一种盘条的环保氧化皮处理装置的制作方法
1.本发明涉及盘条加工技术领域,尤其涉及一种盘条的环保氧化皮处理装置。
背景技术:
2.盘条又称线材,通常指成盘的小直径圆钢,盘条的直径在5-19毫米范围内,盘条表面普遍存在氧化铁皮,在后续的拉拔过程中会加速拉拔模的磨损,并严重影响产品的表面质量和使用效果,盘条是生产多种钢丝的起始材料,在钢丝的生产过程中,必须对盘条进行除鳞以达到高速拉拔工序的工艺要求,而盘条的除鳞的过程就是去除盘条表面的氧化皮。
3.在公开号为cn102139467b的专利文件中提出了:“一种盘条的除鳞方法,包括如下步骤:(a)、传统的机械剥壳工序,(b)、钢丝刷去壳:将盘条穿过钢丝刷组件,所述的钢丝刷组件包括至少一组钢丝刷,所述的一组钢丝刷包括一对横向钢丝刷和一对竖向钢丝刷,(c)、呢绒刷去壳:将盘条穿过呢绒刷组件,所述的呢绒刷组件包括至少一组呢绒刷,所述的一组呢绒刷包括一对横向呢绒刷和一对竖向呢绒刷,上述步骤中钢丝刷和呢绒刷的转速为600~1000转/小时,钢丝刷和呢绒刷与盘条之间的张力范围为:2~5公斤。从而既能将盘条表面的氧化皮去除干净,又能使处理后的盘条满足高速拉拔工序的工艺要求的盘条的除鳞方法”实际上,该申请文件中其壳导轮横向和竖向设置,其剥壳导轮在对盘条剥壳的过程中固定不同,盘条表面不能与剥壳导轮接触的部位往往不能接收到较好的剥壳,其表面残留的氧化皮在经过拉拔后会嵌入钢丝表面,影响盘条后续加工的正常进行,以及其后续的钢丝刷组件和呢绒刷组件均是通过横向和竖向实现实现氧化皮去除,这种布置方式同样存在着去除氧化皮不彻底的现象。
技术实现要素:
4.本发明的目的是为了解决现有技术中剥壳导轮在对盘条剥壳的过程中固定不动,盘条表面不能与剥壳导轮接触的部位往往不能接收到较好的剥壳、导致剥壳效率低的缺陷,从而提出一种盘条的环保氧化皮处理装置。
5.为了实现上述目的,本发明采用了如下技术方案:一种盘条的环保氧化皮处理装置,包括沿盘条氧化皮处理流程依次安装在基板上用于对盘条进行剥壳的剥壳装置、对剥壳后盘条进行二次去壳的二次去壳装置、抛丸去壳装置和对酸洗后盘条进行擦拭打磨的擦拭打磨装置,所述剥壳装置和二次去壳装置均通过第一支撑组件安装在基板上一端,所述擦拭打磨装置通过第二支撑组件安装在基板另一端;所述剥壳装置包括剥壳筒、剥壳齿轮、多个剥壳轮和多个脚架,多个剥壳轮均匀沿剥壳筒轴向排列,脚架用于将剥壳轮固定在剥壳筒内,且剥壳轮可以在脚架内转动,第一支撑组件上还安装有用于驱动剥壳筒转动的第一驱动装置,剥壳齿轮固定套设在剥壳筒外侧,剥壳齿轮用于与第一驱动装置配合转动。
6.优选地,所述第一驱动装置包括双轴输出电机、固定板和两个第一驱动齿轮,所述
固定板用于连接第一支撑组件和双轴输出电机,其中一个所述第一驱动齿轮用于与剥壳齿轮啮合带动剥壳筒转动。
7.优选地,所述第一支撑组件包括多个第一支撑柱、多个第一支撑横梁、多个第一支撑转动件和多个第二支撑转动件,多个所述第一支撑柱用于将第一支撑横梁固定安装在基板上,多个所述第一支撑转动件用于将剥壳筒架设在第一支撑横梁之间,且剥壳筒可以在第一支撑转动件内转动,第二支撑转动件用于将二次去壳装置架设在第一支撑横梁之间。
8.优选地,所述二次去壳装置包括去壳筒、去壳齿轮、第一打磨套、第二打磨套和打磨滚柱,所述去壳筒包括第一弧形部、第二弧形部和筒形部,第一弧形部和第二弧形部位置相错、开口相对,所述去壳齿轮套设在第一弧形部和第二弧形部连接处外侧,所述去壳齿轮用于与第一驱动齿轮配合,所述第一打磨套和第二打磨套分别设置在第一弧形部和第二弧形部内,且第一打磨套和第二打磨套用于对剥壳过程中未处理干净的盘条氧化皮进行二次打磨去除,多个打磨滚柱转动设置在筒形部内侧用于对盘条的进一步打磨。
