一种长条型材加工机床的制作方法
1.本发明涉及一种加工机床,尤其涉及一种长条型材加工机床。
背景技术:
2.长条型材的制造过程中,由于长条型材需要加工成需求的几何形状,而利用加工机床进行加工一般都是人们日常选择。
3.申请号为cn201821259032.3的中国专利公开了一种型材加工机床,属于机床加工技术领域。该型材加工机床包括:机床本体,所述机床本体的前端设有工作台,所述机床本体上方设置有沿所述机床本体的长度方向设置的x轴模组,所述x轴模组上设置有与所述x轴模组滑动配合的床鞍;所述床鞍上设置有y轴模组,所述y轴模组上设置有与所述y轴模组滑动配合的立柱;所述立柱上设置有z轴模组,所述z轴模组上设置有与所述z轴模组滑动配合的机头,所述机头的前端设置有用于对工件进行加工的主轴。本发明解决了现有技术中的型材加工机床,机床的稳定性及加工精度不够高,使得机床的使用寿命也跟着缩短,应用领域也受限的问题,上述专利虽然能够对长条型材进行加工,但由于长条型材较长,长条型材容易出现垂落的现象影响加工。
4.本发明旨在解决上述专利中存在的问题,为此,提出一种能够对不同长度的长条型材进行支撑,避免出现垂落现象影响加工的长条型材加工机床。
技术实现要素:
5.为了克服上述专利虽然能够对长条型材进行加工,但由于长条型材较长,长条型材容易出现垂落的现象影响加工的缺点,本发明提供一种能够对不同长度的长条型材进行支撑,避免出现垂落现象影响加工的长条型材加工机床。
6.本发明通过以下技术途径实现:
7.一种长条型材加工机床,包括有底座、安装座、主轴箱、三爪卡盘、尾座、刀座、驱动机构和支撑机构,底座顶部固接有安装座,安装座顶部左侧滑动式的连接有尾座,安装座后侧面上部右侧滑动式的连接有刀座,底座顶部右侧固接有主轴箱,主轴箱的主动轴左端安装有用于将长条型材夹紧的三爪卡盘,安装座顶部右侧安装有用于提供驱动力的驱动机构,驱动机构上安装有用于对长条型材进行支撑的支撑机构。
8.进一步说明,驱动机构包括有导向架、t型块、滑杆和滑动板,安装座顶部前侧右部固接有导向架,导向架内滑动式的穿接有滑动板,滑动板上均匀间隔的开有五条导向孔,中间的导向孔为竖直状态,左右两侧两条导向孔为倾斜设置,滑动板左右两侧面都均匀间隔的开有五个卡孔,导向架外顶部前侧嵌入式的均匀间隔滑动连接有五块t型块,t型块上部固定穿接有用于带动支撑机构移动的滑杆,五根滑杆后端分别贯穿五个导向孔与支撑机构连接。
9.进一步说明,支撑机构包括有支撑座、弧形支撑板、转轴和扭力弹簧,滑杆后侧沿周向固接有支撑座,支撑座左右两侧上部之间转动式的穿接有两根转轴,转轴中部沿周向
固定套装有用于对长条型材进行支撑的弧形支撑板,弧形支撑板左右两侧面靠近转轴的位置与支撑座内侧面之间连接有扭力弹簧,扭力弹簧套在转轴上。
10.进一步说明,还包括有用于带动滑动板上下移动的调节机构,调节机构包括有l型杆、活动条、竖杆、触发杆、带槽齿轮和齿条,滑动板前侧面上部左右对称固接有l型杆,左右两侧l型杆底端之间固接有活动条,活动条中部固接有竖杆,竖杆下部固定穿接有触发杆,安装座前侧面中部右侧转动式的连接有用于带动触发杆移动的带槽齿轮,触发杆后端位于带槽齿轮的槽内,尾座右侧面下部前侧固接有用于带动带槽齿轮正反交替转动的齿条,齿条与带槽齿轮啮合。
