图11为本发明分类收集组件局部结构示意图一。
30.图12为图11中b处的结构放大示意图。
31.图13为本发明分类收集组件局部结构示意图二。
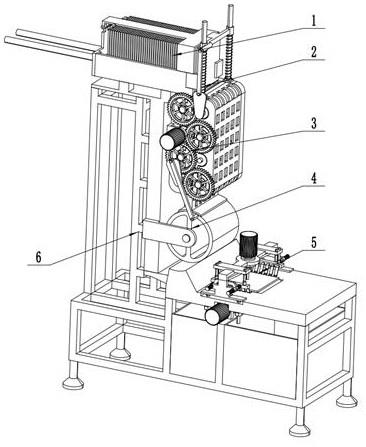
32.附图标号:1-备料组件;2-上料组件;3-矫直组件;4-分料组件;5-分类收集组件;6-机架;7-钢片;101-第一储料箱;102-第一滑杆;103-第一弹簧;104-推板;105-限位板;106-挡板;201-导向杆;202-压料杆;203-第二弹簧;204-第一连杆;205-第一凸轮;301-矫直外壳;302-矫直辊;303-驱动齿轮;304-第一电机;305-从动齿轮;401-第二凸轮;402-第二连杆;403-出料口;404-转筒;405-第一滑槽;406-第二滑槽;501-固定平台;502-检测组件;503-第二储料箱;504-安装架;505-螺母;506-螺杆;507-第三连杆;508-转盘;509-第二电机;510-第三电机;511-轴承座;512-第一齿轮;513-第二齿轮;514-转轴;515-转台;5021-固定板;5022-距离传感器;5023-横板;5024-塞尺;5025-第二滑杆;5026-第三弹簧;5027-活动板;5028-第四弹簧;5029-挡环。
具体实施方式
33.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
34.其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本专利的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
35.实施例:如图1-图4所示,一种变压器铁芯钢片自动化矫直机,包括备料组件1、上料组件2、矫直组件3、分料组件4、分类收集组件5和机架6;备料组件1固定安装在机架6的上方,备料组件1用于储存待矫直的钢片;备料组件1的端部设有上料组件2,矫直组件3固定安装在机架6上,同时矫直组件3设置在上料组件2的下方,矫直组件3用于实现钢片7的矫直,上料组件2用于将备料组件1中的钢片7转移到矫直组件3中,上料组件2设置在矫直组件3上;分料组件4转动安装在机架6上,同时分料组件4设置在矫直组件3的下方,分类收集组件5固定安装在机架6上,分类收集组件5用于检测矫直后的钢片弯曲度,并且根据钢片的质量进行分别收集,分料组件4用于将矫直组件3中的钢片7转移到分类收集组件5中;上料组件2和分料组件4分别与矫直组件3连接,矫直组件3同时驱动上料组件2和分料组件4分别实现钢片7的转移。
36.如图3、图5、图6、图7所示,矫直组件3包括矫直外壳301、矫直辊302、驱动齿轮303、第一电机304和从动齿轮305,矫直外壳301固定安装在机架6上,矫直外壳301内部竖直方向
上转动安装有多组用于矫直的矫直辊302,两个处于相同水平高度上的矫直辊302为一组,每组中的矫直辊302与不同组之间的矫直辊302均同步转动,每个矫直辊302位于矫直外壳301同一侧的一端上均同轴固定安装有从动齿轮305,同一组中的两个矫直辊302上的从动齿轮305形成齿轮传动,每组矫直辊302中任意一个矫直辊302上均同轴固定安装有驱动齿轮303,每相邻两组中的矫直辊302上的驱动齿轮303的圆心位于不同的竖直线上,相邻的两个驱动齿轮303之间形成齿轮传动,任意一组矫直辊302中未安装有驱动齿轮303的矫直辊302的一端同轴固定安装在第一电机304的输出轴上,第一电机304固定安装在矫直外壳301上,靠近上料组件2和分料组件4的两组矫直辊302中的任一个矫直辊302分别与上料组件2和分料组件4连接,用于分别驱动上料组件2和分料组件4运动。