9.优选地,所述抛丸去壳装置包括处理箱、伺服电机、处理筒、两个连接罩、第一斜齿轮以及第二斜齿轮,所述处理箱固定安装在基板上,两个所述连接罩对称安装在处理箱两端内壁用以供盘条穿过,所述处理筒两端分别与连接罩转动连接,且处理筒内填充有用以对盘条表面进行抛丸的磨料,所述伺服电机固定安装在处理箱上侧壁中心处,且伺服电机用以驱动第一斜齿轮转动,所述第二斜齿轮固定安装在处理筒外侧,所述第二斜齿轮用以与第一斜齿轮啮合。
10.优选地,所述处理筒内通过隔板分隔成粗磨料打磨间、中等磨料打磨间以及细磨料打磨间,且粗磨料打磨间、中等磨料打磨间以及细磨料打磨间沿盘条传动方向依次布置,用以对盘条进行粗打磨、中等程度打磨以及精细打磨,所述粗磨料打磨间、中等磨料打磨间以及细磨料打磨间内分别填充有粗磨料、中等磨料以及细磨料。
11.优选地,所述处理筒两端分别固定安装有转动齿,所述转动齿用于连接处理筒和连接罩。
12.优选地,所述第二支撑组件包括多个第二支撑柱、多个第二支撑横梁和多个第三支撑转动件,多根所述第二支撑柱用于将第二支撑横梁固定安装在基板上,多个所述第三支撑转动件用于连接第二支撑横梁与擦拭打磨装置。
13.优选地,所述擦拭打磨装置包括擦拭打磨筒、打磨齿轮、排粒箱、擦拭海绵、多个排粒孔、环形打磨板和第二驱动装置,排粒箱用以吸收擦拭海绵内的磨粒,擦拭海绵用以擦拭附着在盘条上的磨粒,排粒孔用以排出经过排粒箱处理过后的磨粒,环形打磨板用以均匀打磨盘条使盘条表面粗糙。
14.优选地,所述第二驱动装置包括驱动电机和第二驱动齿轮,所述驱动电机固定设置在基板上,且驱动电机用以驱动第二驱动齿轮转动,第二驱动齿轮用以与打磨齿轮配合带动擦拭打磨筒转动。
15.本发明的有益效果是:剥壳筒自身可以跟随双轴输出电机转动,多组剥壳轮的设置使得盘条表面均能接受剥壳轮均匀剥壳,相比于传统的只设置横向、竖向两组剥壳轮,该剥壳筒对盘条的剥壳效果更佳,通过在二次去壳筒内设置第一打磨套、第二打磨套、多组打磨滚柱的配合使用,并且二次去壳筒同样可以跟随设置在双轴输出电机另一端的第一驱动齿轮转动,使得二次去
壳筒在对盘条表面氧化皮进行打磨去除的过程中自身会发生转动,进一步提高了对盘条二次去壳的效果;通过伺服电机、第一斜齿轮、第二斜齿轮、处理筒的设置能够驱动处理筒转动,处理筒内的磨料从而对穿过的盘条进行抛丸去壳处理,而在处理筒内设置粗磨料打磨间、中等磨料打磨间以及细磨料打磨间,分步对盘条进行粗打磨、中等程度打磨以及精细打磨处理,进而大大提高了对盘条的氧化皮去除效率;通过擦拭海绵、排粒箱、排粒孔的配合使用擦拭海绵能够擦拭经过抛丸处理过后附着在盘条表面的磨料,确保后续环形打磨板的打磨效果,通过在环形打磨板的设置可以对经过抛丸过后表面光滑的盘条表面进行均匀粗糙打磨处理,方便后续盘条高速拉拔工序中硼砂能够高效的附着在盘条表面。
附图说明
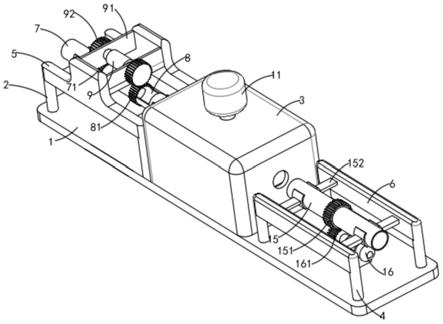
16.图1为本发明提出的一种盘条的环保氧化皮处理装置的整体结构示意图;图2为本发明提出的一种盘条的环保氧化皮处理装置的剥壳筒、二次去壳筒与第一支撑横梁安装结构示意图;图3为本发明提出的一种盘条的环保氧化皮处理装置的剥壳筒结构示意图;图4为本发明提出的一种盘条的环保氧化皮处理装置的二次去壳筒结构示意图;图5为本发明提出的一种盘条的环保氧化皮处理装置的处理箱内部结构示意图;图6为本发明提出的一种盘条的环保氧化皮处理装置的连接罩结构示意图;图7为本发明提出的一种盘条的环保氧化皮处理装置的处理筒内部剖视示意图;图8为本发明提出的一种盘条的环保氧化皮处理装置的擦拭打磨筒与第二支撑横梁安装结构示意图;图9为本发明提出的一种盘条的环保氧化皮处理装置的擦拭打磨筒截面结构示意图。