11.进一步说明,还包括有用于使滑动板更加稳固的夹紧机构,夹紧机构包括有t型杆、触发斜块、滑动杆、第一弹簧、楔形块、梯形块、弧形夹板和第二弹簧,滑杆后侧上下对称嵌入式的滑动连接有用于提高摩擦力的弧形夹板,上下两侧弧形夹板内侧面之间均匀间隔的连接有三根第二弹簧,滑杆内部后侧滑动式的连接有滑动杆,滑动杆前端固接有用于带动弧形夹板向外移动的梯形块,第二弹簧穿过梯形块中部,梯形块与弧形夹板接触,滑动杆后端固接有楔形块,楔形块前侧面与滑杆内侧之间连接有第一弹簧,第一弹簧套在滑动杆上,支撑座顶部中间嵌入式的滑动连接有t型杆,t型杆底端嵌入滑杆内,t型杆底端固接有用于带动楔形块向前移动的触发斜块,触发斜块与楔形块的斜面接触。
12.进一步说明,还包括有接触辊和导向轴,弧形支撑板上对称式的嵌入式转动连接有导向轴,导向轴中部沿周向固接有用于对长条型材进行导向的接触辊。
13.进一步说明,还包括有连接轴和导向辊,t型块底部均匀间隔的嵌入式转动连接有四根连接轴,连接轴中部沿周向固接有用于对t型块进行导向的导向辊,导向辊与导向架内侧接触。
14.进一步说明,弧形夹板外侧面材质为橡胶。
15.本发明其显著进步在于:
16.1、将长条型材移动至尾座与三爪卡盘之间被夹紧限位,再拉动驱动机构运作带动支撑机构运作,支撑机构运作至合适对长条型材进行支撑的位置时,停止拉动驱动机构,驱动机构停止带动支撑机构运作,支撑机构对长条型材进行支撑限位,即可开始对长条型材进行加工,如此,可避免长条型材出现垂落现象影响加工。
17.2、在调节机构的作用下,能在尾座移动至适应长条型材的位置时,尾座带动调节机构运作,调节机构带动滑动板移动,也就使得弧形支撑板移动至合适对长条型材支撑的位置,如此,无需操作人员用手拉动滑动板上下移动对弧形支撑板的位置进行调节,方便快捷。
18.3、在连接轴与导向轴的作用下,t型块移动时,t型块还通过连接轴带动导向轴移动,导向轴对t型块进行导向,如此,可使得t型块更加顺畅、平稳的移动。
附图说明
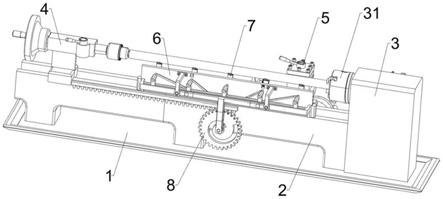
19.图1为本发明的立体结构示意图。
20.图2为本发明的第一种部分剖视结构示意图。
21.图3为本发明的第二种部分剖视结构示意图。
22.图4为本发明的第一种部分立体结构示意图。
23.图5为本发明a部分的放大示意图。
24.图6为本发明的第三种部分剖视结构示意图。
25.图7为本发明b部分的放大示意图。
26.图8为本发明的第二种部分立体结构示意图。
27.图中附图标记的含义:1、底座,2、安装座,3、主轴箱,31、三爪卡盘,4、尾座,5、刀座,6、驱动机构,61、导向架,62、t型块,63、滑杆,64、滑动板,65、卡孔,66、导向孔,7、支撑机构,71、支撑座,72、弧形支撑板,73、转轴,74、扭力弹簧,8、调节机构,81、l型杆,82、活动条,83、竖杆,84、触发杆,85、带槽齿轮,86、齿条,9、夹紧机构,91、t型杆,92、触发斜块,93、滑动杆,94、第一弹簧,95、楔形块,96、梯形块,97、弧形夹板,98、第二弹簧,10、接触辊,11、导向轴,12、连接轴,13、导向辊。
具体实施方式
28.以下结合说明书附图进一步阐述本发明、并结合说明书附图给出本发明的实施例。
29.实施例1
30.一种长条型材加工机床,包括有底座1、安装座2、主轴箱3、三爪卡盘31、尾座4、刀座5、驱动机构6和支撑机构7,请参阅图1-图5所示,底座1顶部通过焊接连接的方式安装有安装座2,安装座2顶部左侧滑动式的连接有尾座4,安装座2后侧面上部右侧滑动式的连接有刀座5,底座1顶部右侧通过焊接连接的方式安装有主轴箱3,主轴箱3的主动轴左端安装有三爪卡盘31,三爪卡盘31可实现将长条型材夹紧,安装座2顶部右侧安装有驱动机构6,驱动机构6用于提供驱动力,驱动机构6上安装有支撑机构7,当长条型材被夹紧时,支撑机构7可实现对长条型材进行支撑。