37.如图1、图4、图5所示,备料组件1包括第一储料箱101、第一滑杆102、第一弹簧103、推板104、限位板105和挡板106,第一储料箱101为一端开口结构,第一储料箱101固定安装在机架6上,上料组件2设置在第一储料箱101开口的一端,第一储料箱101带有开口的一端的两侧固定安装有两个挡板106,第一储料箱101内部滑动安装有推板104,推板104与挡板106之间放置有多个钢片7,推板104上固定安装有第一滑杆102,第一滑杆102滑动安装在第一储料箱101上,推板104与第一储料箱101之间设有与第一滑杆102同轴的第一弹簧103,第一弹簧103的第一端固定安装在第一储料箱101内壁上,第一弹簧103的第二端固定安装在推板104上,第一储料箱101上转动安装有限位板105,限位板105用于实现钢片7的限位和固定,在第一弹簧103的作用下,推板104推动钢片7,使得钢片7与挡板106之间的静摩擦力大于钢片7本身的自重。
38.如图1、图4、图5、图6所示,上料组件2包括导向杆201、压料杆202、第二弹簧203、第一连杆204和第一凸轮205,压料杆202用于将备料组件1中的钢片7转移到矫直组件3中,压料杆202往复滑动安装在备料组件1的端部,矫直组件3通过曲柄滑块机构实现对压料杆202的驱动;导向杆201有两个,两个导向杆201固定安装在矫直外壳301上,且两个导向杆201位于第一储料箱101的两侧,压料杆202的两端分别滑动安装在导向杆201上,压料杆202靠近钢片7的一面上设置有用于向下压动钢片7的凸起,压料杆202的端部与第一连杆204的第一端转动连接,第一连杆204的第二端与第一凸轮205的第一端转动连接,第一凸轮205的第二端固定安装在靠近上料组件2的一组矫直辊302中的任意一个矫直辊302的端部,压料杆202和矫直外壳301之间设有与导向杆201同轴的第二弹簧203,第二弹簧203的第一端固定安装在压料杆202上,第二弹簧203的第二端固定安装在矫直外壳301上。
39.如图1、图8所示,分料组件4包括第二凸轮401、第二连杆402、出料口403和转筒404,转筒404转动安装在机架6上,矫直组件3通过曲柄摇杆机构驱动转筒404往复转动。
40.如图1、图4、图5、图6、图8、图9所示,第二凸轮401第一端与靠近分料组件4的一组矫直辊302中的任意一个矫直辊302的一端固定连接,第二凸轮401的第二端与第二连杆402的第一端转动连接,第二连杆402的第二端转动安装在转筒404的端部,转筒404内部轴径方向上设有第二滑槽406,出料口403固定安装在矫直外壳301的底部,出料口403中部设有用于钢片7通过的第一滑槽405,第一滑槽405的延长线经过转筒404的圆心。
41.如图1、图4、图10、图11、图13所示,分类收集组件5包括固定平台501、检测组件502、第二储料箱503、安装架504、螺母505、螺杆506、第三连杆507、转盘508、第二电机509、第三电机510、轴承座511、第一齿轮512、第二齿轮513、转轴514和转台515,固定平台501固
定安装在机架6上,第二储料箱503固定安装在机架6上,第二储料箱503设置在固定平台501下方,安装架504的两端分别固定安装有螺杆506,螺杆506滑动安装在固定平台501上,固定平台501下端转动安装有螺母505,螺母505与螺杆506形成螺纹配合,转动螺母505用于调节安装架504的高度,固定平台501上转动安装有转台515,分料组件4用于将矫直组件3中矫直后的钢片7转移到转台515上,转台515两侧设有用于检测钢片7弯曲度的检测组件502,两个检测组件502在转台515的两侧同时相向或向背运动,两个检测组件502滑动安装在安装架504上。