17.图中:1基板、2第一支撑柱、3处理箱、31粗磨料打磨间、32中等磨料打磨间、33细磨料打磨间、34连接罩、4第二支撑柱、5第一支撑横梁、6第二支撑横梁、7剥壳筒、71剥壳齿轮、72第一支撑转动件、73剥壳轮、74脚架、8去壳筒、81去壳齿轮、82第二支撑转动件、83第一弧形部、84第二弧形部、85筒形部、86第一打磨套、87第二打磨套、88打磨滚柱、9双轴输出电机、91固定板、92第一驱动齿轮、10处理筒、11伺服电机、12第一斜齿轮、13第二斜齿轮、14转动齿、15擦拭打磨筒、151打磨齿轮、152第三支撑转动件、153排粒箱、154擦拭海绵、155排粒孔、156环形打磨板、16驱动电机、161第二驱动齿轮。
具体实施方式
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
19.参照图1-9,一种盘条的环保氧化皮处理装置,包括沿盘条氧化皮处理流程依次安装在基板1上用于对盘条进行剥壳的剥壳装置、对剥壳后盘条进行二次去壳的二次去壳装置、对盘条进行酸洗的酸洗去壳装置和对酸洗后盘条进行擦拭打磨的擦拭打磨装置,剥壳装置和二次去壳装置均通过第一支撑组件安装在基板1上一端,第一支撑组件包括多个第
一支撑柱2、多个第一支撑横梁5、多个第一支撑转动件72和多个第二支撑转动件82,多个第一支撑柱2用于将第一支撑横梁5固定安装在基板1上,多个第一支撑转动件72用于将剥壳筒7架设在第一支撑横梁5之间,且剥壳筒7可以在第一支撑转动件72内转动,第二支撑转动件82用于将二次去壳装置架设在第一支撑横梁5之间,擦拭打磨装置通过第二支撑组件安装在基板1另一端,第二支撑组件包括多个第二支撑柱4、多个第二支撑横梁6和多个第三支撑转动件152,多根第二支撑柱4用于将第二支撑横梁6固定安装在基板1上,多个第三支撑转动件152用于连接第二支撑横梁6与擦拭打磨装置;剥壳装置包括剥壳筒7、剥壳齿轮71、多个剥壳轮73和多个脚架74,多个剥壳轮73均匀沿剥壳筒7轴向排列,脚架74用于将剥壳轮73固定在剥壳筒7内,且剥壳轮73可以在脚架74内转动,第一支撑组件上还安装有用于驱动剥壳筒7转动的第一驱动装置,第一支撑组件包括多个第一支撑柱2、多个第一支撑横梁5、多个第一支撑转动件72和多个第二支撑转动件82,多个第一支撑柱2用于将第一支撑横梁5固定安装在基板1上,多个第一支撑转动件72用于将剥壳筒7架设在第一支撑横梁5之间,且剥壳筒7可以在第一支撑转动件72内转动,第二支撑转动件82用于将二次去壳装置架设在第一支撑横梁5之间,剥壳齿轮71固定套设在剥壳筒7外侧,剥壳齿轮71用于与第一驱动装置配合转动,通过在剥壳筒7内设置多个剥壳轮73与脚架74配合双轴输出电机9、第一驱动齿轮92和剥壳齿轮71使得剥壳筒7在对盘条进行剥壳的过程中自身可以跟随双轴输出电机9转动,而且多组剥壳轮73的设置使得盘条表面均能接受剥壳轮73均匀剥壳,相比于传统的只设置横向、竖向两组剥壳轮73,该剥壳筒7对盘条的剥壳效果更佳,该双轴输出电机9的型号是ysk100-4;二次去壳装置包括去壳筒8、去壳齿轮81、第一打磨套86、第二打磨套87和打磨滚柱88,去壳筒8包括第一弧形部83、第二弧形部84和筒形部85,第一弧形部83和第二弧形部84位置相错、开口相对,去壳齿轮81套设在第一弧形部83和第二弧形部84连接处外侧,去壳齿轮81用于与第一驱动齿轮92配合,第一打磨套86和第二打磨套87分别设置在第一弧形部83和第二弧形部84内,且第一打磨套86和第二打磨套87用于对剥壳过程中未处理干净的盘条氧化皮进行二次打磨去除,多个打磨滚柱88转动设置在筒形部85内侧用于对盘条的进一步打磨,通过在二次去壳筒8内设置第一打磨套86、第二打磨套87、多组打磨滚柱88的配合使用