31.驱动机构6包括有导向架61、t型块62、滑杆63和滑动板64,请参阅图1-图3所示,安装座2顶部前侧右部通过焊接连接的方式安装有导向架61,导向架61内滑动式的穿接有滑动板64,滑动板64上均匀间隔的开有五条导向孔66,中间的导向孔66为竖直状态,左右两侧两条导向孔66为倾斜设置,滑动板64左右两侧面都均匀间隔的开有五个卡孔65,当操作人员将一根杆子插入卡孔65内与导向架61接触时,杆子与卡孔65配合可实现将滑动板64固定,导向架61外顶部前侧嵌入式的均匀间隔滑动连接有五块t型块62,t型块62上部固定穿接有滑杆63,五根滑杆63后端分别贯穿五个导向孔66与支撑机构7连接,当滑杆63移动时,滑杆63可实现带动支撑机构7移动。
32.支撑机构7包括有支撑座71、弧形支撑板72、转轴73和扭力弹簧74,请参阅图1-图5所示,滑杆63后侧沿周向通过焊接连接的方式安装有支撑座71,支撑座71左右两侧上部之间转动式的穿接有两根转轴73,转轴73中部沿周向固定套装有弧形支撑板72,弧形支撑板72可实现对长条型材进行支撑,弧形支撑板72左右两侧面靠近转轴73的位置与支撑座71内侧面之间连接有扭力弹簧74,扭力弹簧74套在转轴73上。
33.首先操作人员将长条型材移动至尾座4与三爪卡盘31之间,启动主轴箱3使得三爪卡盘31运作将长条型材夹紧,左右移动尾座4,三爪卡盘31与尾座4配合将长条型材限位,长条型材与支撑机构7接触,再拉动驱动机构6运作,驱动机构6运作带动支撑机构7内外移动,支撑机构7内外移动至合适长条型材支撑的位置时,停止拉动驱动机构6带动支撑机构7内
外移动,支撑机构7对长条型材进行支撑,可避免长条型材加工过程中垂落影响加工,即可开始启动刀座5与长条型材接触,刀座5对长条型材进行加工。当长条型材加工完成后,启动刀座5与长条型材脱离接触,再操作主轴箱3带动三爪卡盘31运作将长条型材脱离接触,操作人员即可将加工完成的长条型材从尾座4上取下,如此反复,可不断的使得支撑机构7对长短不一的长条型材进行支撑,长条型材再被进行加工。
34.当长条型材被夹紧限位后,操作人员拉动滑动板64上下移动,滑动板64上下移动带动导向孔66上下移动,导向孔66上下移动带动左右两侧每两根滑杆63内外移动,左右两侧每两根滑杆63内外移动带动支撑机构7内外移动,同时,左右两侧每两根滑杆63内外移动还带动左右两侧每两块t型块62内外移动,支撑机构7内外移动至合适对长条型材支撑的位置时,停止拉动滑动板64上下移动,滑动板64停止通过导向孔66带动左右两侧每两根滑杆63内外移动,左右两侧每两根滑杆63停止带动支撑机构7内外移动,支撑机构7对长条型材进行支撑,同时,左右两侧每两根滑杆63停止带动左右两侧每两块t型块62内外移动,再将一根杆子插入靠近导向架61的卡孔65内,杆子与导向架61接触,杆子与卡孔65配合对滑动板64进行限位,即可开始对长条型材进行加工。如此,可根据长条型材的长度将支撑机构7调节至合适支撑的位置。