42.如图10、图12、图13所示,检测组件502包括固定板5021、距离传感器5022、横板5023、塞尺5024、第二滑杆5025、第三弹簧5026、活动板5027、第四弹簧5028和挡环5029,两个检测组件502中的第二滑杆5025滑动安装在安装架504上,两个第二滑杆5025靠近转台515的一端上固定安装有横板5023,横板5023靠近转台515的一面上固定安装有多个塞尺5024,第二滑杆5025远离转台515的一端上设有挡环5029,挡环5029与安装架504之间设有与第二滑杆5025同轴的第四弹簧5028,第四弹簧5028第一端固定安装在挡环5029上,第四弹簧5028第二端固定安装在安装架504上,位于横板5023和安装架504之间的第二滑杆5025的轴段上滑动安装有活动板5027,活动板5027与横板5023之间设有与第二滑杆5025同轴的第三弹簧5026,第三弹簧5026第一端固定安装在横板5023上,第三弹簧5026第二端固定安装在活动板5027上,活动板5027用于驱动检测组件502在安装架504上滑动,安装架504上还设有两组用于检测横板5023位置的距离传感器5022,横板5023上靠近距离传感器5022的一面上设有用于辅助检测的固定柱。
43.如图10、图11、图12所示,安装架504的中部固定安装有第二电机509,第二电机509的输出轴上同轴固定安装有转盘508,转盘508上铰接有两个第三连杆507的第一端,两个第三连杆507的第二端分别与两个检测组件502中的活动板5027铰接,两个第三连杆507在转盘508上的铰接点位于转盘508上除圆心以外的位置上,两个铰接点的连线经过转盘508的圆心。
44.如图10、图13所示,转台515的两侧分别固定安装有第二齿轮513,第二齿轮513的转轴转动安装在固定平台501上,固定平台501下方还固定安装有两个轴承座511,两个轴承座511上转动安装有转轴514,转轴514上同轴固定安装有两个第一齿轮512,第一齿轮512与第二齿轮513形成齿轮传动,转轴514的一端同轴固定安装在第三电机510的输出轴上,第三电机510固定安装在固定平台501上。
45.本发明公开的一种变压器铁芯钢片自动化矫直机的工作原理为:使用时,首先将多个钢片7放置在备料组件1中的推板104和挡板106之间,启动矫直组件3中的第一电机304,第一电机304驱动其中一个矫直辊302转动,该转动的矫直辊302通过多个驱动齿轮303驱动其余各组的矫直辊302中的任意一个矫直辊302转动,每组中的两个矫直辊302通过从动齿轮305实现同步转动,同时靠近上料组件2的一组矫直辊302中的一个矫直辊302带动第一凸轮205转动,第一凸轮205转动过程中通过第一连杆204驱动压料杆202在导向杆201上滑动,压料杆202在导向杆201上往复滑动,压料杆202向下滑动的同时通过压料杆202上设置的凸起向下拨动钢片7,第一弹簧103的作用是保证钢片7与挡板106实现压紧状态,钢片7在压料杆202的作用下进入到矫直组件3中,钢片7从每组中的两个矫直辊302之间经过,多组矫直辊302对经过的钢片7进行矫直,完成矫直后,钢片7经过出料口403中的第一滑槽405
落到转筒404中的第二滑槽406内部,在矫直辊302转动过程中带动第二凸轮401同步转动,第二凸轮401通过第二连杆402驱动转筒404往复转动,转筒404往复转动的同时将第二滑槽406中的钢片7由矫直组件3中转移到转台515上,启动安装架504上的第二电机509,第二电机509驱动转盘508转动,转盘508通过第三连杆507带动活动板5027在安装架504上相向或向背运动,若钢片7的平整度合格,此时塞尺5024无法插入到钢片7与转台515之间,此时第三弹簧5026被压缩,此时横板5023上的固定柱位于远离钢片7的一组距离传感器5022的下方,若钢片7的平整度不合格,在第三弹簧5026弹簧弹力的作用下,第一齿轮512分料组件4插入到钢片7和转台515之间,此时横板5023上的固定柱位于靠近钢片7的一组距离传感器5022下方,根据不同的距离传感器5022检测到的数据控制第三电机510向不同的方向转动,第三电机510驱动转台515向不同的方向翻转,将转台515上的钢片7翻转到不同的第二储料箱503内部,实现钢片7的分类收集。
46.本发明不局限上述具体实施方式,所属技术领域的技术人员从上述构思出发,不经过创造性的劳动,做出的种种变换,均落在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1