,并且二次去壳筒8同样可以跟随设置在双轴输出电机9另一端的第一驱动齿轮92转动,使得二次去壳筒8在对盘条表面氧化皮进行打磨去除的过程中自身会发生转动,进一步提高了对盘条二次去壳的效果;抛丸去壳装置包括处理箱3、伺服电机11、处理筒10、两个连接罩34、第一斜齿轮12以及第二斜齿轮13,处理箱3固定安装在基板1上,两个连接罩34对称安装在处理箱3两端内壁用以供盘条穿过,处理筒10两端分别与连接罩34转动连接,处理筒10两端分别固定安装有转动齿14,转动齿14用于连接处理筒10和连接罩34,且处理筒10内填充有用以对盘条表面进行抛丸的磨料,处理筒10内通过隔板分隔成粗磨料打磨间31、中等磨料打磨间32以及细磨料打磨间33,且粗磨料打磨间31、中等磨料打磨间32以及细磨料打磨间33沿盘条传动方向依次布置,用以对盘条进行粗打磨、中等程度打磨以及精细打磨,粗磨料打磨间31、中等磨料打磨间32以及细磨料打磨间33内分别填充有粗磨料、中等磨料以及细磨料,伺服电机11固定安装在处理箱3上侧壁中心处,且伺服电机11用以驱动第一斜齿轮12转动,第二斜齿轮13固定安装在处理筒10外侧,第二斜齿轮13用以与第一斜齿轮12啮合,通过伺服电机
11、第一斜齿轮12、第二斜齿轮13、处理筒10的设置能够驱动处理筒10转动,处理筒10内的磨料从而对穿过的盘条进行抛丸去壳处理,而在处理筒10内设置粗磨料打磨间31、中等磨料打磨间32以及细磨料打磨间33,分步对盘条进行粗打磨、中等程度打磨以及精细打磨处理,进而大大提高了对盘条的氧化皮去除效率;擦拭打磨装置包括擦拭打磨筒15、打磨齿轮151、排粒箱153、擦拭海绵154、多个排粒孔155、环形打磨板156和第二驱动装置,排粒箱153用以吸收擦拭海绵154内的磨粒,擦拭海绵154用以擦拭附着在盘条上的磨粒,排粒孔155用以排出处理过后的磨粒,通过擦拭海绵154、排粒箱153、排粒孔155的配合使用擦拭海绵154能够擦拭经过抛丸去壳过后附着在盘条表面的磨粒,确保后续环形打磨板156的打磨效果,环形打磨板156用以均匀打磨盘条使盘条表面粗糙,通过在环形打磨板156的设置可以对经过抛丸去壳过后表面光滑的盘条表面进行均匀粗糙打磨处理,方便后续盘条高速拉拔工序中硼砂能够高效的附着在盘条表面,第二驱动装置包括驱动电机16和第二驱动齿轮161,驱动电机16固定设置在基板1上,且驱动电机16用以驱动第二驱动齿轮161转动,第二驱动齿轮161用以与打磨齿轮151配合带动擦拭打磨筒15转动,通过驱动电机16和第二驱动齿轮161的设置可以驱动擦拭打磨筒15转动,从而确保擦拭打磨筒15在对盘条进行擦拭打磨的过程中本身发生转动,提高擦拭打磨效果。
20.本发明中,盘条依次穿过剥壳筒7、二次去壳筒8、粗磨料打磨间31、中等磨料打磨间32、细磨料打磨间33和擦拭打磨筒15,启动双轴输出电机9和驱动电机16,第一驱动齿轮92带动剥壳齿轮71、去壳齿轮81转动,剥壳筒7内的剥壳轮73对穿过的盘条表面的氧化皮进行均匀剥壳处理,经过剥壳处理过后的盘条在经过二次去壳筒8内,首先接受第一打磨套86、第二打磨套87的打磨去皮处理,然后多组打磨滚柱88沿着盘条径向滚动,对盘条再次进行去壳处理,处理过后的盘条依次经过粗磨料打磨间31、中等磨料打磨间32、细磨料打磨间33的酸洗去除氧化皮之后进入擦拭打磨筒15,擦拭海绵154对附着在盘条上极少的磨料进行擦拭,渗透过擦拭海绵154的磨料在转动受离心力作用进入排粒箱153,然后经由排粒孔155排出,而擦拭过后的盘条经过环形打磨板156表面粗擦打磨处理之后便完成了盘条表面氧化皮的处理过程。
21.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1