35.当长条型材被夹紧时,长条型材与弧形支撑板72接触,弧形支撑板72对长条型材进行支撑,因扭力弹簧74的作用,弧形支撑板72能更紧密的与长条型材接触,也就更好的对长条型材进行支撑,进而操作人员拉动滑动板64上下移动时,左右两侧每两根滑杆63内外移动带动左右两侧每两块支撑座71内外移动,左右两侧每两块支撑座71内外移动通过转轴73带动左右两侧弧形支撑板72内外移动,左右两侧弧形支撑板72内外移动至合适对长条型材支撑的位置时,停止拉动滑动板64,左右两侧每两根滑杆63停止带动左右两侧每两块支撑座71内外移动,左右两侧弧形支撑板72也就停止内外移动,弧形支撑板72则继续对长条型材进行支撑。当长条型材加工完成后,将长条型材取下,长条型材与支撑板脱离接触。如此,可避免长条型材在加工过程中垂落影响加工。
36.实施例2
37.在实施例1的基础上,还包括有调节机构8,调节机构8包括有l型杆81、活动条82、竖杆83、触发杆84、带槽齿轮85和齿条86,请参阅图1和图2所示,滑动板64前侧面上部左右对称通过螺栓连接的方式安装有l型杆81,当l型杆81上下移动时,l型杆81可实现带动滑动板64上下移动,左右两侧l型杆81底端之间通过焊接连接的方式安装有活动条82,活动条82中部固接有竖杆83,竖杆83下部固定穿接有触发杆84,安装座2前侧面中部右侧转动式的连接有带槽齿轮85,触发杆84后端位于带槽齿轮85的槽内,当带槽齿轮85转动时,带槽齿轮85可实现带动触发杆84移动,尾座4右侧面下部前侧通过焊接连接的方式安装有齿条86,齿条86与带槽齿轮85啮合,当齿条86左右移动时,齿条86可实现带动带槽齿轮85正反交替转动。
38.还包括有夹紧机构9,夹紧机构9包括有t型杆91、触发斜块92、滑动杆93、第一弹簧94、楔形块95、梯形块96、弧形夹板97和第二弹簧98,请参阅图4-图7所示,滑杆63后侧上下对称嵌入式的滑动连接有弧形夹板97,弧形夹板97外侧面的材质为橡胶,当弧形夹板97向外移动时,弧形夹板97可实现与导向孔66接触增大摩擦力,上下两侧弧形夹板97内侧面之间均匀间隔的连接有三根第二弹簧98,滑杆63内部后侧滑动式的连接有滑动杆93,滑动杆93前端通过焊接连接的方式安装有梯形块96,第二弹簧98穿过梯形块96中部,梯形块96与
弧形夹板97接触,当梯形块96向前移动时,梯形块96可实现带动弧形夹板97向外移动,滑动杆93后端通过焊接连接的方式安装有楔形块95,楔形块95前侧面与滑杆63内侧之间连接有第一弹簧94,第一弹簧94套在滑动杆93上,支撑座71顶部中间嵌入式的滑动连接有t型杆91,t型杆91底端嵌入滑杆63内,t型杆91底端固接有触发斜块92,触发斜块92与楔形块95的斜面接触,当触发斜块92向下移动时,触发斜块92可实现带动楔形块95向前移动。
39.首先操作人员将长条型材移动至三爪卡盘31内,如果长条型材较短,操作人员即可拉动尾座4向右移动,尾座4向右移动带动齿条86向右移动,齿条86向右移动带动带槽齿轮85正转,带槽齿轮85正转带动触发杆84向上移动,触发杆84向上移动带动竖杆83向上移动,竖杆83向上移动带动活动条82向上移动,活动条82向上移动带动l型杆81向上移动,l型杆81向上移动带动滑动板64向上移动,滑动板64向上移动通过导向孔66带动左右两侧每两根滑杆63向内移动,也就使得弧形支撑板72向内移动,进而尾座4向右移动与长条型材端部接触时,尾座4与三爪卡盘31配合将长条型材夹紧,停止拉动尾座4向右移动,尾座4停止带动齿条86向右移动,齿条86停止带动带槽齿轮85正转,l型杆81也就停止带动滑动板64向上移动,弧形支撑板72也就停止向内移动,弧形支撑板72则对长条型材进行支撑,同理,当长条型材较长时,操作人员拉动尾座4向左移动,尾座4向左移动带动齿条86向左移动,齿条86向左移动带动带槽齿轮85反转,带槽齿轮85反转带动触发杆84向下移动,触发杆84向下移动通过竖杆83带动活动条82向下移动,活动条82通过l型杆81带动滑动板64向下移动,也就使得弧形支撑板72向外移动,尾座4向左移动至合适对长条型材限位的位置时,停止拉动尾座4,尾座4停止带动齿条86向左移动,齿条86停止带动带槽齿轮85反转,l型杆81停止带动滑动板64向下移动,弧形支撑板72也就停止向外移动,弧形支撑板72对长条型材进行支撑。如此,无需操作人员用手拉动滑动板64上下移动对弧形支撑板72的位置进行调节,方便快捷。
40.当长条型材被夹紧限位后,长条型材与t型杆91接触,长条型材带动t型杆91向下移动,t型杆91向下移动带动触发斜块92向下移动,触发斜块92向下移动带动楔形块95向前移动,第一弹簧94被压缩,楔形块95向前移动带动滑动杆93向前移动,滑动杆93向前移动带动梯形块96向前移动,梯形块96向前移动带动弧形夹板97向外移动,第二弹簧98被拉伸,弧形夹板97向外移动与导向孔66接触,弧形夹板97在导向孔66内摩擦,由于弧形夹板97外侧面的材质为橡胶,能使得摩擦力更大,进而滑杆63移动时,滑杆63还带动弧形夹板97移动,弧形夹板97在导向孔66内滑动,弧形支撑板72移动至合适支撑长条型材的位置时,滑杆63停止带动弧形夹板97移动,弧形夹板97使得滑动板64更加稳固地处于一个位置。当长条型材加工完成后,操作人员将长条型材取下,长条型材与t型杆91脱离接触,因第一弹簧94的作用,楔形块95向后移动复位带动触发斜块92向上移动,触发斜块92向上移动带动t型杆91向上移动复位,同时,楔形块95向后移动复位带动滑动杆93向后移动复位,滑动杆93复位带动梯形块96向后移动复位,梯形块96复位不对弧形夹板97进行限位,因第二弹簧98的作用,弧形夹板97向内移动复位与导向孔66脱离接触。如此,可使得滑动板64更加稳固的处于一个位置,避免出现移动现象影响弧形支撑板72对长条型材的支撑。
41.实施例3
42.在实施例1和实施例2的基础上,还包括有接触辊10和导向轴11,请参阅图3和图4所示,弧形支撑板72上对称式的嵌入式转动连接有导向轴11,导向轴11中部沿周向通过焊
接连接的方式安装有接触辊10,当接触辊10与长条型材接触时,接触辊10可实现对长条型材进行导向。
43.还包括有连接轴12和导向辊13,请参阅图8所示,t型块62底部均匀间隔的嵌入式转动连接有四根连接轴12,连接轴12中部沿周向通过焊接连接的方式安装有导向辊13,导向辊13与导向架61内侧接触,导向辊13可实现对t型块62进行导向。
44.当长条型材被弧形支撑板72支撑时,长条型材与接触辊10接触,接触辊10对长条型材进行加工导向。当长条型材加工好后,长条型材取下后与接触辊10脱离接触。如此,可使得长条型材更加顺畅的进行加工。
45.当左右两侧每两块t型块62内外移动时,t型块62还带动连接轴12内外移动,连接轴12内外移动带动导向辊13内外移动,导向辊13内外移动在导向架61上滑动,导向辊13对t型块62进行导向,当左右两侧每两块t型块62停止内外移动时,t型块62停止通过连接轴12带动导向辊13内外移动。如此,可使得t型块62更加顺畅、平稳的移动。
46.最后,有必要说明的是:上述内容仅用于帮助理解本发明的技术方案,不能理解为对本发明保护范围的限制;本领域技术人员根据本发明的上述内容所做出的非本质改进和调整,均属本发明所要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1